















































Étapes pour configurer le mode manuel DELEM DA-53T
Table des matières
• Étape 1 : Accès au mode manuel
• Étape 2 : Comprendre les paramètres
◦ Paramètres de pliage
◦ Paramètres de force
◦ Paramètres de vitesse
◦ Réglages des fonctions
◦ Propriétés du produit
◦ Informations sur l'outil
◦ Axes auxiliaires
◦ Configuration de l'outil
• Étape 3 : Configuration des paramètres
◦ Fonction macro
• Étape 4 : Déplacement manuel des axes
• Fonction de correction
• Fonction de diagnostic
• État des E/S
• Questions fréquentes (FAQ)
• Conclusion
Lors de la configuration du mode manuel du contrôleur DELEM DA-53T, il est essentiel de bien clarifier chaque étape opérationnelle afin d'obtenir un rendement optimal de la plieuse. Cet article vous guide pas à pas dans le processus de configuration du mode manuel DELEM DA-53T, vous aidant à régler efficacement les paramètres de l'équipement et à exploiter pleinement le potentiel de performance de la plieuse.
Grâce au mode manuel, vous obtenez un contrôle total sur tout le processus de pliage, permettant des ajustements précis et maximisant la qualité des pièces produites. Que vous utilisiez pour la première fois un contrôleur DELEM ou que vous souhaitiez optimiser vos paramètres existants, cet article fournit des étapes détaillées pour vous permettre de démarrer rapidement et d'exploiter pleinement la valeur fonctionnelle de la plieuse.
Étape 1 : Accès au mode manuel
Commencez par démarrer le contrôleur DELEM DA-53T. Une fois que l'appareil est complètement démarré, accédez au menu principal à l'aide des boutons de l'interface.
Recherchez et sélectionnez l'option « Mode manuel » dans la liste du menu ; l'interface du contrôleur passera alors de mode automatique à l'interface de configuration du mode manuel.
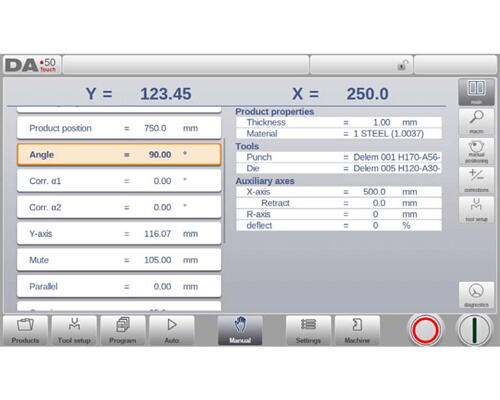
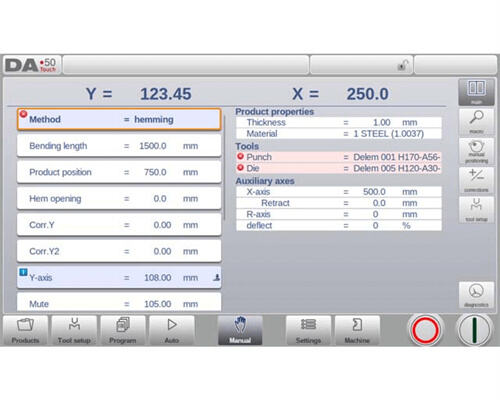
Dans la zone supérieure de l'écran du mode manuel, vous pouvez visualiser directement les positions actuelles des axes Y et X principal ; tous les autres axes et fonctions seront listés un par un dans les deux colonnes situées en bas de l'écran. Si les valeurs des axes Y et X sont mises en surbrillance, cela indique que ces deux axes ont correctement reconnu les repères de référence et que leurs positions actuelles correspondent aux valeurs programmées.
Étape 2 : Compréhension des paramètres
Après être entré en mode manuel, vous devez saisir les paramètres requis pour l'opération d'usinage en cours, notamment la course, la vitesse et les réglages de positionnement de la poinçonneuse — ces paramètres sont essentiels pour garantir la précision des opérations manuelles. Le mode manuel est généralement utilisé pour les tests d'équipement, l'étalonnage et les opérations de pliage unique.
Vous pouvez saisir les valeurs numériques correspondant à vos réglages souhaités à l'aide des boutons de saisie de données. Les détails des paramètres disponibles en mode manuel sont les suivants :
Paramètres de pliage
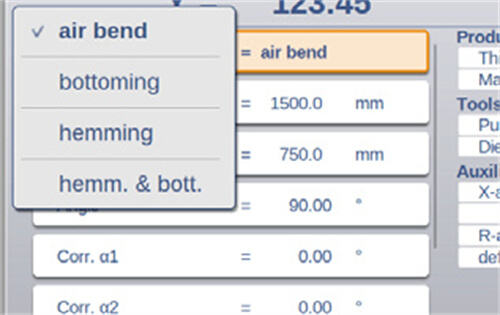
• Méthode : Sélectionnez la méthode de pliage requise. Le mode manuel DELEM DA-53T prend en charge plusieurs méthodes telles que le pliage par emboutissage (Air Bend), le butée (Bottoming), le ourlet (Hemming) et ourlet avec butée (Hemming & Bottoming). Des descriptions détaillées de chaque méthode sont disponibles dans la documentation du mode programme.
• Longueur de pliage : Saisissez la longueur de pliage de la tôle afin de fournir une base de données pour un usinage précis.
• Position du produit : Définir et surveiller la position absolue dans la direction Z en utilisant le point zéro situé sur le côté gauche de la machine comme référence.
• Angle : Définir l'angle de pliage requis. En cas d'écart entre l'angle de pliage réel et l'angle attendu, effectuer un étalonnage en ajustant les valeurs de correction α1 (Corr.α1) et α2 (Corr.α2). Par exemple, si l'angle programmé est de 90 degrés mais que l'angle mesuré réellement est de 92 degrés, régler Corr.α à -2.
• Ouverture de retournement : Régler la distance d'ouverture entre les bords pendant le processus de pliage de retournement. Les paramètres par défaut peuvent être consultés dans le mode Paramètres.
•
• Corr.Y : Si la méthode de poinçonnage (Bottoming) est sélectionnée, ce paramètre peut être utilisé pour corriger la position de l'axe Y.
• Axe Y : Valeur programmée ou calculée de l'axe Y nécessaire pour obtenir un angle de pliage spécifique.
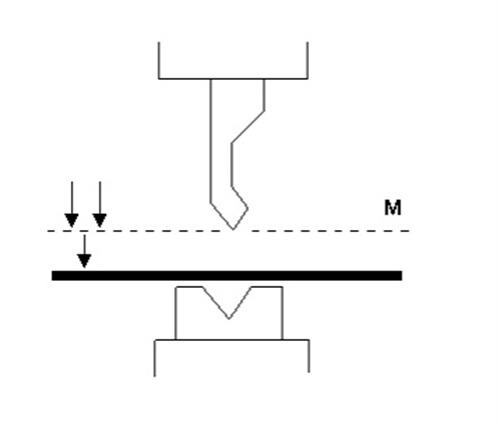
• Mute : Le point auquel l'axe Y passe de la vitesse de fermeture rapide à la vitesse de pression, programmé ici comme une valeur de position sur l'axe Y. Cette valeur programmée correspond à la position de l'axe Y au-dessus de la tôle.
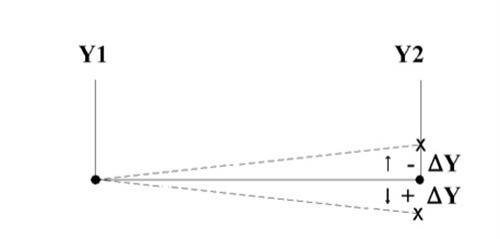
• Parallèle : La différence de position entre les vérins gauche et droit (Y1 et Y2). Si la valeur est positive, cela indique que le vérin droit est plus bas ; si la valeur est négative, le vérin droit est plus haut. Cette valeur programmée prend effet en dessous du point de serrage.
• Ouverture : Ce paramètre sert à régler l'écart entre le poinçon et la matrice après l'achèvement du pliage. Une valeur positive signifie que l'écart est au-dessus du point Mute ; une valeur négative signifie que l'écart est en dessous du point Mute. Si vous souhaitez réduire le temps de manipulation du produit, vous pouvez régler ce paramètre à une petite valeur positive ou négative.
Paramètres de force
• Force : Programmez la force de pression requise pour l'opération de pliage afin de garantir que l'application de la pression réponde aux exigences d'usinage et permette d'obtenir les meilleurs résultats.
• Temps de maintien et décompression : Réglez le temps de maintien au point de pliage et la distance de décompression afin de contrôler de manière rationnelle le processus de relâchement de la pression et d'assurer la stabilité de l'usinage.
Paramètres de vitesse
• Vitesse : Vitesse de déplacement de l'axe Y pendant le processus de pliage.
• Vitesse de décompression : Vitesse de déplacement programmable de la traverse sur la distance de décompression.
Réglages des fonctions
• Attente du retrait : Définissez si l'axe Y attend la fin de l'action de retrait avant de se déplacer, ou s'il commence à bouger dès le début du retrait, afin d'optimiser l'efficacité du flux de travail.
Caractéristiques du produit
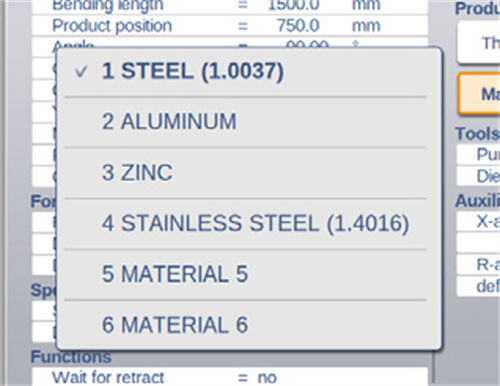
• Épaisseur et matériau : Saisissez l'épaisseur de la tôle et sélectionnez le matériau correspondant parmi les 99 options personnalisées disponibles dans le contrôleur, afin de fournir des données clés pour le calcul de la profondeur de pliage.
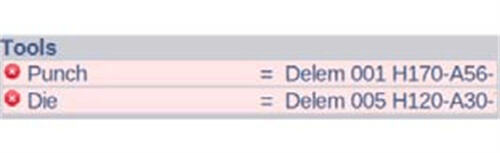
Informations sur l'outil
• Percussion et matériau: sélectionner ou modifier les identifiants de perforation et matériau requis pour l'opération en cours dans les bibliothèques d'outils correspondantes pour s'assurer que les outils correspondent aux exigences d'usinage.
Axes auxiliaires
• Paramètres des axes auxiliaires: si l'équipement est équipé d'un ou de plusieurs axes auxiliaires (tels que l'axe X, l'axe R ou l'axe Z), leurs paramètres correspondants seront affichés ici.
• Retraction: la distance de retraction de l'axe auxiliaire pendant le processus de flexion. Parmi eux, "Retraction de l'écran de rétrocommande" commence par le point de serrage.
• Vitesse: vitesse de déplacement de l'axe auxiliaire dans l'opération de flexion en cours, qui peut être programmée en pourcentage de la vitesse maximale.
En programmant correctement les paramètres ci-dessus en mode manuel DELEM DA-53T, vous pouvez garantir la précision de l'opération de pliage. Après avoir confirmé que tous les paramètres sont corrects, appuyez sur le bouton Démarrer pour activer ces configurations.
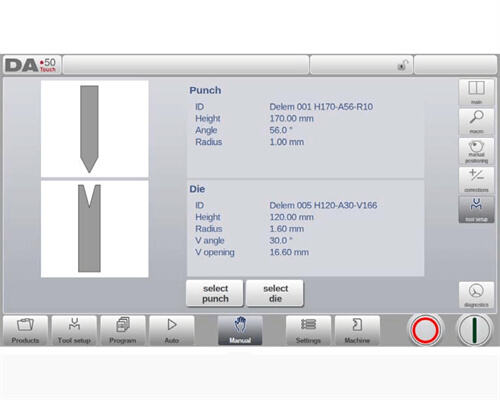
Réglage des outils
La programmation du réglage de l'outil en mode manuel sur le DELEM DA-53T est très similaire à celle du mode automatique. Les deux modes permettent un réglage d'outil indépendant, et le réglage effectué en mode automatique peut être directement appliqué en mode manuel. Lors du passage en mode manuel, le contrôleur DELEM DA-53T propose une option « utiliser le réglage d'outil existant ». Toutefois, notez que si le réglage actuel diffère de la programmation précédente, l'utilisateur doit faire preuve de prudence afin d'éviter d'affecter la précision de l'usinage.
• Ajout d'outils (poinçons/matrices) : Conforme à l'opération dans la fonction « Réglage de l'outil », les poinçons ou matrices requis peuvent être ajoutés via la fonction « Ajouter ».
Étape 3 : Configuration des paramètres
Chaque paramètre en mode manuel sur le DELEM DA-53T peut être programmé indépendamment. Le système calcule automatiquement l'impact de chaque paramètre sur les autres, et les relations entre les paramètres sont affichées de manière intuitive par des symboles et des couleurs de fond pour faciliter leur identification par l'utilisateur.
• Une fois un paramètre modifié, un symbole d'information apparaîtra sur l'interface pour indiquer que le paramètre a été mis à jour.

• Si une valeur de paramètre diffère de la valeur de contrôle calculée par le système, un symbole d'étoile sera affiché — cette fonction est particulièrement utile lorsque les paramètres doivent être délibérément réglés sur des valeurs différentes ou sont limités.

• Si une valeur de paramètre est définie de manière incorrecte (par exemple, un pliage est programmé mais aucun outil de pincement n'est installé), un symbole d'erreur s'affichera pour rappeler à l'utilisateur de procéder aux corrections nécessaires.
Voir les options
Les boutons de commande situés sur le côté droit de l'écran permettent d'accéder à des vues autres que la vue Principale, notamment la vue Macro, la vue Positionnement Manuel, la vue Corrections et la vue Diagnostic.
Fonction Macro
Lorsque la fonction Macro est activée, le mode manuel DELEM DA-53T passe à une nouvelle vue, et l'écran affiche des valeurs d'axes agrandies. Cette conception de disposition permet aux opérateurs de lire clairement les valeurs des axes même lorsqu'ils travaillent légèrement éloignés du contrôleur, améliorant ainsi la commodité d'utilisation.
Étape 4 : Déplacement manuel des axes
Procédure de déplacement
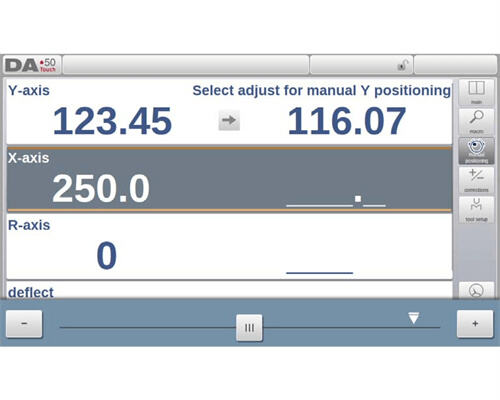
Pour déplacer un axe manuellement en mode manuel DELEM DA-53T, utilisez le curseur situé en bas de l'écran. Après avoir sélectionné « Manual Pos » (Positionnement manuel) sur l'écran principal, une nouvelle interface de commande apparaît. Ajustez le curseur depuis sa position centrale vers la direction souhaitée pour déplacer l'axe affiché sur l'interface ; le curseur revient automatiquement à la position centrale dès qu'il est relâché.
Déplacement des axes auxiliaires
Avant de déplacer un axe auxiliaire, assurez-vous que le contrôleur est à l'arrêt (appuyez sur le bouton Arrêt). Sélectionnez d'abord l'axe de butée requis, placez le curseur sur cet axe, puis contrôlez le déplacement de l'axe à l'aide du curseur.
Déplacer l'axe Y
L'opération de déplacement manuel de la traverse (axe Y) est similaire à celle des axes auxiliaires, mais les conditions suivantes doivent être remplies :
1. Le contrôleur doit être en état activé (appuyer sur le bouton Démarrer).
2. Activer la fonction "ajustement" — si cette fonction n'est pas activée, un message d'indication apparaîtra dans le coin supérieur droit de l'écran.
3. L'axe Y doit être en dessous du point Muet.
4. Une commande de pressage CNC doit être émise.
Mémorisation de position (Teach)
Après avoir déplacé manuellement un axe, si vous souhaitez mémoriser la position actuelle, cliquez sur le nom de l'axe dans la colonne "Programmé". Le système copiera alors la valeur de la colonne "Réel" (côté gauche) vers la colonne "Programmé" (côté droit).

Lors du retour à l'écran par défaut du mode Manuel, le paramètre de cet axe conservera la dernière valeur mémorisée.
Suivre les étapes ci-dessus permet d'assurer des opérations de déplacement d'axe fluides et précises en mode manuel DELEM DA-53T.
Fonction de correction automatique
En mode manuel du DELEM DA-53T, les paramètres de correction pour l'opération de pliage programmée dans ce mode sont affichés.
Étant donné que le mode manuel implique généralement une seule opération de pliage, une seule ligne d'informations de correction est affichée sur l'interface. Les valeurs de correction programmées en mode manuel peuvent être vérifiées de la même manière que celles du mode automatique. En outre, les enregistrements présents dans la base de données de correction ainsi que les valeurs initiales de correction sont également visibles ici. L'accès à la base de données de correction est essentiel, car les enregistrements qu'elle contient ont un impact significatif sur les résultats finaux du pliage. Cette fonction est particulièrement utile pour ajuster les valeurs de correction lors d'un pliage d'essai et pour stocker les résultats optimaux dans la base de données.
Fonction de diagnostic
En mode manuel DELEM DA-53T, cliquer sur « Diagnostics » permet de visualiser l'état de chaque axe. Cette fenêtre affiche l'état actuel de tous les axes disponibles et reste active même après le démarrage du contrôleur. L'utilisation de cette fonction permet une surveillance en temps réel de l'état de fonctionnement du contrôleur pendant le cycle de pliage, améliorant ainsi la précision opérationnelle.
État des E/S
En mode manuel DELEM DA-53T, cliquer sur l'onglet « E/S » dans l'interface de diagnostic fournit une vue complète de l'état actuel des entrées (I) et des sorties (O). Cette interface reste active après le démarrage du contrôleur, permettant aux opérateurs de surveiller efficacement l'état de fonctionnement du système tout au long du cycle de pliage et de détecter rapidement les anomalies.
Vue agrandie des E/S
Si vous cliquez sur une ou plusieurs broches (jusqu'à 5), le système générera une page supplémentaire « Zoom IO », qui affiche les IO sélectionnées dans une vue agrandie. Les broches sélectionnées seront affichées en taille plus grande, facilitant ainsi la surveillance à distance par les opérateurs et améliorant la flexibilité opérationnelle.
Frequently Asked Questions (FAQ)
1. Quelles précautions doivent être prises lors de l'utilisation du DELEM DA-53T en mode manuel ?
Pendant l'utilisation, vous devez respecter toutes les réglementations de sécurité : inspecter attentivement la zone de travail afin de vous assurer qu'aucun obstacle n'est présent ; porter des équipements de protection ; et vous familiariser avec les fonctions des boutons de commande manuelle afin d'éviter tout accident pendant l'opération.
2. Quelle est la fréquence de maintenance recommandée pour le DELEM DA-53T lorsqu'il est utilisé en mode manuel ?
Une maintenance courante doit être effectuée toutes les 500 heures de fonctionnement de l'équipement, y compris la vérification de l'intégrité des composants clés, le nettoyage de la surface de l'équipement et la lubrification des pièces mobiles, afin d'assurer un fonctionnement fluide de l'équipement et d'en prolonger la durée de vie.
3. Le mode manuel DELEM DA-53T peut-il être utilisé pour tous les types d'opérations de pliage ?
Bien que le mode manuel DELEM DA-53T soit très polyvalent, il est principalement conçu pour des scénarios d'exploitation nécessitant un réglage manuel et une surveillance en temps réel. Pour des opérations plus complexes ou automatisées, il est recommandé d'utiliser les fonctions CNC du DA-53T afin d'améliorer l'efficacité et la précision.
Conclusion
Lors de la configuration du mode manuel DELEM DA-53T, suivre les étapes décrites dans cet article est essentiel pour garantir le fonctionnement normal de l'équipement et obtenir des performances optimales. L'ensemble du processus comprend le démarrage du contrôleur, la sélection du mode de fonctionnement manuel et la configuration des paramètres nécessaires afin de répondre aux exigences spécifiques de la plieuse. Cette méthode de fonctionnement concise et systématique contribue à améliorer l'efficacité du travail et à réduire les erreurs d'exploitation.
Un réglage approprié de l'équipement et une maintenance régulière sont essentiels pour prolonger la durée de service de la plieuse et garantir ses performances. En suivant les directives de cet article et en effectuant une maintenance régulière, vous pouvez réduire au minimum les temps d'arrêt de l'équipement et améliorer l'efficacité de production. Si vous rencontrez des problèmes plus détaillés ou avez besoin d'un support technique, n'hésitez pas à contacter notre équipe. Par ailleurs, nous vous recommandons de consulter les autres documents disponibles sur notre site officiel afin d'obtenir des informations professionnelles complémentaires et une assistance technique.

