















































Betriebsanleitung zur Einstellung des Verriegelungskoeffizienten ESA S875
Bei der Anpassung der Biegeparameter an einer Abkantpresse spielt der ESA S875-Klinke-Koeffizient eine entscheidende Rolle für genaue Winkelergebnisse und ein konsistentes Materialverhalten. Falls Sie unsicher sind, wie dieser Koeffizient geändert wird oder wie er sich auf Klinke- und Prägevorgänge auswirkt, erläutert dieser Leitfaden das Thema verständlich. Ich erläutere Schritt für Schritt, wie der ESA S875-Klinke-Koeffizient korrekt angepasst wird, welche Faktoren seinen Wert beeinflussen und wie eine sachgemäße Kalibrierung die Biegegenauigkeit und die Produktionsstabilität verbessern kann.
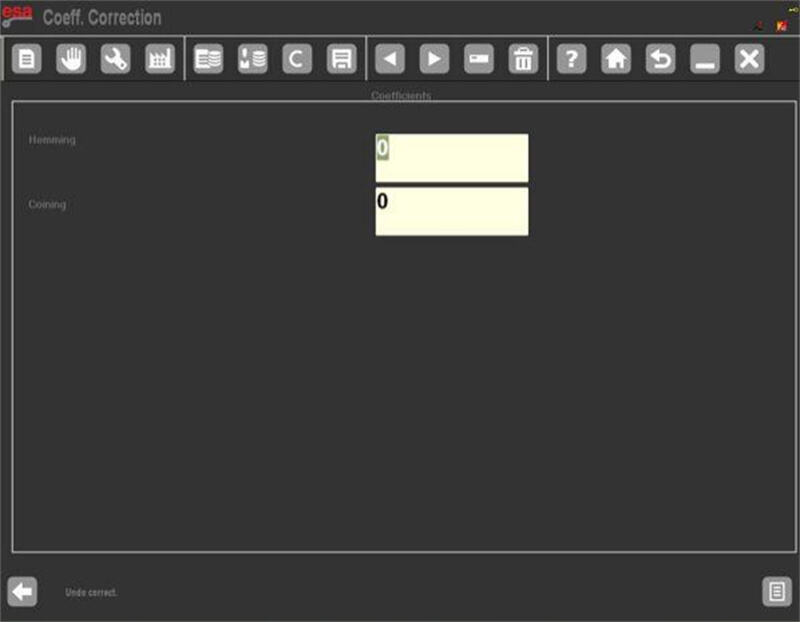
Wo der ESA S875-Klinke-Koeffizient angepasst wird
Um den ESA S875-Klinke-Koeffizienten einzustellen, müssen Sie die dedizierte Maske für Korrekturkoeffizienten im Steuersystem aufrufen. Diese Maske enthält zwei maschinenspezifische Parameter:
Klinke-Koeffizient
Präge-Koeffizient
Der Klinke-Koeffizient steuert speziell, wie das System die Positionierung des unteren Totpunkts bei Klinke-Biegungen kompensiert.
So rufen Sie die Einstellung auf:
1. Öffnen Sie die Maske für Korrekturen
2. Drücken Sie die Funktionstaste [Korrekturkoeffizient]
3. Die Maske für Korrekturkoeffizienten wird angezeigt
Dies ist der einzige Ort, an dem der Klinke-Koeffizient geändert werden kann. Nach der Anpassung des Wertes muss die NC neu gestartet werden, damit der neue Klinke-Koeffizient vollständig in die Systemberechnungen einbezogen wird.
Wie der Klinke-Koeffizient die P.M.I. beeinflusst
Der ESA-S875-Klinke-Koeffizient beeinflusst direkt die Berechnung des P.M.I. (untere Totpunktposition) für Biegungen, die als Klinke- oder Prägetyp definiert sind.
Bei Klinke- und Prägevorgängen dringt der Stößel tiefer in das Material ein als bei Luftbiegung. Daher wird die genaue untere Position kritisch. Wenn der Klinke-Koeffizient angepasst wird:
Der eingegebene Wert wird algebraisch zum berechneten P.M.I. addiert.
Die Kompensation gilt für alle Klinke-/Prägebiegungen.
Die Änderung wirkt sich global auf das Maschinenverhalten aus.
Wenn der Klinke-Koeffizient erhöht wird, passt das System die Eindringlogik entsprechend an. Wird er verringert, verschiebt sich die Berechnung der unteren Totpunktposition in die entgegengesetzte Richtung. Diese algebraische Korrektur stellt sicher, dass die mechanische Eindringtiefe den realen Produktionsbedingungen entspricht.
Da beim Klinken das Material gegen den Matrizenhohlraum komprimiert wird, können bereits geringfügige Änderungen des Klinke-Koeffizienten Folgendes beeinflussen:
Endbiegewinkel
Konsistenz der Materialkompression
Oberflächenmarkierung
Wiederholgenauigkeit über Chargen hinweg
Eine korrekte Einstellung des Klinke-Koeffizienten stellt sicher, dass die Abkantpresse die richtige Umformtiefe erreicht, ohne eine übermäßige Überpenetration.
Wann der Klinke-Koeffizient anzupassen ist
Eine Anpassung des Klinke-Koeffizienten der ESA S875 ist typischerweise in folgenden Situationen erforderlich:
Systematisches Überpressen während des Klinkens
Unzureichende Materialkompression
Winkelabweichung, spezifisch für den Klinkmodus
Neukalibrierung der Maschine nach Wartungsarbeiten
Werkzeugwechsel, die die Penetrationstiefe beeinflussen
Falls die Klinkebiegungen trotz korrekter Programm-Daten durchgängig zu eng oder zu weit sind, wird empfohlen, vor der Anpassung einzelner Biegeparameter den Klinke-Koeffizienten zu überprüfen.
Es ist wichtig zu verstehen, dass der ESA S875-Klinke-Koeffizient nicht programm-spezifisch ist. Es handelt sich um einen maschinenebene Parameter, d. h., sobald er angepasst wurde, beeinflusst er jede Klinke- bzw. Prägebiegung, die an dieser Maschine ausgeführt wird.
Speichern und Verwalten des Klinke-Koeffizienten
Der ESA S875-Klinke-Koeffizient wird automatisch gespeichert, wenn Sie die Maske „Korrekturkoeffizienten“ verlassen. Allerdings:
Er wird nicht innerhalb einzelner Arbeitsprogramme gespeichert
Er bleibt dauerhaft mit der Steuerung verknüpft
Er wirkt sich auf alle zukünftigen Klinke-Vorgänge aus
Nach der Anpassung des Klinke-Koeffizienten ist ein Neustart der NC erforderlich, damit der neue Wert wirksam wird.
Falls die Änderung nicht das erwartete Ergebnis liefert, drücken Sie innerhalb der Maske auf [Korr. ignorieren]. Dadurch wird der Klinke-Koeffizient auf den zuvor aktiven Wert zurückgesetzt.
Da der Clinching-Koeffizient die Berechnung des unteren Totpunkts global beeinflusst, sollten Anpassungen sorgfältig und schrittweise vorgenommen werden.
Best Practices zur Anpassung des Clinching-Koeffizienten
Um eine stabile Leistung bei der Anpassung des ESA S875 Clinching-Koeffizienten sicherzustellen:
Nehmen Sie kleine, schrittweise Änderungen vor
Testen Sie am Probenmaterial vor der Serienfertigung
Überprüfen Sie die tatsächlichen Winkel- und Kompressionsergebnisse
Stellen Sie nach jeder Änderung einen NC-Neustart sicher
Vermeiden Sie häufige, große Anpassungen
Der ESA S875 Clinching-Koeffizient sollte als Feinkalibrierungsparameter und nicht als primäres Werkzeug zur Winkelkorrektur eingesetzt werden. Programmbezogene Korrekturen müssen stets vor der Änderung des maschinenseitigen Koeffizienten verifiziert werden.
Bei korrekter Konfiguration verbessert der ESA S875 Clinching-Koeffizient:
Penetrationsgenauigkeit
Winkelgenauigkeit
Produktionsstabilität
Langfristige Maschinenzuverlässigkeit
Durch sorgfältiges Verstehen und Anpassen des ESA S875-Klinke-Koeffizienten können Bediener die Position des unteren Totpunkts während Klinke- und Prägevorgängen präzise steuern. Eine korrekte Kalibrierung gewährleistet, dass Umformdruck, Materialkompression und Winkelgenauigkeit über verschiedene Materialien und Produktionschargen hinweg stabil bleiben, was zu einer verbesserten Biegeleistung und weniger Korrekturschleifen führt.
Fazit
Der ESA S875-Klinke-Koeffizient spielt eine entscheidende Rolle bei der Steuerung der Position des unteren Totpunkts während Klinke- und Prägevorgängen. Durch algebraische Anpassung des berechneten P.M.I. stellt der Klinke-Koeffizient eine genaue Stößelpenetration, eine stabile Materialkompression und konsistente Winkelergebnisse sicher.
Da der Klinke-Koeffizient ein maschinenebener Parameter ist, wirkt sich jede Änderung auf alle Klinke- und Prägebiegungen aus. Daher sollten Anpassungen sorgfältig, schrittweise und stets im Anschluss an einen Systemneustart vorgenommen werden.
Bei korrekter Konfiguration verbessert der ESA-S875-Klinke-Koeffizient die Biegegenauigkeit, erhöht die Wiederholgenauigkeit und unterstützt die langfristige Produktionsstabilität bei unterschiedlichen Materialien und Werkzeugbedingungen.

