















































Effizienzsteigerung durch DELEM DA-66T-Programmierung
Wenn es darum geht, die Effizienz Ihrer Abläufe bei Abkantpressen zu steigern, ist das Verständnis der DELEM DA-66T Produktprogrammierung entscheidend. Dieses System optimiert nicht nur Ihren Arbeitsablauf, sondern gewährleistet auch Präzision bei Biegungen und verkürzt die Rüstzeiten. Durch die vollständige Integration der DELEM DA-66T-Werkzeugkonfiguration können Sie die Produktivität maximieren und die Ausgabegüte verbessern.
In diesem Leitfaden führe ich Sie Schritt für Schritt vor, wie die DELEM DA-66T Produktprogrammierung die Effizienz Ihrer Metallbearbeitungsprozesse erheblich steigern kann. Angefangen bei den Grundlagen bis hin zu spezifischen Biegeparametern und Funktionen erfahren Sie, wie Sie das volle Potenzial dieses fortschrittlichen Steuerungssystems ausschöpfen.
Erste Schritte mit der Produktprogrammierung
Um die Programmierung des DELEM DA-66T Produkts zu beginnen, ist es wichtig, sich mit dessen Funktionen und Parametern vertraut zu machen. Die Programmoberfläche ist benutzerfreundlich gestaltet, um eine einfache Navigation und Einrichtung zu ermöglichen.

Um ein numerisches Programm zu erstellen oder zu ändern, starten Sie ein neues Programm aus dem Produktmodus heraus oder verwenden Sie „Programm“, um direkt einzutreten.
Um ein bestehendes CNC-Programm zu bearbeiten, wählen Sie ein Produkt in der Produktübersicht aus und drücken Sie den Navigationsknopf „Programm“. Beim Start eines neuen Programms wählen Sie „Neues Programm“ aus und nach Eingabe der Hauptprodukteigenschaften wechselt das System automatisch zum Programm.
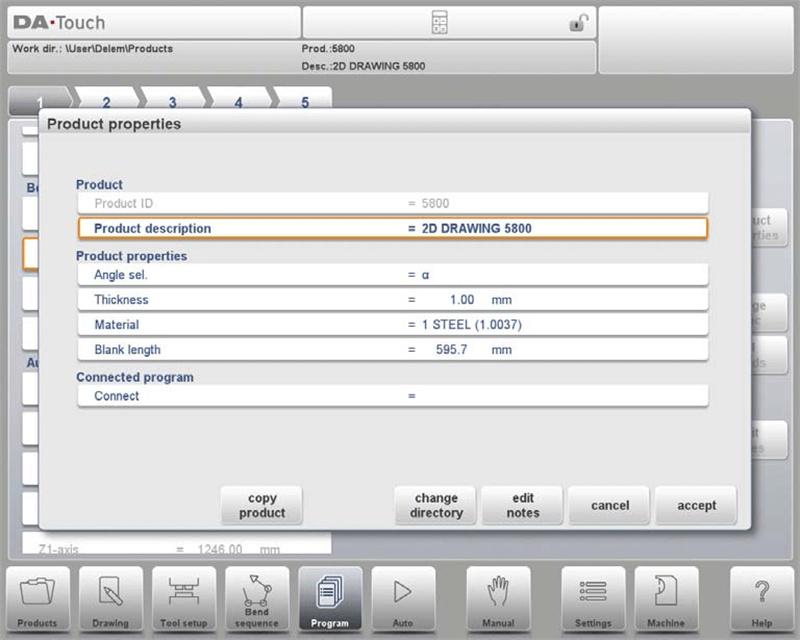
Um die Hauptprodukteigenschaften zu ändern, tippen Sie auf „Produktdaten“. Diese Parameter des Programms sind bei jeder Biegung des Programms identisch (Hauptdaten des Programms).
Beginnen Sie mit der Erkundung der Hauptfunktionen: Material laden, Auswahl der Matrize und Eingabe der erforderlichen Spezifikationen. Jeder Parameter, wie Materialstärke, Länge des Werkstücks und Werkzeugeinstellparameter, ist entscheidend für die genaue Erstellung des Produkts.
Parametererklärung:
Produkt-ID: Weisen Sie jedem Programm eine eindeutige Kennung zu, bis zu 25 Zeichen lang, bestehend aus Buchstaben und Zahlen.
Produktbeschreibung: Geben Sie einen beschreibenden Namen oder eine Nummer für das Programm an, ebenfalls auf 25 Zeichen begrenzt, erlaubt sind Buchstaben und Zahlen.
Winkelauswahl: Wählen Sie zwischen zwei Y-Achsen-Programmiermodi:
0 = Absolutposition für eine Biegung.
1 = α, bei dem der Winkel vorgegeben wird und die Y-Achsen-Position berechnet wird.
Stärke: Dicke des Blechs.
Materialauswahl: Wählen Sie aus 6 voreingestellten oder 99 programmierbaren Materialien zur Berechnung der Biegiefen. Konfigurieren Sie Materialien auf der Materialseite in den Einstellungen.
Blechlänge: Definieren Sie die benötigte ursprüngliche Blechlänge für das Produkt, berechnet, falls auf einer 2D-Zeichnung basierend.
Programme verbinden: Verknüpfen Sie Programme zum Erstellen von 3D-Produkten aus mehreren Schritten.
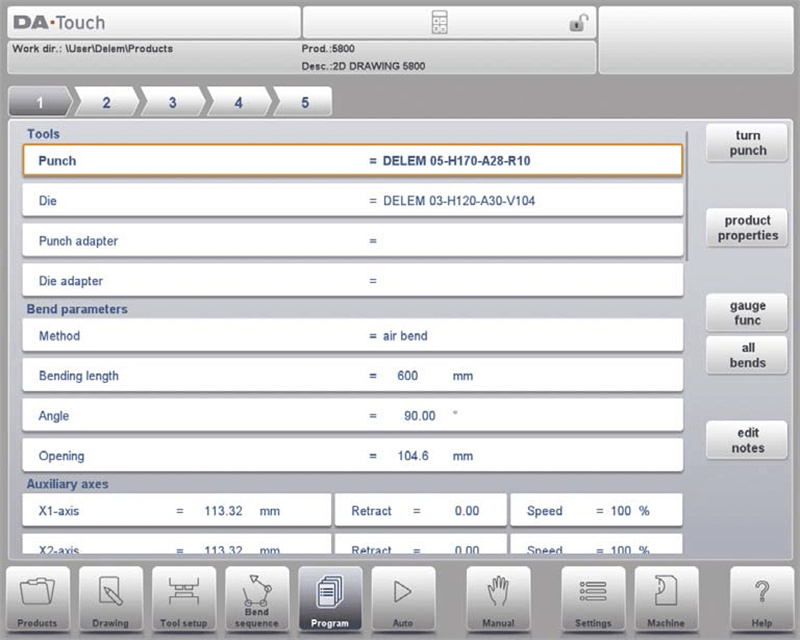
Der Hauptbildschirm zeigt die verfügbaren Biegungen an, und von diesem Hauptbildschirm aus können für jede verfügbare Biegung spezifische Parameter eingesehen und bearbeitet werden.
Der Biegeauswahlknopf oben auf dem Bildschirm kann verwendet werden, um durch die Biegungen in der DELEM DA-66T Produktprogrammierung zu navigieren. Die angezeigten Biegungen können angeklickt werden, um einfach die gewünschten Biegedaten auszuwählen.
Öffnet ein neues Fenster, in dem Produktparameter, die für alle Biegungen gültig sind, angezeigt und bearbeitet werden können.
Anschlagfunktionen: Öffnet ein Fenster, in dem Achsenpositionen in Bezug auf Fingereinstellungen programmiert werden können.
Alle Biegungen: Öffnet ein neues Fenster, in dem alle Biegungen in einer Tabelle dargestellt sind.
Notizen bearbeiten: Öffnet ein Fenster, das das Anzeigen und Bearbeiten von Notizen zum aktuellen Produkt ermöglicht.
Dieser strukturierte Ansatz trägt dazu bei, betriebliche Arbeitsabläufe zu optimieren, die Präzision zu erhöhen und die Produktivität in industriellen Umgebungen zu steigern.
Die Vertrautheit mit diesen Funktionen stellt sicher, dass Sie von Anfang an richtig starten und die Vorteile einer effizienten Produktprogrammierung nutzen können.
Verständnis der Biegeparameter
Die DELEM DA-66T umfasst eine umfassende Liste von Biegeparametern, die für präzise Operationen entscheidend sind. Die Produkt-ID und die Produktsbeschreibung werden in der obersten Zeile des Bildschirms angezeigt.
Sie beginnen damit, die richtigen Werkzeuge unter Berücksichtigung der Materialart und -stärke auszuwählen.
Stößelauswahl: Bei der DELEM DA-66T-Produktprogrammierung ist der Name (ID) des Stößels entscheidend. Tippen Sie, um ihn zu ändern, oder wählen Sie aus der Bibliothek, um das Werkzeugmanagement zu vereinfachen.
Matrizenwahl: Tippen Sie einfach, um die Matrize aus der Matrizenbibliothek auszuwählen oder zu wechseln.
Stößeladapter: Wählen und programmieren Sie den Stößeladapter aus der Bibliothek. Die DELEM DA-66T-Produktprogrammierung stützt sich bei der effizienten Nutzung des Adapters auf die Maschinenmoduseinstellungen.
Matrizenadapter: Wählen Sie ebenso einen Matrizenadapter über die DELEM DA-66T-Produktprogrammierung aus, abhängig von den Parametern des Maschinenmodus für einen optimalen Betrieb.
Werkzeugprogrammierung: Programmieren Sie Werkzeug-IDs effizient oder durchsuchen Sie die Bibliothek nach verfügbaren Werkzeugen. Verwenden Sie „ Lochstempel drehen “ oder „ Matrize drehen “, um die Werkzeugausrichtung anzupassen.
Biegeparameter wie Biegewinkel, Radius und Steglänge werden je nach gewünschtem Ergebnis angepasst.
Biegeparameter
Methode
Wählen Sie die erforderliche Biegemethode aus. Die Steuerung unterstützt 5 Methoden:
• Freibiegen
• Kalibrierbiegen
• Umlegen
• Kanten und Bodenformung
• Handhabung
Folgende sind die detaillierten Angaben:
Freibiegen:
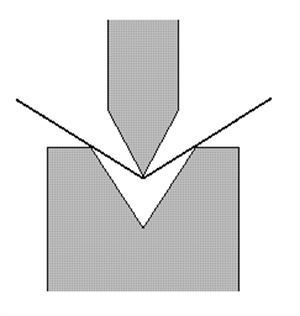
Die DELEM DA-66T Produktprogrammierung berechnet effizient die erforderliche Y-Achsen-Position, um den programmierten Winkel zu erreichen, indem der Stempel auf die notwendige Tiefe gebracht wird.
Auflegen (Bottoming):
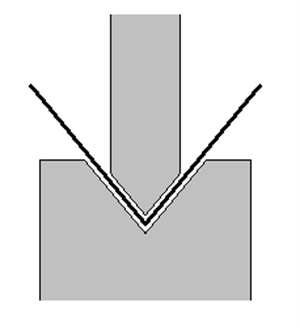
Bei der DELEM DA-66T Produktprogrammierung wird das Blech durch Andrücken zwischen Stempel und Matrize gebogen, wobei der Boden der Matrize als erforderliche Y-Achsen-Position für eine präzise Biegung angenommen wird.
Saumverarbeitung:
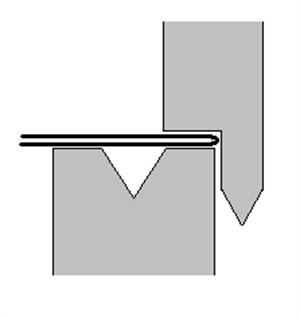
Mit der DELEM DA-66T Produktprogrammierung wird das Blech nach einer vorherigen scharfen Biegung zweimal gefaltet. Das System berechnet genau die Y-Achsen-Position als Oberfläche der Matrize plus zweifache Blechdicke und verwendet dabei die Programmierung der ‚Kantenöffnung‘ für Anpassungen.
Kanten und Bodenformung:
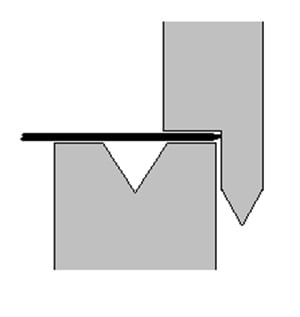
Ähnlich wie beim Kanten, aber die DELEM DA-66T Produktprogrammierung nimmt die Oberseite der Matrize als Y-Achsen-Position an, um ein präzises Falten und Pressen zwischen Stempel und Matrize sicherzustellen.
Handling: Die DELEM DA-66T Produktprogrammierung ermöglicht Nicht-Biegeschritte, indem die Y-Achse stationär bleibt und die Anschlagachsen sich gemäß der programmierten Werte positionieren. Für eine effiziente Produktbearbeitung ist eine externe Schritterfassung (C-Eingang) erforderlich.
Hinweis 1: Die Falzbiegungen werden hier mit einem speziellen Falzstempel dargestellt, dies ist jedoch nicht erforderlich.
Hinweis 2: Bei Auswahl des Andrückbetriebs hängt die Endlage der Biegung der Y-Achsen-Balken von der Arbeitskraft ab. Wenn jedoch die Kraft ausreicht, damit der Balken die berechnete Endlage der Y-Achse erreicht, wird der Hub des Balkens durch den Positionswert begrenzt.
Biegelänge: Länge des Blechs zwischen den Werkzeugen.
Winkel: Der erforderliche Winkel dieser Biegung. Dieser Parameter erscheint nur, wenn die Winkelprogrammierung über den Parameter „Angle sel.“ aktiviert ist und die Biegemethode eine Luftbiegung ist.
Falzöffnung: Die DELEM DA-66T Produktprogrammierung berechnet die Balkenposition für Falzbiegungen basierend auf dem Öffnungsabstand zwischen den Stegen.
Biegeposition: Die erforderliche Y-Achsen-Position für eine Biegung ergibt sich bei Verwendung der absoluten Programmierung oder wenn Bottoming-/Hemming-Verfahren aktiv sind.
Öffnung: Dieser Parameter definiert den Spalt zwischen Stößel und Matrize nach der Biegung. In der DELEM DA-66T Produktprogrammierung zeigt ein positiver Wert einen Spalt oberhalb von „Mute“ und ein negativer Wert einen Spalt unterhalb an.
Hilfsachse: Die DELEM DA-66T Produktprogrammierung interpretiert negative X-Achsen-Werte als relativ, indem sie von der aktuellen Position subtrahiert werden, was sich zur Verkettung von Operationen eignet.
Einfahren: Der Einfahrweg einer ausgewählten Achse in der aktuellen Biegung innerhalb der DELEM DA-66T Produktprogrammierung beginnt, wenn die Querträger das Blech zusammendrücken, wodurch die Bearbeitungszeit optimiert wird.
Achsgeschwindigkeiten: Geschwindigkeiten können in der DELEM DA-66T Produktprogrammierung als Prozentsatz des Maximums eingestellt werden, um eine präzise Steuerung der Produktionsprozesse sicherzustellen. Durch das Verstehen und die Nutzung dieser Funktionen der DELEM DA-66T Produktprogrammierung können Hersteller Effizienz und Produktivität erheblich steigern.
Notizen bearbeiten
Die Bearbeitungsnotizen-Funktion ermöglicht detaillierte Anweisungen für jeden einzelnen Auftrag, die für zukünftige Referenzen wertvoll sein können.
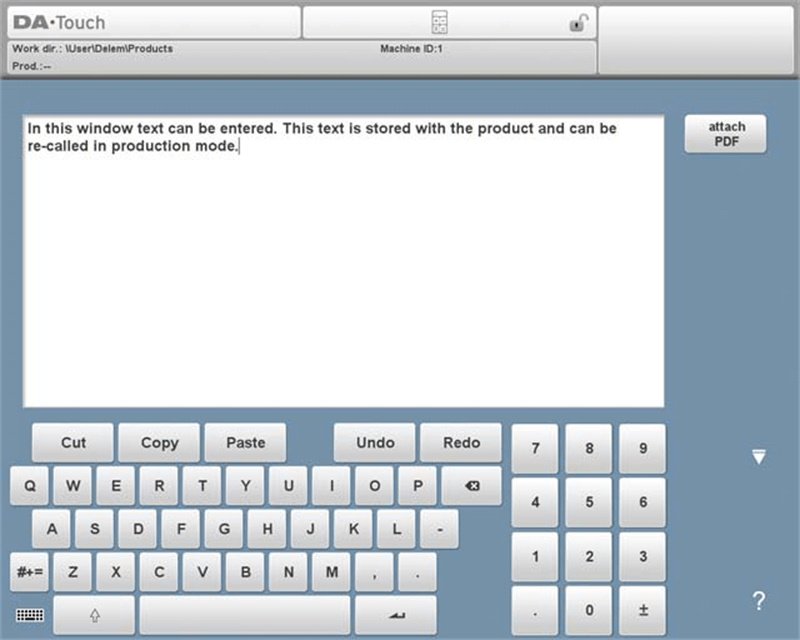
Um eine PDF-Datei an die Notiz anzuhängen, tippen Sie auf „PDF anhängen“. Über den Verzeichnisbrowser kann eine PDF-Datei ausgewählt und in die Produktdatei eingebunden werden.
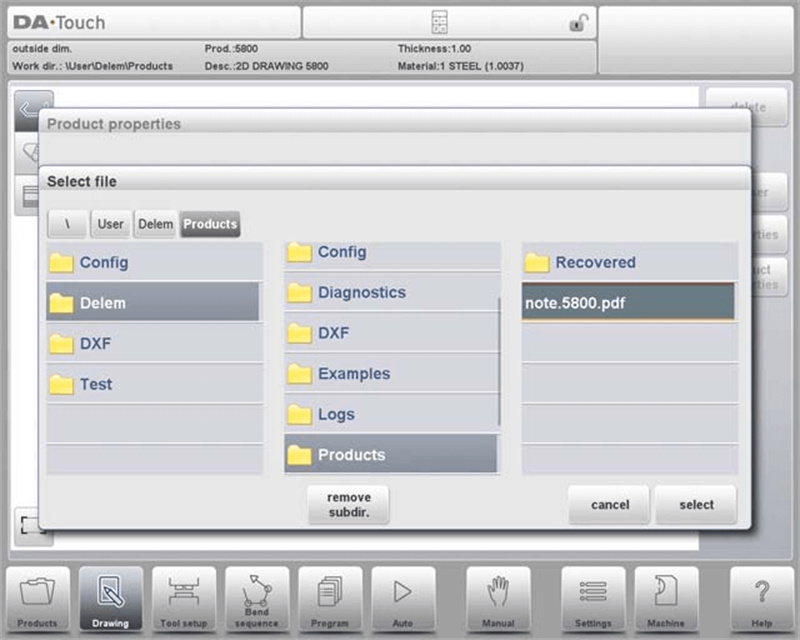
Wenn ausschließlich eine PDF-Datei ohne textuelle Notiz angehängt ist, wird die PDF sofort angezeigt, sobald der Benutzer im Automatikmodus den Notizen-Indikator drückt.
Messfunktion
Zusätzlich unterstützt die Messfunktion bei der korrekten Positionierung des Materials und sorgt so für gleichbleibende Genauigkeit bei wiederholten Vorgängen.
In der DELEM DA-66T Produktprogrammierung öffnet ‚Gauge Func‘ ein Fenster zur Verwaltung der Anschlagparameter, die entscheidend für die Programmierung der gewünschten Fingerpositionen pro Biegung sind.
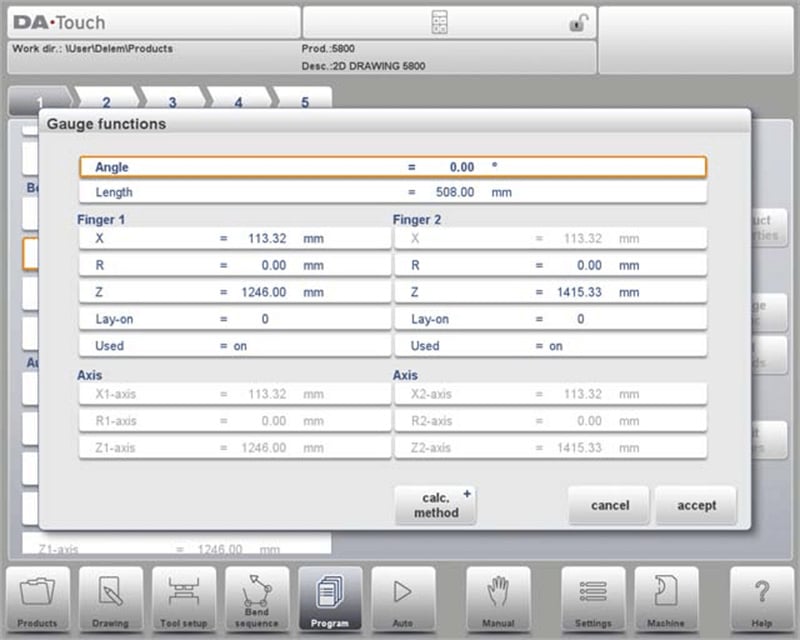
Winkel: Bestimmt den Winkel der Anschlagfinger für eine präzise winklige Positionierung.
Länge: Legt die Seitenlänge des Produkts für die Anschlagpositionierung fest, insbesondere die Z-Positionierung.
X: Manuell einstellbare Position der Finger in X-Richtung zur Blechplatzierung.
R: Manuell einstellbare Position in R-Richtung, ermöglicht eine feinere Steuerung der Positionierung.
Z: Z-Richtungsanpassungen ermöglichen eine optimierte Fingerpositionierung.
Lay-on: Ermöglicht die Programmierung mehrerer Fingerpositionen mittels DELEM DA-66T Produktprogrammierung, beeinflusst Achspositionen, während die Anschlagposition beibehalten wird.
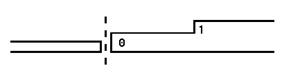
Lay-on = 0: kein Lay-on (Standard)
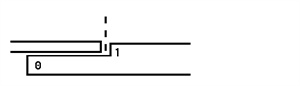
Lay-on = 1: erstes Level
Lay-on = 2: zweites Level
Lay-on = 3: drittes Level
Nutzungsparameter: Parkfunktion innerhalb der DELEM DA-66T Produktprogrammierung; parkt die Finger basierend auf der Z-Position, wenn sie nicht verwendet werden. Anwendbar, wenn mehr als zwei Finger vorhanden sind.
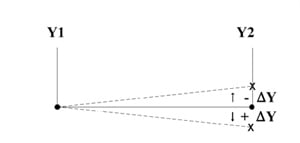
Auswirkung von Änderungen: Die Anpassung von ‚Lay-on‘ beeinflusst die Positionen der X- und R-Achsen, während die Anschlagposition konstant bleibt, wodurch der Programmierprozess in der DELEM DA-66T Produktprogrammierung vereinfacht wird.
Lay-on = 0
Aufliegen = 1
Funktionen der Biegung erkunden
Biegefunktionen sind entscheidend für die Optimierung der Programmierung des DELEM DA-66T-Produkts. Hilfsfunktionen spielen eine bedeutende Rolle, da sie sich automatisch an Änderungen in der Einrichtung anpassen und dadurch manuelle Eingriffe reduzieren.
1. Stummpunkt-Einstellung:
Zweck: Umschaltung der Y-Achse von schnellem Schließen auf Pressgeschwindigkeit.
Einzelheiten: Geben Sie den Abstand des Stummpunkts über dem Blech ein. Der voreingestellte Stummwert ergibt sich aus der programmierten Matrize.
Hinweise: Die Verfügbarkeit hängt von den Maschineneinstellungen ab.
2. Parallelität: Differenz zwischen linkem und rechtem Zylinder (Y1 und Y2). Bei positivem Wert ist die rechte Seite niedriger, bei negativem Wert höher. Der programmierte Wert ist unterhalb des Klemmpunkts aktiv.
3. Wiederholung:
0 = Biegen wird übersprungen.
1 bis 99 = Anzahl der Wiederholungen dieses Biegevorgangs.
4. Warten auf Rückzugskonfiguration
Zweck: Steuerung des Wartens auf die Y-Achse während des Rückzugs.
Die Auswahlmöglichkeiten:
Nein: Der Rückzug beginnt, sobald die Y-Achse den Spannpunkt passiert, ohne anzuhalten.
Ja: Die Y-Achse stoppt am Spannpunkt, bis der Rückzug abgeschlossen ist.
5. Schrittwechselcode:
Zweck: Definiert, wann die nächsten Biegeparameter aktiv werden.
Einstellungen:
0 – ER: Änderung am Ende der Druckentlastung.
1 – MUTE: Änderung an der Stillstandsposition während des Öffnens.
2 – UDP: Änderung am oberen Totpunkt.
3 – UDP STOP: Änderung am oberen Totpunkt ohne Achsbewegung.
4 – EXTERN: Änderung mit aktivem C-Eingang; keine Bewegung des Stößels oder der Rückzugsbewegung.
5 – UDP EXTERN: Änderung mit C-Eingang am oberen Totpunkt, wobei Stößel- und Rückzugsbewegung erlaubt sind.
6. Verzögerungszeit: Programmierbare Verzögerungszeit vor Schrittwechsel (0–30 Sek.).
7. Kraft: Maximale eingestellte Kraft während des Pressvorgangs (automatisch berechnet).
8. Haltezeit: Haltezeit des Stößels am Biegepunkt.
9. Entlastung: Entlastungshub nach dem Biegen, um den Arbeitsdruck abzubauen.
10. Press- und Entlastungsgeschwindigkeit:
Pressgeschwindigkeit: Arbeitgeschwindigkeit ausgehend von den Standardeinstellungen.
Entlastungsgeschwindigkeit: Programmierte Geschwindigkeit während der Entlastung.
11. Rücklaufgeschwindigkeit der Werkstückablage:
Zweck: Geschwindigkeit für den Rücklauf der Werkstückablage nach dem Biegen einstellen.
Hinweis: Verfügbar bei Vorhandensein eines Werkstückablage-Systems.
Biegeparameter – Alle Biegungen
Ein wesentlicher Aspekt ist die Programmierung der Biegeparameter für alle Biegungen, was eine gleichmäßige Ausführung und minimale Fehlermargen während der Produktion ermöglicht. Diese Funktion reduziert nicht nur Materialverschwendung, sondern beschleunigt auch den gesamten Biegeprozess.
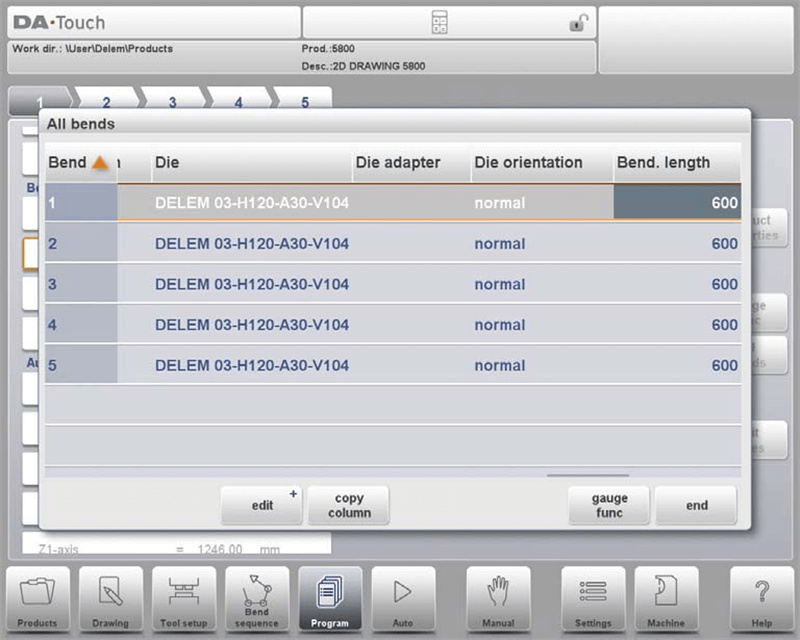
Bestimmte Biegungen können auf dem Bildschirm ausgewählt werden, indem der hervorgehobene Balken auf die gewünschte Biegung positioniert und dann END ausgewählt wird. Innerhalb dieses Bildschirms kann das komplette CNC-Programm mit DELEM DA-66T Product Programming bearbeitet werden. Alle Biegeparameter können in der Tabelle geändert werden, und Biegungen können vertauscht, verschoben, hinzugefügt und gelöscht werden. Die verfügbaren Spalten können durch Fingerbewegung/Wischen gescrollt werden.
Funktionen:
Bearbeiten: Programm mittels Befehlen wie Einfügen, Löschen und Markieren von Biegungen ändern.
Spalte kopieren: Damit können Sie den Wert des aktuell ausgewählten Parameters auf alle anderen Biegungen übertragen.
Anschlag-Funktion: Programmiert die Anschlagpositionen wie zuvor erklärt.
Beim Drücken der Bearbeiten-Funktion erscheint eine temporäre Symbolleiste mit zusätzlichen Optionen:
Biegung einfügen: Fügt eine neue Biegung hinzu, indem die aktuelle kopiert wird.
Biegung markieren: Bereitet eine Biegung für Aktionen wie Verschieben oder Vertauschen vor.
Biegung löschen: Entfernt die aktuell ausgewählte Biegung.
Zusätzliche Funktionen bei Verwendung von Biegung markieren:
Biegung verschieben: Ändern Sie die Reihenfolge der Biegungen, indem Sie diese innerhalb der Sequenz auswählen und verschieben.
Biegungen tauschen: Tauschen Sie die Positionen zweier Biegungen.
Abbruchmarkierung: Eine Biegung abwählen, um eine Aktion zu finalisieren oder abzubrechen.
Verbindung von CNC-Programmen
Mit DELEM DA-66T Produktprogrammierung verwenden Sie den Verbindungsparameter, um 3D-Produkte durch nacheinander ausgeführte Biegesequenzen zu erstellen. Programmieren Sie zwei Richtungen:
1. Erstellen und programmieren Sie die Biegesequenz für jede Richtung.
2. Verbinden Sie Programme, indem Sie Sequenzen über die Produktbibliothek auswählen und den Verbindungsparameter verwenden.
3. Bei der Verknüpfung weiterer Programme richtet sich jedes Programm an dem nächsten aus und kehrt am Ende zum ersten zurück.
So arbeiten Sie mit verbundenen Programmen:
1. Wählen Sie das erste Programm aus.
2. Wechseln Sie in den Automatikmodus.
3. Programmieren Sie die Produktmenge mit „Bestandszählung“.
4. Drücken Sie Start, um die Sequenz zu beginnen.
Nach Abschluss des ersten Programms startet das nächste automatisch und zeigt die verbleibende Anzahl an.
Besondere Bearbeitungshinweise
Bei der DELEM DA-66T-Produktprogrammierung sind besondere Bearbeitungshinweise entscheidend für die Anpassung an individuelle Anforderungen. Diese Funktion ermöglicht es den Bedienern, zusätzliche Anweisungen oder Änderungen einzugeben, die den Biegeprozess an spezielle Anforderungen anpassen. Dadurch wird sichergestellt, dass alle besonderen Details oder Hinweise erfasst und berücksichtigt werden, was dem Fertigungsprozess eine persönliche Note verleiht und ein tieferes Verständnis der Maschinenfähigkeiten fördert.
Bei der DELEM DA-66T-Produktprogrammierung berechnet das System nach der Änderung von Programmdaten Folgendes nicht automatisch neu:
1. Kraft
2. Druckentlastung
3. Kröhnungsvorrichtungseinstellung
4. Z-Achsen-Positionsversatz
5. X-Achsen-Positionskorrektur
So funktioniert die Neuberechnung in der DELEM DA-66T Produktprogrammierung:
Die Parameter 1 bis 4 werden automatisch neu berechnet, wenn in den Einstellungen „Automatische Berechnungen bearbeiten“ aktiviert ist.
Parameter 5 wird neu berechnet, wenn in den Einstellungen „Aktive Biegezulagentabelle“ aktiviert ist. Korrekturen für die X-Achse können mithilfe von „Corr.X“ für einzelne Biegungen und „G-corr.X“ für alle Biegungen im aktiven Programm vorgenommen werden.
Ausnahmsweise passen sich Kraft und Entlastung automatisch an, wenn der Parameter „Biegemethode“ geändert wird. Dies verdeutlicht, wie die DELEM DA-66T Produktprogrammierung Abläufe durch effektives Management der Parameterneuberechnung optimiert.
Fazit
Zusammenfassend verbessert die DELEM DA-66T Produktprogrammierung die Fertigungseffizienz direkt. Zu den wichtigsten Vorteilen zählen die intuitive Bedienoberfläche, erweiterte Programmierfunktionen, Echtzeit-Diagnose und die nahtlose Integration in automatisierte Systeme.
Um herauszufinden, wie die DELEM DA-66T Ihre Abläufe optimieren kann, wenden Sie sich bitte an unser JUGAO-Team. Wir stehen bereit, Ihnen detaillierte Unterstützung zu bieten und Ihre spezifischen Fragen zu beantworten. Für weitere Einblicke laden wir Sie zudem ein, unsere weiteren technischen Ressourcen zu erkunden.

