















































Steigern Sie die Effizienz durch Programmierung mit DELEM-DA-52S-Produkten
Wenn es darum geht, Metallverarbeitungsprozesse zu optimieren, zeichnet sich die DELEM DA-52S-Produktprogrammierung als entscheidende Komponente aus. Wenn Sie mit diesem leistungsstarken Werkzeug Ihre Produktivität steigern und Ihre Abläufe optimieren möchten, sind Sie hier genau richtig. In diesem Artikel erläutere ich, wie die DELEM DA-52S-Produktprogrammierung die Effizienz Ihres Workflows deutlich steigern kann, und stelle die zentralen Funktionen und Vorteile heraus, die sie in der modernen Fertigung unverzichtbar machen. Egal, ob Sie die Genauigkeit verbessern, Rüstzeiten verkürzen oder die Ausbringung erhöhen möchten – dieser Leitfaden bietet Ihnen wertvolle Einblicke, wie Sie DELEM DA-52S optimal für maximale betriebliche Wirksamkeit nutzen können.
Programmauswahl
Um ein Programm innerhalb des DELEM-DA-52S-Systems zu bearbeiten oder neu zu erstellen, führen Sie die folgenden Schritte aus:

Drücken Sie diese Taste, um den Automatikmodus zu aktivieren und das System für die Programmauswahl vorzubereiten.

Drücken Sie diese Taste, um die Programmbibliothek zu öffnen. Dadurch wird der Bildschirm der Programmbibliothek angezeigt.
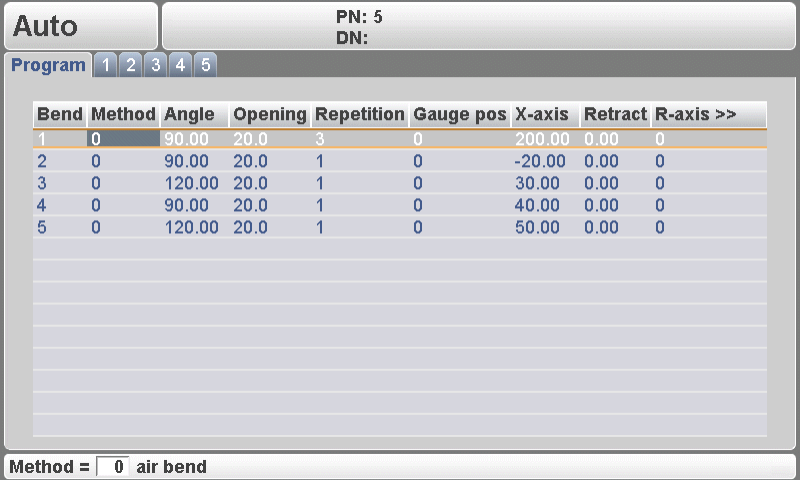
Der Bildschirm der Programmbibliothek erscheint:
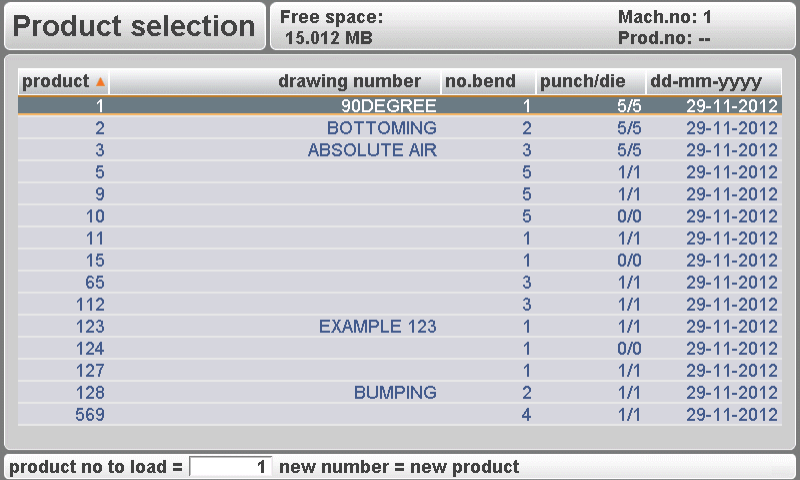
Verwenden Sie die Pfeiltasten, um durch die Liste der verfügbaren Programme zu navigieren.

Drücken Sie die Taste „Enter“, um das hervorgehobene Programm auszuwählen.
Ein Programm kann auch durch direkte Eingabe seiner Nummer ausgewählt werden.
Um ein neues Programm zu erstellen:
Geben Sie eine noch nicht verwendete Nummer ein. Nach der Eingabe fordert die Steuerung Sie auf, zu bestätigen, ob Sie ein neues Programm erstellen möchten.
Um ein Programm zu löschen:
Navigieren Sie mithilfe der Cursor-Leiste zum gewünschten Programm.

Drücken Sie die Taste „Löschen“, um die Programmnummer auf null zu setzen.
Drücken Sie „ENTER“; die Steuerung fragt dann, ob Sie das ausgewählte Programm löschen möchten. Bestätigen Sie Ihre Auswahl durch Wahl von „Ja“ (1) oder widerrufen Sie sie durch Wahl von „Nein“ (0).
Eine effiziente Programm-Auswahl mit der DELEM-DA-52S-Produktprogrammierung minimiert Ausfallzeiten und verringert das Risiko von Fehlern. Dadurch können Bediener nahtlos zwischen Aufgaben wechseln, wodurch ein produktiver Arbeitsablauf gewährleistet und die gesamte Betriebseffizienz gesteigert wird.
Programmbearbeitung
Allgemeine Eigenschaften
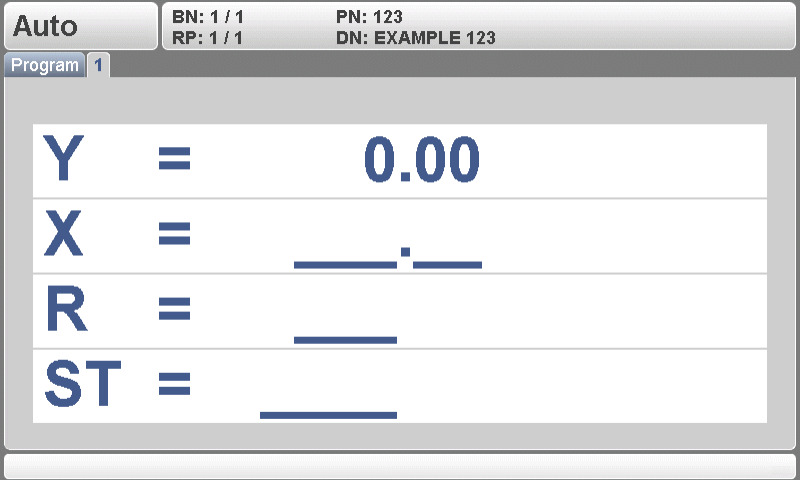
Nachdem ein Programm ausgewählt oder erstellt wurde, wird ein Bildschirm angezeigt, der die allgemeinen Produktparameter zeigt.
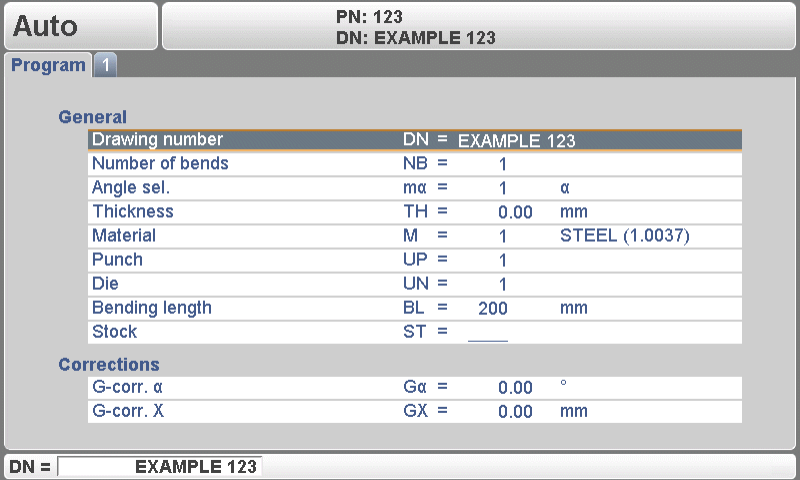
Diese Parameter gelten für jede Biegung innerhalb des Programms und bieten somit einen einheitlichen Überblick über die wichtigsten Daten.
Verwenden Sie die Pfeiltasten nach oben/unten, um den Cursor zum gewünschten Parameter zu bewegen.
Verwenden Sie die Pfeiltasten nach links/rechts, um zwischen den verschiedenen Seiten des Biegeprogramms zu blättern.
Nach Drücken der Eingabetaste wird der programmierte Wert am entsprechenden Parameter eingetragen.
Parametererklärung
Die DELEM DA-52S bietet eine umfassende Parametererklärungsfunktion, die Benutzer dabei unterstützt, zu verstehen, wie jede Einstellung die Ausgabe beeinflusst.
Zeichnungsnummer:
Ein Name oder eine Beschreibung des Programms. Die maximale Länge beträgt 20 Zeichen.
Anzahl der Biegungen:
Die Anzahl der Biegungen im aktuellen Programm.
Wenn dieser Wert erhöht wird, werden die zusätzlichen Biegungen von der letzten Biegung kopiert.
Wenn dieser Wert verringert wird, werden die überzähligen Biegungen gelöscht.
Winkelauswahl:
Auswahl des Programmiermodus für die Y-Achse.
0 = absolut: Programmieren Sie die absolute Y-Achsen-Position für eine Biegung.
1 = a: Programmieren Sie den Biegewinkel. Die erforderliche Y-Achsen-Position wird berechnet.
Je nach diesem Parameter wird entweder der Parameter „Winkel“ oder der Parameter „Biegeposition“ in einem Biegeschritt angezeigt.
Stärke: Dicke des Blechs.
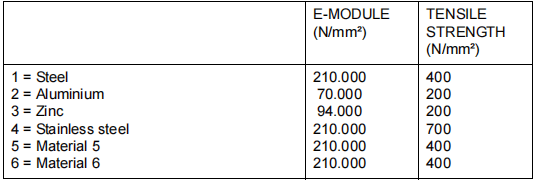
Material:
Auswahl eines der programmierten Werkstoffe, die zur Berechnung der Bietiefen verwendet werden. Die Steuerung enthält 4 vorgeprogrammierte und 2 programmierbare Werkstoffe. Insgesamt können 6 Werkstoffe auf der Steuerung programmiert werden. Siehe Kapitel „Programmierung von Konstanten“, um zu erfahren, wie Werkstoffe programmiert werden.
Stanzwerkzeug: Nummer des Stanzwerkzeugs in der Bibliothek.
Gegenstempel: Nummer des Gegenstempels in der Bibliothek.
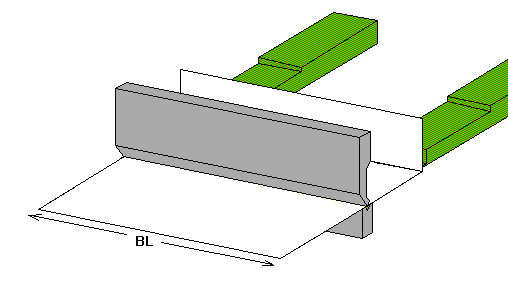
Biegelänge: Länge des Blechs zwischen den Werkzeugen.
Bei der Programmierung einer Biegung wird davon ausgegangen, dass die programmierten Werkzeuge die erforderliche Länge besitzen.
Bestand: Die Anzahl der Produkte, die mit diesem Programm erstellt werden sollen.
G-Korrektur α:
Allgemeine Winkelkorrektur, gültig für jede Biegung des Programms. Der Wert ist genauso einzugeben wie die Korrektur pro Biegung.
G-Korr X:
Allgemeine Korrektur der X-Achsen-Position, gültig für jede Biegung des Programms. Der Wert ist genauso einzugeben wie die Korrektur pro Biegung.
Biegeprogrammierung
Einführung
Die Biegeprogrammierung steht im Mittelpunkt der Funktionalitäten der DELEM DA-52S und bietet den Anwendern eine unübertroffene Präzision und Flexibilität. Die Parameter einer Biegung sind auf zwei Bildschirmseiten verteilt. Die Biegenummer, die Artikelnummer und die Zeichnungsnummer werden in der obersten Zeile des Bildschirms angezeigt.

Verwenden Sie die Taste „Ansicht wechseln“, um zu einer anderen Seite mit Biegeparametern zu wechseln. Bei erneutem Drücken dieser Taste erscheint ein Bildschirm mit vergrößerten Werten.
Die Parameter unterhalb der Linie sind Korrekturen. Sie sind bei der Programmierung eines Produkts nicht erforderlich, dienen jedoch zur Korrektur des Maschinenverhaltens während der Produktion.
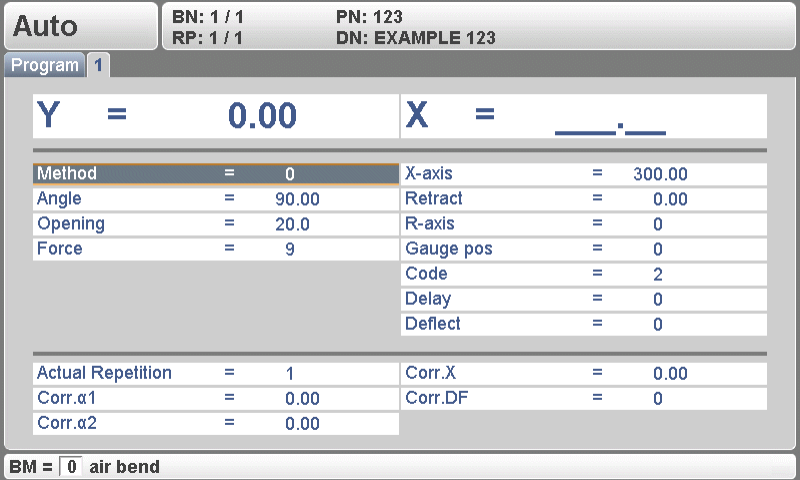
Biegeparameter – Erste Seite
Die erste Seite der Biegeparameter gibt einen Überblick über die primären Steuerelemente.
1. Methode (BM)
Wählen Sie zwischen Luftbiegen und Unterbodenbiegen.
Beim Luftbiegen werden Y-Achsen-Berechnungen für präzise Winkel verwendet.
Beim Unterbodenbiegen wird das Blech komprimiert; die Position hängt von der erforderlichen Tonnage ab.
2. Winkel (α)
Legt den gewünschten Biegewinkel fest.
Wird in der Winkelprogrammierungsart für Luftbiegemethoden benötigt.
3. Biegeposition (Y)
Die Position auf der Y-Achse definiert den Biegeort.
Entscheidend für die absolute Programmierung und bei Verwendung von Bottoming-Verfahren.
4. Öffnung (DY)
Steuert den Spalt zwischen Stempel und Matrize nach dem Biegen.
Positive Werte verkürzen die Handhabungszeit.
5. Wiederholung (CY)
Legt die Anzahl der Wiederholungen für eine Biegung fest.
Verbessert die Prozesskonsistenz mit bis zu 99 Wiederholungen.
6. X-Achse (X)
Legt die Position der Anschlagvorrichtung fest.
Ermöglicht die inkrementelle Verkettung von Abmessungen.
7. Zurückziehen (DX)
l Gibt die Rückzugstrecke der Anschlagvorrichtung an.
l Gewährleistet eine präzise Materialhandhabung.
8. Hilfsachse (R/Z/Aux)
Parameter für zusätzliche Achsen, die komplexe Bearbeitungsvorgänge ermöglichen.
9. Code (CX)
Definiert den Aktivierungszeitpunkt für die Parameter der nächsten Biegung.
Bietet Flexibilität bei den Optionen für Schrittwahl.
Biegeparameter – Zweite Seite
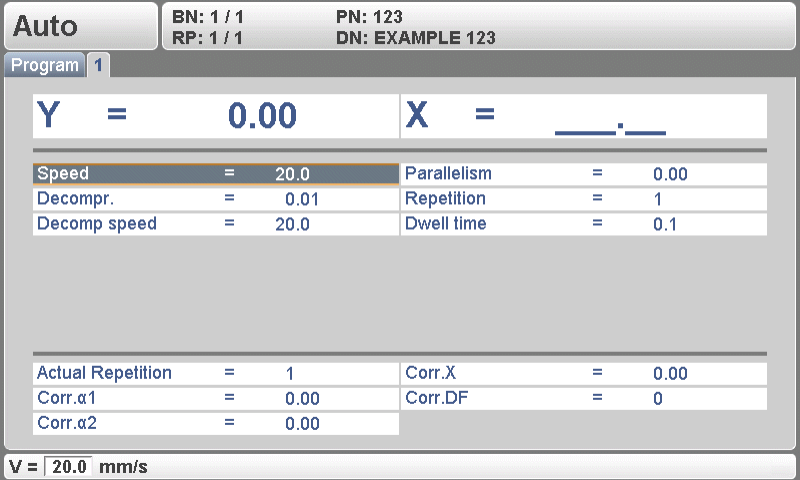
Die DELEM-DA-52S-Produktprogrammierung bietet auf der zweiten Seite der Biegeparameter eine weitere Feinabstimmung und ermöglicht damit wesentliche detaillierte Einstellungen:
Kraft (P): Wird automatisch basierend auf Material, Blechdicke, Biegelänge und Matrizen-V-Öffnung berechnet, um eine optimale Presskraft sicherzustellen.
Geschwindigkeit (V): Arbeitet von einem Standardwert ausgehend, um die Produktqualität zu gewährleisten; die Pressgeschwindigkeit ist einstellbar.
Haltezeit (T): Steuert die Verweildauer des Stempels am Biegepunkt für konsistente Ergebnisse.
Entlastung (DC): Entlastet den Druck nach dem Biegen, um sowohl das Material als auch die Maschine zu schützen.
Entlastungsgeschwindigkeit (BS): Einstellbar, um die Geschwindigkeit des Entlastungshubs festzulegen und so die Handhabung des Materials zu verbessern.
Verzögerungszeit (TX): Programmierbare Verzögerung von 0–30 Sekunden für eine präzise Ablaufsteuerung zur Reduzierung der Zykluszeiten.
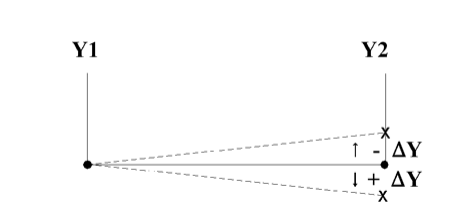
Parallelität (Y2): Passt die Zylinderparallelität an, um Präzision und Konsistenz der Ergebnisse sicherzustellen.
Diese detaillierten Einstellungen innerhalb der Produktprogrammierung des DELEM DA-52S optimieren die Abläufe, steigern die Effizienz und gewährleisten hochwertige Ergebnisse.
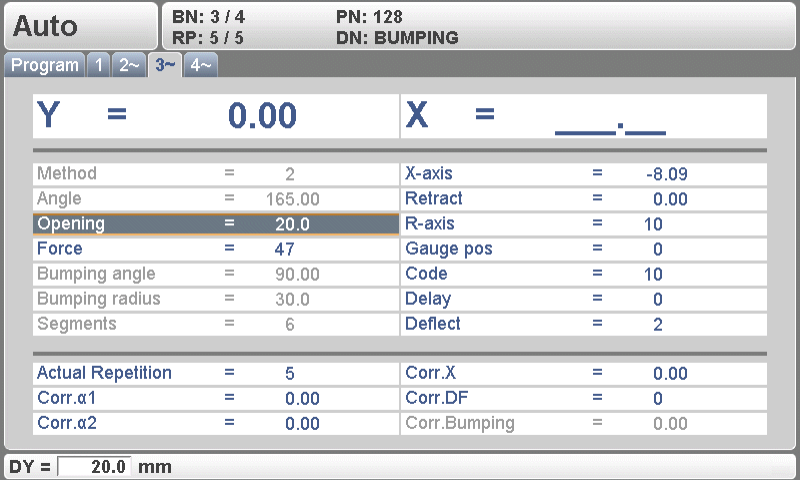
Biegeparameter – Dritte Seite
Diese Seite ist für spezialisierte Aufgaben mit großformatigen, zeichenbreiten „Istwerten“ konzipiert und eignet sich daher ideal für Bediener, die aus der Ferne arbeiten. Wichtige Werte sind auf einen Blick erkennbar, was eine effiziente Überwachung und Steuerung komplexer Vorgänge ermöglicht.
Benutzer können durch Drücken der Schaltfläche „Ansicht wechseln“ schnell zu dieser erweiterten Einstellungsansicht wechseln oder zur ersten Seite zurückkehren und so eine nahtlose Navigation sicherstellen.
Alle Biegevorgänge anzeigen
Das DELEM-DA-52S-Produktprogrammiersystem optimiert die Effizienz, indem es eine umfassende Übersicht über alle programmierten Biegevorgänge bietet. Über die Schaltfläche „Ansicht wechseln“ auf der Seite mit den allgemeinen Eigenschaften können Bediener alle Biegevorgänge in einer einzigen Ansicht aufrufen, wodurch Konsistenz gewährleistet und potenzielle Probleme frühzeitig erkannt werden.
Diese Funktion ermöglicht die direkte Initiierung von Steuerungsvorgängen sowie eine schnelle Rückkehr zur Eigenschaftenseite und trägt somit zur Vereinfachung der Abläufe und zur Steigerung der Produktivität bei.
Bumping-Programmierung
Das DELEM DA-52S-Produktprogrammiersystem steigert die Effizienz erheblich, insbesondere bei komplexen Konstruktionen, die das Bumpen erfordern. Dies wird durch spezialisierte Bumping-Programmierfunktionen erreicht, die Präzision und Vielseitigkeit bei Abkantvorgängen gewährleisten.
Bei Aufgaben mit großen Biegeradien ermöglicht der DELEM DA-52S eine einfache numerische Programmierung. Der Bediener kann die geeignete Biegemethode auswählen:
l 0 = Luftbiegen
l 1 = Kalibrierbiegen
l 2 = Bumpen
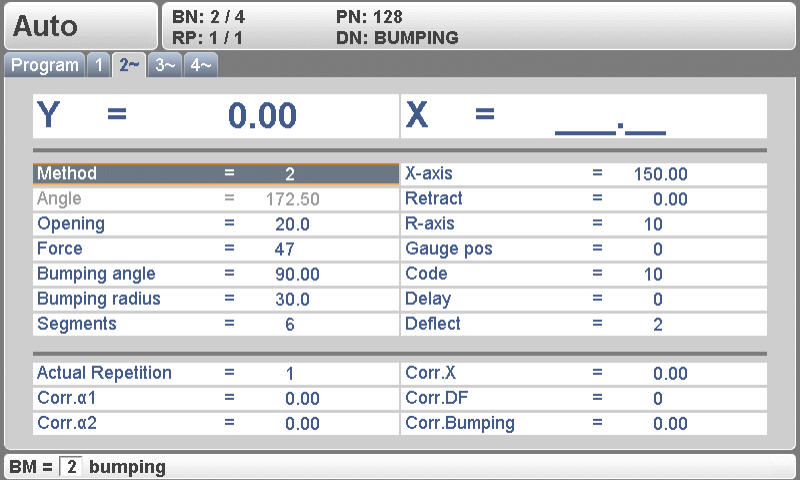
Bei Auswahl der Biegemethode „Bumpen“ kann der Bediener folgende Parameter programmieren:
Erforderliches Bumping-Radius.
Gesamter Bumping-Winkel.
Anzahl der Segmente im Radius.
Die Steuerung berechnet:
Die Anzahl der erforderlichen Biegungen
Die Winkel der einzelnen Biegungen
Die Anschlagpositionen der einzelnen Biegungen
Die erste Biegung verfügt über eine absolute Anschlagposition; die übrigen Biegungen werden als verkettete Biegungen mit relativen Anschlagpositionen behandelt.
Fazit
Zusammenfassend lässt sich sagen, dass die Beherrschung der Produktprogrammierung des DELEM DA-52S die Effizienz Ihrer Abläufe erheblich steigern kann. Durch das Verständnis des Programm-Auswahlprozesses, der Bearbeitungsmöglichkeiten sowie der detaillierten Parameter für die Biegeprogrammierung können Sie die Produktion optimieren und Rüstzeiten verkürzen. Eine effiziente Nutzung des DA-52S ermöglicht reibungslosere Arbeitsabläufe und eine optimale Maschinenleistung, wodurch Ihre Fertigungsprozesse wettbewerbsfähig und effektiv bleiben.
Für alle, die ihre Nutzung des DELEM DA-52S optimal ausschöpfen möchten, empfehlen wir, sich eingehender mit den spezifischen Programmierungsrichtlinien vertraut zu machen und sämtliche verfügbaren Ressourcen zu nutzen. Sollten Sie weitere Fragen haben oder individuelle Beratung benötigen, zögern Sie bitte nicht, unser Expertenteam zu kontaktieren.

