















































Why Does Press Brake Bending Cracking Occur?
Table of contents
• Understanding Press Brake Bending Cracking in Sheet Metal
○ What Happens to Metal During Press Brake Bending
○ Why Cracks Form on the Outer Bend Surface
• Material-Related Causes of Bending Cracks
○ Low-Ductility Metals
○ Material Grain Direction and Bending Alignment
• Tooling Selection and Its Effect on Bending Cracks
○ Wrong V-Die Opening Size
○ Overly Sharp Punch Radius
• Machine Settings Affecting Bending Cracking
○ Excessive Bending Tonnage
○ Inappropriate Bending Speed
• Practical Solutions to Avoid Press Brake Bending Cracking
○ Select the Right Internal Bending Radius
○ Optimize Tooling and Die Configuration
○ Check Material Quality and Properties
○ Adjust Bending Orientation
• FAQs
○ What is the primary cause of press brake bending cracking?
○ Does tooling choice impact bending cracking?
○ Does grain direction affect bend cracking?
○ How to avoid cracking when bending stainless steel?
• Conclusion
Bending cracks on press brakes are a frequent defect in sheet metal processing. When such issues arise during bending, I first analyze material characteristics and bending parameters. This defect directly undermines product quality, structural integrity, and manufacturing efficiency. Many operators assume poor material quality is the sole culprit, but cracks usually stem from multiple factors: unsuitable tooling, undersized bending radius, excessive bending pressure, or unfavorable grain alignment. This article explains the core causes of press brake bending cracking and shares actionable fixes by optimizing materials, tooling, and equipment parameters.
Understanding Press Brake Bending Cracking in Sheet Metal
To fix bending cracks, you first need to grasp how metal deforms under bending.
What Happens to Metal During Press Brake Bending
When sheet metal is bent on a press brake, it bears two opposing stresses: the inner layer is compressed, while the outer layer is stretched. Cracks initiate once the tensile stress on the outer surface surpasses the material’s elongation limit.
This is the fundamental mechanical principle behind bending cracking. Materials with poor ductility or inappropriate bending conditions are far more prone to cracking.
Why Cracks Form on the Outer Bend Surface

Cracks nearly always occur on the outer bend radius, as this zone endures the maximum tensile stress. If the bending radius is too small relative to sheet thickness, the material cannot stretch adequately and begins to fracture.
That is why choosing the correct punch radius and die opening is critical for preventing cracks.
Material-Related Causes of Bending Cracks
In actual production, material properties are among the most common triggers for bending cracks.
Low-Ductility Metals

Some metals, especially high-strength steel, tempered steel, or improperly processed stainless steel, have limited elongation. These materials cannot stretch sufficiently during bending.
Bending low-ductility materials significantly raises the risk of cracking.
To lower this risk, I recommend:
• Using a larger bending radius
• Slowing down the bending speed
• Adopting stepwise bending if feasible
Material Grain Direction and Bending Alignment
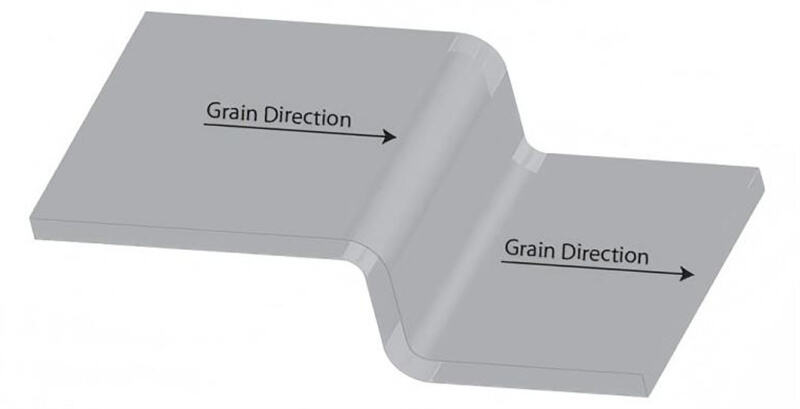
Metal sheets form directional grain structures during the rolling process, which strongly affects bending performance.
If the bending line runs parallel to the grain direction, the material is far more likely to crack, as stretching occurs along the weaker grain structure.
To prevent cracking, bend perpendicular to the grain direction whenever possible.
Tooling Selection and Its Effect on Bending Cracks
Incorrect tooling is another major source of bending defects.
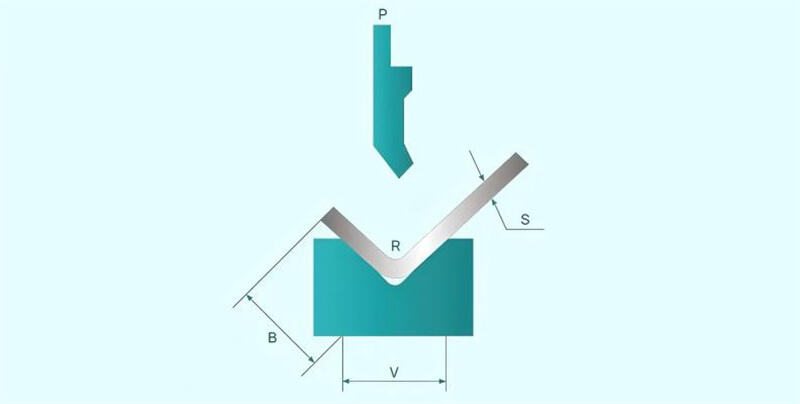
Wrong V-Die Opening Size
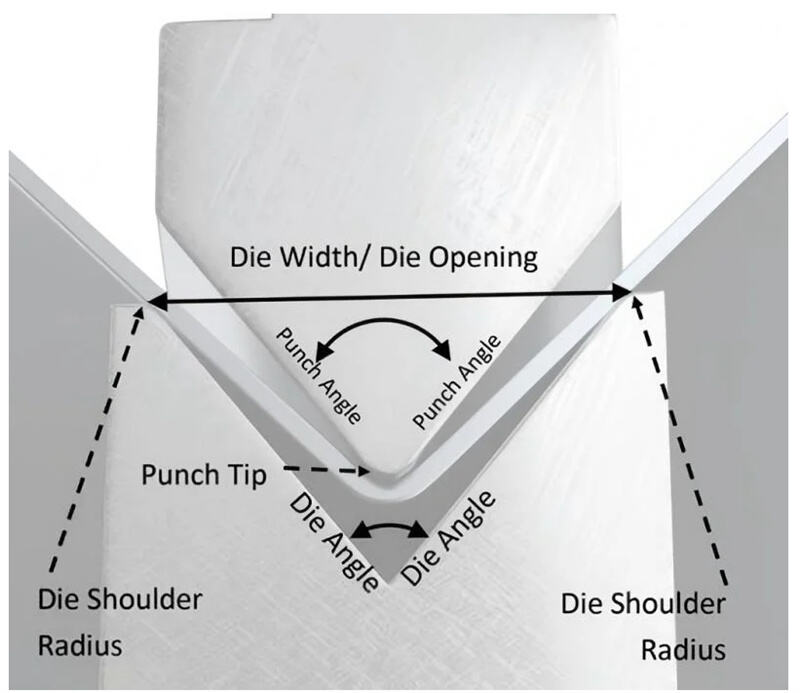
The V-die opening dictates material flow during bending. An overly narrow die opening for the given sheet thickness creates excessive bending stress.
I follow these practical guidelines:
• Mild steel: V-die opening ≈ 8 × material thickness
• Stainless steel: V-die opening ≈ 10–12 × material thickness
• Aluminum: V-die opening ≈ 6–8 × material thickness
Proper die sizing distributes stress evenly and lowers cracking risk.
Overly Sharp Punch Radius
A punch with an extremely small radius forces sharp, sudden deformation, raising tensile stress on the outer surface.
A larger punch radius allows gradual, gentle deformation, greatly reducing cracking.
Machine Settings Affecting Bending Cracking
Beyond materials and tooling, machine parameters also play a vital role.
Excessive Bending Tonnage
Applying too much bending force overstrains the material. This often happens when operators use wrong tonnage settings or an overly narrow die opening.
Monitoring tonnage and using a reliable bending force calculator helps prevent material fracture.
Inappropriate Bending Speed
High bending speed can intensify stress concentration, especially for thick plates or hard materials.
In many cases, reducing bending speed lets the material deform more smoothly, lowering cracking risk.
Practical Solutions to Avoid Press Brake Bending Cracking
Based on shop-floor experience, eliminating bending cracks usually requires combined adjustments.
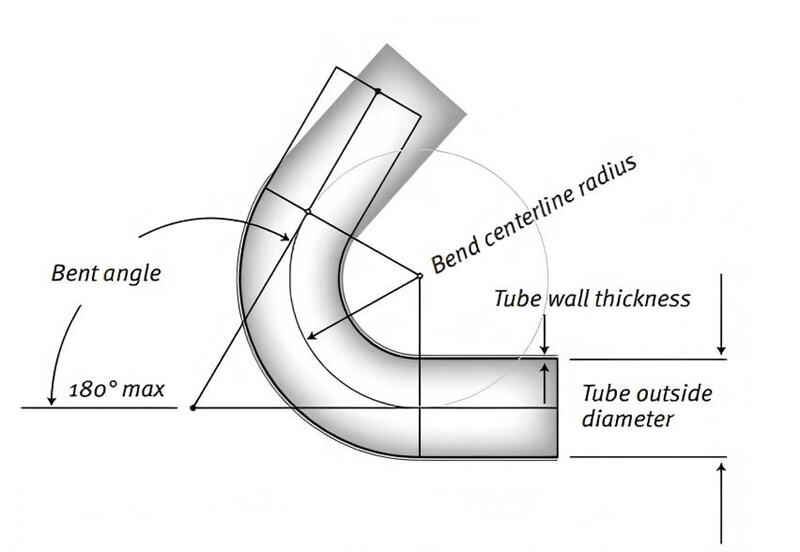
Select the Right Internal Bending Radius
Increasing the internal bending radius reduces tensile strain on the outer surface. This simple tweak often eliminates cracking completely.
Optimize Tooling and Die Configuration
Choosing the proper punch radius and V-die opening ensures even stress distribution during bending.
Check Material Quality and Properties
Always verify material certifications and mechanical properties. A batch with poor elongation may crack even under standard bending conditions.
Adjust Bending Orientation
Bend perpendicular to the sheet’s rolling grain direction whenever possible.
FAQs
What is the primary cause of press brake bending cracking?
The most common cause is an internal bending radius that is too small for the sheet thickness, overstretching the outer surface.
Does tooling choice impact bending cracking?
Yes. An improper punch radius or excessively narrow die opening increases bending stress and causes cracking.
Does grain direction affect bend cracking?
Absolutely. Bending parallel to the grain raises cracking risk; bending perpendicular reduces stress concentration.
How to avoid cracking when bending stainless steel?
Use a wider die opening, increase bending radius, and lower bending speed. Stainless steel has lower ductility than mild steel and needs stricter parameter control.
Conclusion
Press brake bending cracking is a common yet avoidable issue in sheet metal fabrication. In most cases, cracking results from a mix of material properties, wrong tooling, insufficient bending radius, or excessive machine force. By understanding metal deformation behavior and adjusting die opening, punch radius, grain alignment, and bending speed, you can drastically cut cracking risk.
To improve bending quality and avoid costly defects, always evaluate material properties and tooling setup before production. For professional guidance on press brake operation, tooling selection, or bending optimization, contact our team or browse more technical documents on our website.

