















































Analyse des fonctions principales du mode Paramètres DELEM DA-58T
Table des matières
1. Préface
2. Paramètres généraux
3. Paramètres des matériaux
4. Fonctionnalité de sauvegarde et de restauration des données
○ Sauvegarde des données produits
○ Restauration des données produits
○ Sauvegarde des données outils
○ Restauration des données outils
○ Sauvegarde et restauration des tableaux et des paramètres
○ Opérations de navigation dans le répertoire
5. Paramètres du programme
6. Paramètres par défaut et paramètres de calcul
○ Configuration des valeurs par défaut de base
○ Paramètres des paramètres de calcul principaux
7. Paramètres de production
8. Paramètres horaires et réseau
○ Calcul du temps de production
○ Paramètres horaires de base
○ Configuration réseau (disponible uniquement après l’installation de l’option réseau)
9. Questions fréquemment posées (FAQ)
○ Comment optimiser les performances de la plieuse à commandes numériques grâce au mode Réglages du système DELEM DA-58T ?
○ Comment définir les limites de longueur dans le mode Réglages du système DELEM DA-58T ?
10. Conclusion
Cet article propose une analyse approfondie des fonctionnalités du mode Réglages du système de commande de plieuse à commandes numériques DELEM DA-58T, détaillant ses principaux attributs de configuration et la manière dont ces réglages peuvent contribuer à améliorer l’efficacité opérationnelle et la précision de traitement des plieuses à commandes numériques. Que vous souhaitiez optimiser les performances de l’équipement ou personnaliser les procédures opérationnelles en fonction des besoins réels du travail des métaux, maîtriser les différentes fonctions de ce mode Réglages est essentiel. Cet article interprète de façon claire et concise les points essentiels du mode Réglages DELEM DA-58T, afin de vous aider à exploiter pleinement le potentiel applicatif de cet équipement.
Préface

Le système de commande DELEM DA-58T peut être basculé en mode Paramètres en cliquant sur le bouton de navigation Paramètres situé sur le panneau de commande de l’équipement. En tant que centre de configuration central, ce mode permet une configuration unifiée des valeurs par défaut et de divers paramètres de contrainte exclusifs requis pour la programmation des plieuses, constituant ainsi un point d’accès essentiel pour le débogage personnalisé des plieuses.
Tous les paramètres du mode Paramètres sont répartis en différents onglets selon leur fonction et prennent en charge le défilement horizontal pour passer d’un onglet à l’autre. L’utilisateur doit simplement cliquer sur l’onglet correspondant et sur l’élément de paramètre spécifique pour effectuer l’ajustement des différentes valeurs. La logique d’opération est simple et facile à comprendre, ce qui réduit considérablement le seuil d’expertise requis pour la configuration des paramètres.
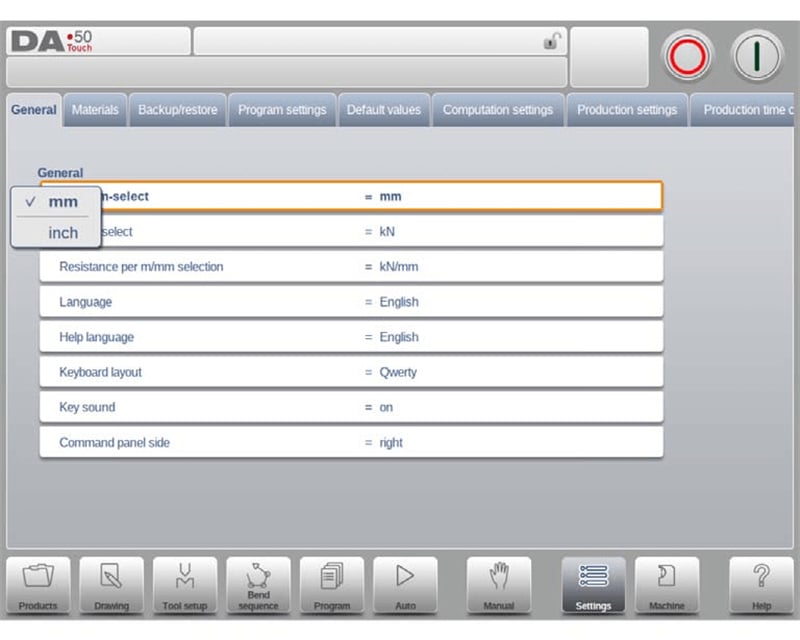
Paramètres généraux
Le module Paramètres généraux de la DELEM DA-58T permet aux utilisateurs de personnaliser les paramètres de fonctionnement de base de l’équipement, notamment la sélection de l’unité (pouce/mm, tonne/kN), la langue de l’interface de fonctionnement, la disposition du clavier et le son des touches du panneau de saisie. L’interface de fonctionnement visuelle rend la sélection des différents paramètres plus pratique, s’adapte pleinement aux habitudes d’utilisation des différents utilisateurs et crée une expérience utilisateur personnalisée.
Langue de l'interface
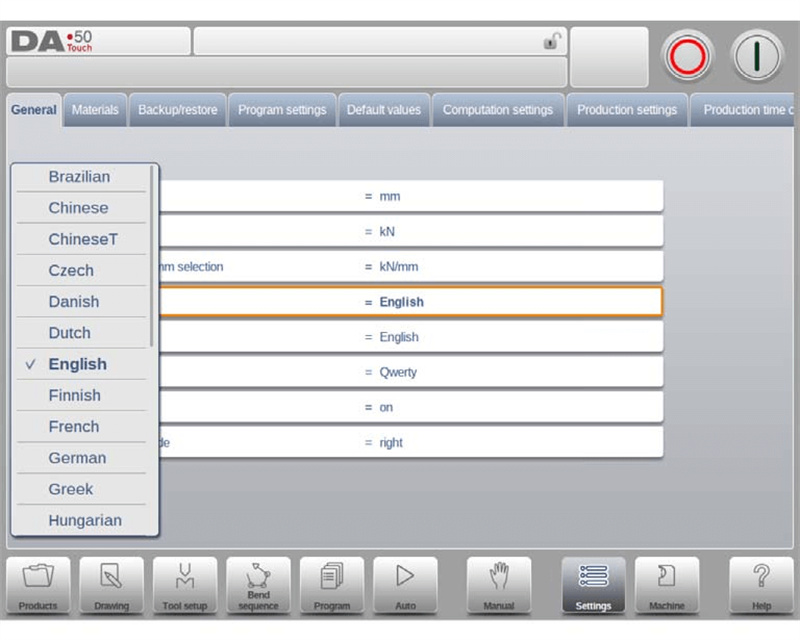
La langue d’affichage de l’interface de fonctionnement peut être directement sélectionnée dans la liste système. Le nombre de langues figurant dans cette liste est supérieur à celui initialement affiché. Les utilisateurs peuvent consulter toutes les langues disponibles en faisant défiler la liste vers le haut ou vers le bas, et effectuer le changement de langue en un seul clic. Veuillez noter que si une langue comportant des caractères alphanumériques spéciaux non standard est sélectionnée, le système de commande redémarrera automatiquement afin de finaliser la configuration.
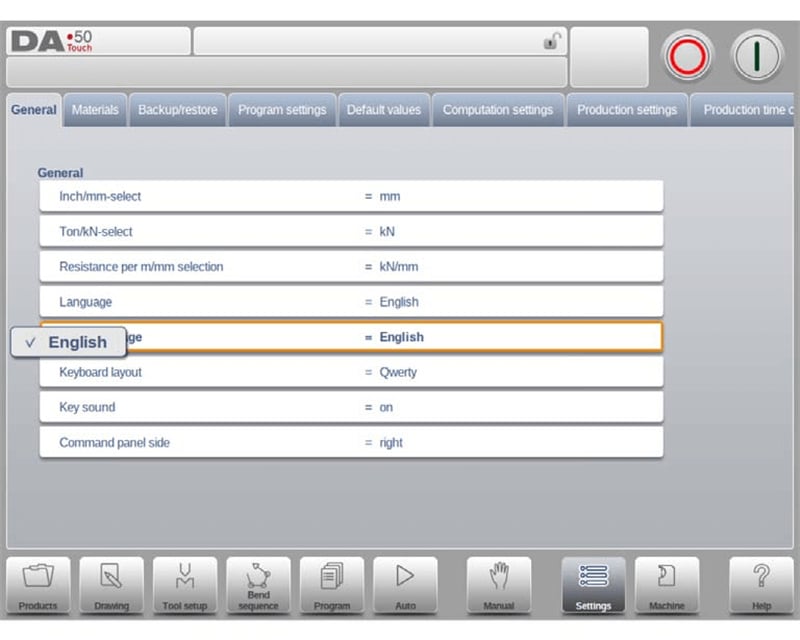
Langue du document d'aide
La langue d'affichage par défaut de la fonction d'aide en ligne est identique à celle de l'interface de fonctionnement. Si aucun document d'aide en ligne correspondant n'est disponible dans la langue sélectionnée, le système bascule automatiquement vers l'affichage en anglais. Lorsque l'utilisateur sélectionne l'option Langue de l'aide, la fonction étendue Ajouter une langue d'aide apparaît sur l'interface. De nouveaux packs linguistiques pour les documents d'aide peuvent être installés dans le système de contrôle via cette fonction. Avant l'installation, assurez-vous que les fichiers du pack linguistique requis sont stockés sur le disque local de l'équipement, sur une clé USB ou sur un chemin réseau accessible ; le système les détectera et les installera automatiquement.
Disposition du clavier
Le système prend en charge la commutation entre trois dispositions de clavier : Qwerty, Qwertz et Azerty. La configuration par défaut est la disposition Qwerty, adaptée aux habitudes de saisie des utilisateurs de différentes régions.
Son des touches
Le son clé du panneau de saisie peut être activé ou désactivé librement. Par défaut, le système active ce son, ce qui permet aux utilisateurs de confirmer facilement la saisie des instructions d’opération.
Position du panneau de commande
Le panneau de commande d’opération peut être basculé pour s’afficher sur le côté gauche de l’écran ; par défaut, le système l’affiche sur le côté droit. Les utilisateurs peuvent l’ajuster en fonction de leurs habitudes d’exploitation.
Paramètres des matériaux
Dans l’onglet « Paramètres des matériaux », le mode de paramétrage DELEM DA-58T prend en charge la programmation de paramètres pour jusqu’à 99 matériaux de traitement, chacun pouvant être configuré indépendamment avec des propriétés physiques fondamentales telles que la résistance à la traction et le module d’élasticité. Cette fonction permet une adaptation fine du traitement aux différents matériaux, garantit une correspondance élevée entre l’opération de pliage et les caractéristiques du matériau, et améliore la précision du traitement.
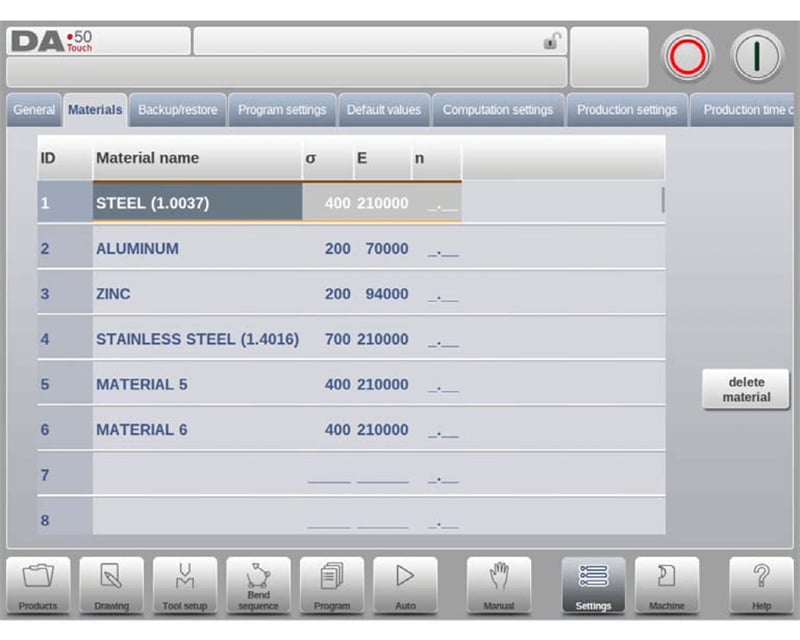
Le système configure trois attributs principaux, consultables et modifiables, pour chaque matériau : Nom du matériau, Résistance à la traction et Module d’élasticité. Le nom du matériau est affiché directement sur l’interface de programmation, avec une longueur maximale de 25 caractères et doit commencer par une lettre ; la résistance à la traction et le module d’élasticité sont directement liés aux caractéristiques physiques de traitement du matériau et constituent des bases essentielles pour le calcul des paramètres du procédé de pliage.
La liste des matériaux est initialement triée par numéro de matériau (ID) dans la première colonne. L’utilisateur peut cliquer sur l’en-tête de n’importe quelle colonne pour effectuer un nouveau tri selon cet attribut. Pour modifier les paramètres d’un matériau existant, il suffit de sélectionner la ligne correspondante afin d’ajuster les valeurs ; pour supprimer un matériau, sélectionnez la ligne ciblée puis cliquez sur « Supprimer le matériau » ; pour ajouter un nouveau matériau, sélectionnez la ligne vide de la liste et saisissez directement les valeurs de chaque attribut afin de finaliser la configuration.
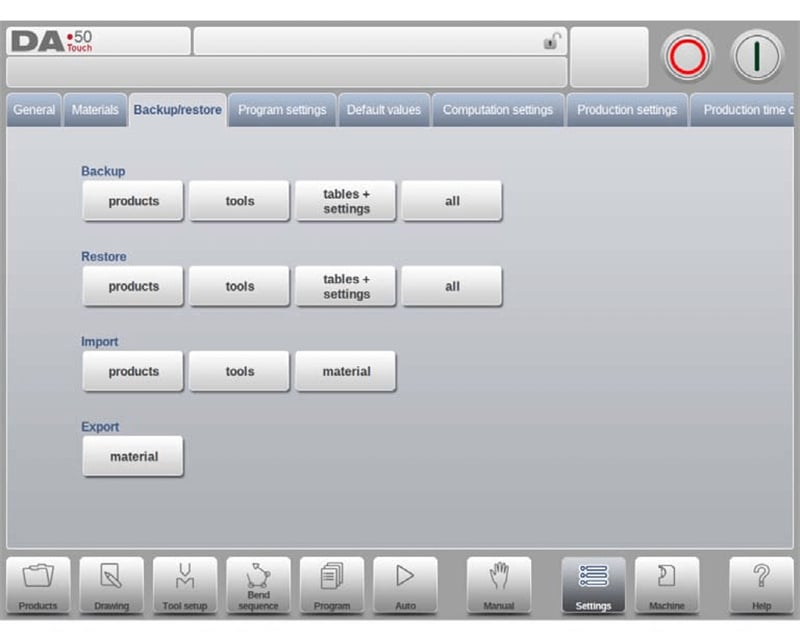
Fonctionnalité de sauvegarde et de restauration des données
Le mode Paramètres DELEM DA-58T est doté d'une fonction complète de sauvegarde et de restauration, permettant une sauvegarde et une restauration complètes des données relatives aux programmes produits, aux paramètres d’outils, aux paramètres système et aux diverses tables de configuration. Il garantit non seulement la sécurité des données de production, mais permet également une migration transparente des données entre différents types de systèmes de commande. Pour les données produit ou outil issues d’anciens systèmes de commande, ce mode intègre également une fonction d’importation permettant une intégration rapide des données historiques.
Les processus d'exploitation de sauvegarde et de restauration des données produits et outils sont fortement unifiés. Que la transmission des données s'effectue par réseau ou par clé USB, des étapes d'exploitation standardisées sont appliquées, ce qui réduit la difficulté d'exploitation pour les utilisateurs. Le répertoire de sauvegarde se compose d’un périphérique de stockage sélectionné (clé USB, disque réseau, etc.) et d’un répertoire personnalisé. Les utilisateurs peuvent créer et sélectionner un répertoire de sauvegarde dédié selon leurs besoins. En outre, les chemins de stockage de sauvegarde des données produits et outils peuvent être configurés indépendamment afin de permettre une gestion classée des données.
Sauvegarde des données produits
Sélectionnez l’option Produits dans la zone Sauvegarde de l’onglet Sauvegarde/Restauration pour lancer le processus de sauvegarde sur disque des programmes produits. Une fois le répertoire initial de sauvegarde défini, le système accède automatiquement à l’interface d’exploitation de sauvegarde des produits. Les étapes d’exploitation spécifiques sont les suivantes :
1. Afficher les produits : Tous les programmes de produits du répertoire sélectionné peuvent être affichés dans l’interface de sauvegarde, et les fonctions de base, identiques à celles du mode Produit, permettent de parcourir et de rechercher les programmes de produits à sauvegarder ;
2. Vérifier les chemins : Le haut de l’interface affiche en temps réel le chemin source actuel des programmes de produits et le chemin de stockage de sauvegarde spécifié. Veuillez confirmer que ces chemins sont corrects avant d’effectuer l’opération ;
3. Sélectionner les produits : Cliquez sur le programme de produit dans la liste pour le marquer comme devant être sauvegardé ; le système affiche alors une marque de sauvegarde afin de confirmer la sélection. Si un programme de produit portant le même nom existe déjà dans le chemin de sauvegarde, le système affiche une invite demandant à l’utilisateur s’il souhaite écraser ce fichier ;
4. Sauvegarde groupée : Cliquez sur le bouton « Tout » pour sauvegarder simultanément tous les programmes de produits figurant dans la liste, ce qui améliore l’efficacité de la sauvegarde ;
5. Modifier le répertoire source : Si vous devez ajuster le répertoire source des programmes produits à sauvegarder, cliquez sur l’option Répertoire source et sélectionnez un nouveau chemin source à l’aide de l’explorateur de répertoires ;
6. Modifier le répertoire de sauvegarde : Cliquez sur l’option Répertoire de sauvegarde pour accéder à un nouvel emplacement de stockage et le sélectionner comme répertoire cible de sauvegarde.
Restauration des données produit
Sélectionnez l’option Produits dans la zone Restauration de l’onglet Sauvegarde/Restauration afin de restaurer les programmes produits présents sur le disque vers le système de contrôle.

Une fois la configuration initiale du répertoire de restauration terminée, accédez à l’interface d’opération de restauration produit. Les étapes de l’opération sont les suivantes :
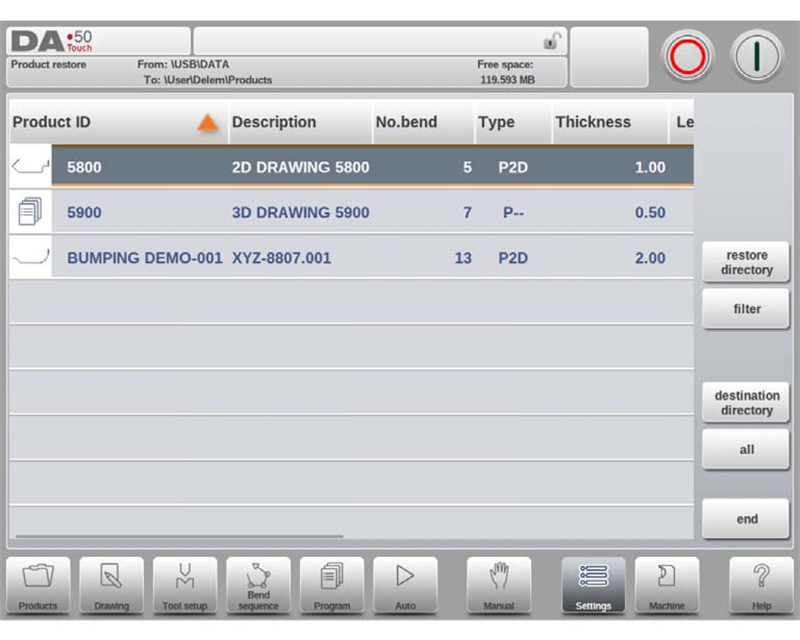
1. Accéder à l’interface de restauration : Afficher tous les programmes produits figurant dans le répertoire de restauration sélectionné ;
2. Ajuster l’affichage : Localiser rapidement les programmes produits à restaurer à l’aide de la fonction d’ajustement de l’affichage ;
3. Vérifier les chemins : Confirmer le chemin source de restauration des programmes produits ainsi que le chemin de stockage cible sur l’appareil ;
4. Sélectionner les produits : cliquez sur le programme produit cible pour le marquer afin de le restaurer ;
5. Gérer les fichiers en double : si un programme produit portant le même nom existe déjà sur l’appareil, le système demandera à l’utilisateur s’il souhaite le remplacer ;
6. Modifier le répertoire source : accédez, selon les besoins, à un nouveau répertoire source de restauration des programmes produits ;
7. Définir le répertoire cible : sélectionnez le répertoire de stockage des programmes produits restaurés sur l’appareil.
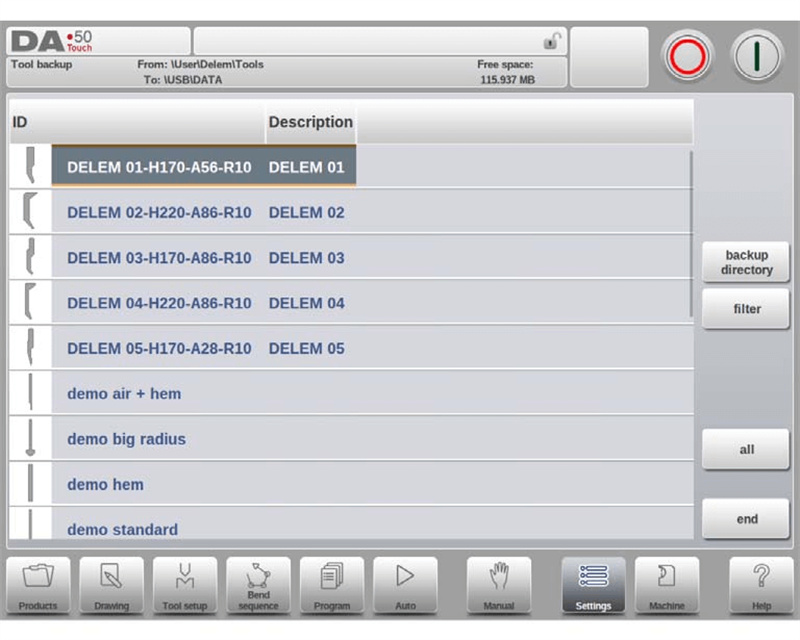
Sauvegarde des données des outils
Sélectionnez l’option Outils dans la zone Sauvegarde de l’onglet Sauvegarde/Restauration pour lancer le processus de sauvegarde disque des paramètres des outils. Une fois le répertoire initial de sauvegarde défini, accédez à l’interface d’opération de sauvegarde des outils.
Divers paramètres d’outils, tels que les poinçons, les matrices et les outils de formage d’équipements présents dans le système de commande, peuvent être sauvegardés de manière uniforme. Le processus d’opération est strictement identique à celui de la sauvegarde des données produits, ce qui permet d’unifier la logique opérationnelle.
Restauration des données des outils
Le processus de restauration des paramètres des outils est identique à celui de la restauration des données produits. Les utilisateurs peuvent effectuer la restauration des données outils selon des étapes standardisées et restaurer rapidement les paramètres de configuration de traitement des outils.
Sauvegarde et restauration des tableaux et des paramètres
L’onglet Sauvegarde/Restauration est conçu avec des fonctions exclusives de sauvegarde et de restauration pour les paramètres système définis par l’utilisateur ainsi que pour diverses tables de configuration, et le processus d’opération est identique à celui de la sauvegarde et de la restauration des données produits et outils. Le système propose également la fonction rapide Tout. En cliquant dessus, il peut automatiquement effectuer, dans l’ordre, une sauvegarde complète ou une restauration complète des produits, des outils, des tables et des paramètres système, ce qui améliore considérablement l’efficacité des opérations par lots.
Opérations de navigation dans le répertoire
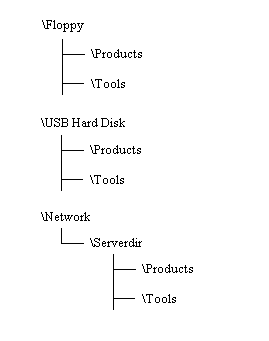
Après avoir cliqué sur Répertoire de sauvegarde, le système affiche une fenêtre de liste contenant les répertoires de sauvegarde disponibles. Afin de simplifier les opérations de navigation et de gestion du répertoire, les étapes spécifiques sont les suivantes :
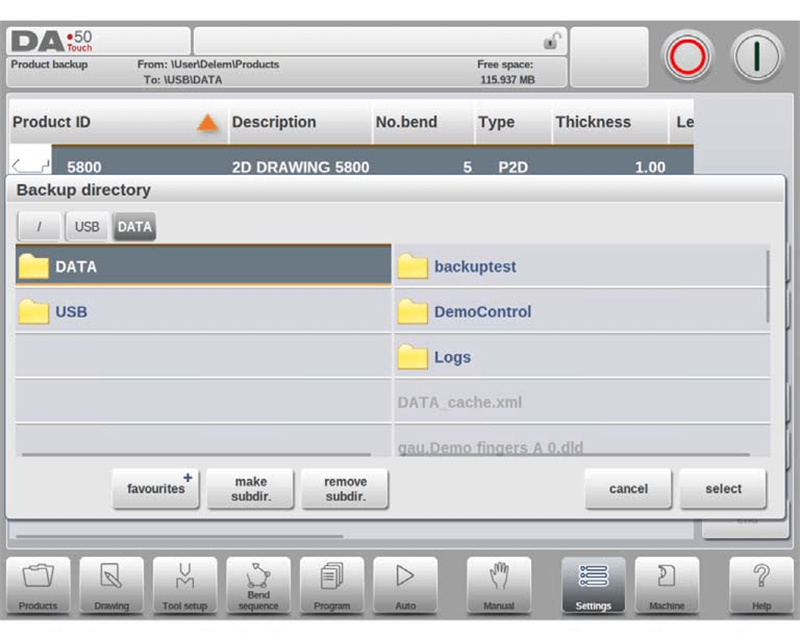
1. Navigation dans le répertoire : cliquez sur l’icône point pour accéder à un sous-répertoire, cliquez sur l’icône Répertoire parent pour revenir au répertoire de niveau supérieur, et cliquez sur Sélectionner pour confirmer le répertoire d’opération actuel ;
2. Changement de périphérique : cliquez continuellement sur l’icône Répertoire parent jusqu’à atteindre le répertoire racine, puis sélectionnez à nouveau le périphérique de stockage et le sous-répertoire correspondant ;
3. Accès réseau : si le périphérique est connecté au réseau, sélectionnez d’abord l’option Réseau, puis choisissez le volume réseau cible ; les opérations de navigation suivantes sont identiques à celles effectuées sur le périphérique de stockage local ;
4. Gestion des sous-répertoires : cliquez sur Créer un sous-répertoire pour créer un répertoire de stockage dédié, et cliquez sur Supprimer le sous-répertoire pour supprimer les répertoires inutiles ; une fois entré dans un sous-répertoire quelconque, cliquez sur Sélectionner pour valider la confirmation du répertoire.
Réglages du programme
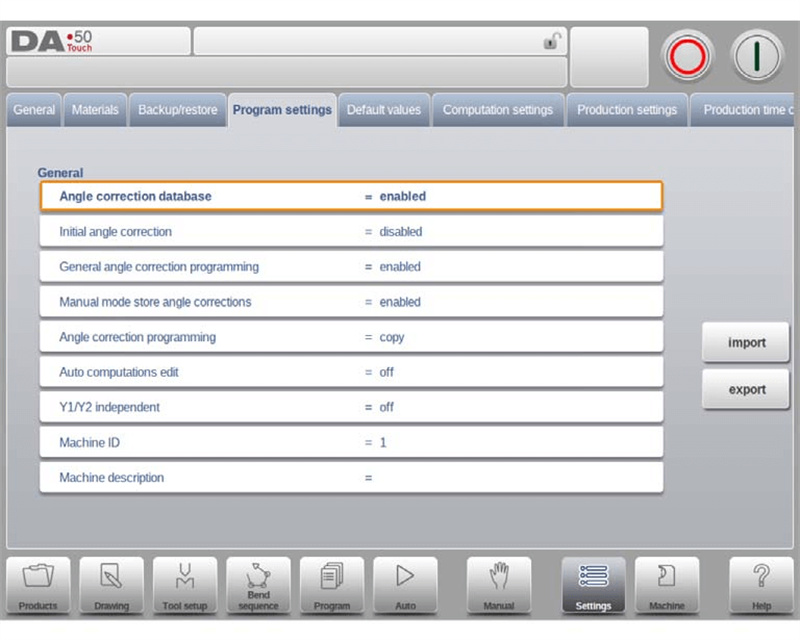
La base de données de correction d'angle est l'une des fonctions principales du mode Réglages DELEM DA-58T. Cette base de données peut stocker en temps réel les paramètres de correction d'angle saisis pendant la production, garantir la cohérence de la précision d’usinage pour différents matériaux et différents types de pliage, et constitue une configuration clé pour assurer la précision d’usinage lors de la programmation des produits. Afin de tirer pleinement parti du rôle de la base de données de correction d'angle et d'optimiser l'efficacité opérationnelle du mode Réglages, les points de configuration spécifiques sont les suivants :
Base de données de correction d'angle
1. Activer la base de données : Une fois ce paramètre activé, la base de données stocke automatiquement les valeurs de correction d'angle saisies en mode Production (mode Auto) ; pendant la production, le système recherche automatiquement dans la base de données s’il existe des paramètres de correction pour des plis similaires, les appelle directement s’ils existent, ou génère des valeurs de correction adaptatives à l’aide de l’algorithme d’interpolation s’ils n’existent pas ;
2. Règles d’appariement des attributs de pliage : Le système comparera plusieurs attributs essentiels de l’opération de pliage, notamment les caractéristiques du matériau, l’épaisseur de la tôle, la largeur d’ouverture de la matrice, le rayon de la matrice, le rayon du poinçon et l’angle de pliage. Les cinq premiers attributs doivent être entièrement appariés, tandis que les valeurs de correction de l’angle de pliage sont appelées ou interpolées en fonction de leur degré de similarité ;
3. Correction initiale de l’angle : Ce paramètre constitue un élément de programmation indépendant, affiché uniquement en mode automatique et adapté à la correction fine des petits angles. Sa valeur est ajoutée à la valeur de correction visualisée afin de former la valeur finale totale de correction de l’angle ;
4. Programmation générale de la correction d’angle : Ce paramètre de correction s’applique à tous les processus de pliage d’un programme ; il n’est pas défini pour un angle de pliage spécifique, et les valeurs correspondantes ne sont pas stockées dans la base de données des corrections d’angle ;
5. Stockage de la valeur de correction en mode manuel : Une fois cette fonction activée, les valeurs de correction d’angle générées en mode manuel sont stockées afin de fournir un soutien de données pour la programmation ultérieure du produit ;
6. Méthodes de programmation de la correction d’angle : Lors de l’ajustement des valeurs de correction d’angle, vous pouvez choisir de copier les valeurs d’origine, de conserver les valeurs delta ou d’ajuster indépendamment les deux paramètres fondamentaux Cα1 et Cα2 afin de répondre aux besoins spécifiques de correction de traitement.
Modification des calculs automatiques
Lors de la modification du type de matériau, de l’épaisseur de tôle, de la longueur de traitement ou de la configuration de poinçon ou de matrice, le système recalcule automatiquement les indicateurs fondamentaux de traitement — tels que la force de pliage, la distance de décompression et les paramètres du dispositif de bombage — en fonction de scénarios spécifiques (par exemple, méthodes de pliage), sans nécessiter de calcul manuel, ce qui améliore l’efficacité de la programmation.
Programmation indépendante de Y1 et Y2
Il permet de configurer les deux axes Y en mode de programmation indépendant ou en mode de programmation intégré. L’utilisateur peut sélectionner le mode de programmation adaptatif en fonction des exigences de précision du processus de pliage afin de répondre aux besoins de commande des axes lors d’opérations de pliage complexes.
ID et description de la machine
Un ID de machine unique peut être configuré pour chaque presse-plieuse afin de faciliter la gestion centralisée des programmes de production ; par ailleurs, des informations de description de la machine peuvent être ajoutées pour permettre une identification et une classification rapides des équipements dans des systèmes de programmation hors ligne tels que JUGAO, et ainsi optimiser le processus de gestion de la production.
Paramètres par défaut et paramètres de calcul
Ce module permet de configurer les valeurs par défaut de base de l'opération de pliage, notamment la taille d'ouverture de l'axe Y, la vitesse de pressage, le temps de maintien, etc. ; en même temps, il permet d'ajuster les paramètres fondamentaux de calcul, tels que l'activation du tableau de tolérance de pliage, la configuration de la préparation des données, etc., afin que la programmation des produits puisse s'adapter pleinement aux besoins variés de production et de traitement, et améliorer la flexibilité du processus.
Configuration des valeurs par défaut de base
1. Ouverture Y par défaut : définit la valeur initiale d'ouverture de l'axe Y afin de fournir les paramètres de contrôle de base de l'axe pour l'opération de pliage ;
2. Vitesse de pressage : définit la vitesse initiale de pressage pour le nouveau programme de traitement ;
3. Attente de la rétraction : le paramètre initial de la fonction « Attente de la rétraction » dans le programme de pliage est activé (Oui) ;
4. Code de changement d'étape : le code par défaut de changement d'étape est UDP ;
5. Temps de délai : le temps d'attente par défaut pour le changement d'étape de l'axe X est de 0 ;
6. Temps de maintien : Définir le temps de maintien par défaut pour le programme de pliage afin d’assurer l’effet de formage par pliage ;
7. Angle de prépliage : Définir l’angle de prépliage par défaut pour la programmation graphique des produits ;
8. Ouverture du rebord : L’ouverture par défaut du rebord pour la position de la poutre est de 0,0 mm ;
9. Dimensions : Définir le paramètre dimensionnel de base par défaut (D1) pour le dessin graphique.
Paramètres de calcul du noyau
1. Tableau actif de la longueur de développement : Deux modes de calcul peuvent être sélectionnés : l’un consiste à calculer la longueur de développement à l’aide de la formule standard, l’autre à appeler la table de correction pour le calcul (cette table peut être directement modifiée si elle existe). Ce paramètre permet de réaliser une correction de précision sur l’axe X due au raccourcissement de la tôle ;
2. Préparation des données – Tolérance de pliage : Elle comporte trois modes de configuration. Si la correction est désactivée, la tolérance de pliage n’est pas prise en compte dans le calcul de programmation ; si la correction est activée, la valeur de correction s’affiche et est modifiable pendant la production ; ce paramètre n’affecte pas le processus de post-traitement en mode Dessin, et le système intègre automatiquement la tolérance de pliage au calcul lors de la génération d’un programme CNC en mode Dessin. Si la table de tolérance de pliage est activée, les valeurs de la table peuvent être ajustées dans une nouvelle fenêtre via la fonction « Modifier la table ». Pendant l’opération, sélectionnez le champ à modifier à l’aide de la touche Tab, saisissez la nouvelle valeur puis appuyez sur la touche Entrée pour confirmer. Ce menu ne permet pas de créer de nouvelles tables. Pour consulter les spécifications détaillées relatives à la configuration de la tolérance de pliage, veuillez vous reporter au manuel officiel DELEM. Si vous devez charger d’autres tables, recherchez-les et importez-les à l’aide de la fonction « Charger la table » ;
3. Facteur de force d’emboutissage : La valeur spécifique de la force d’emboutissage peut être calculée en multipliant ce facteur par la force de pliage à l’air, ce qui fournit une base pour la configuration de la pression de pliage ;
4. Distance Z : Ce paramètre correspond à la distance entre le bord du doigt et l’angle de la tôle. Si l’axe Z est installé sur l’appareil, le système calcule automatiquement la position de fonctionnement optimale du doigt afin d’améliorer la précision de positionnement.
Paramètres de production
Le module Paramètres de production du mode Réglages DELEM DA-58T est spécialement conçu pour optimiser l’efficacité de production et permet la configuration personnalisée de paramètres essentiels tels que le mode de comptage des pièces, l’étape de changement automatique de pliage et le décalage de parallélisme. Les utilisateurs peuvent ainsi personnaliser le processus de production en fonction des exigences réelles d’exploitation afin d’obtenir une amélioration conjointe de l’efficacité et de la précision d’usinage.
1. Mode de comptage des stocks : prend en charge deux modes, le comptage croissant et le comptage décroissant. Le comptage décroissant s’arrête automatiquement lorsque la valeur atteint 0 et rétablit la valeur initiale après le redémarrage de l’appareil, ce qui convient aux tâches de production à quota fixe ; le comptage croissant permet de suivre en temps réel l’avancement de la production, ce qui est adapté au suivi de l’avancement des opérations par lots ;
2. Étape du mode de changement automatique de pliage : à l’état désactivé, une sélection manuelle et une mise en marche manuelles des paramètres de l’étape suivante sont requises ; à l’état activé, le système charge automatiquement les paramètres de l’étape suivante, et l’appareil effectue automatiquement le positionnement après avoir appuyé sur le bouton de démarrage, permettant ainsi un passage fluide d’une étape à l’autre ;
3. Décalage de parallélisme : définit le paramètre global de parallélisme de l’axe Y, qui prend effet en dessous du point de serrage (Y2 + décalage) afin d’assurer le parallélisme de la tôle lors de l’opération de pliage ;
4. Verrouillage de l’écran tactile au démarrage : Une fois cette fonction activée, l’écran tactile est verrouillé pendant le fonctionnement de l’appareil afin d’éviter toute mauvaise manipulation susceptible d’affecter la production ;
5. Correction de pression : Permet un contrôle précis de la vanne de pression à l’aide du pourcentage de la force de pliage calculée, afin de s’adapter aux exigences de pression de pliage propres à différents matériaux ;
6. Correction de serrage : Le système calcule automatiquement la position du traversin lors du serrage de la tôle. Afin d’assurer l’efficacité du serrage, le point de pincement calculé peut être décalé et ajusté via ce paramètre. Une valeur positive déplace la position du traversin vers le bas, tandis qu’une valeur négative la déplace vers le haut ;
7. Rayon intermédiaire R pour le déplacement selon X : Définit la position temporaire de l’axe R afin d’éviter toute collision avec l’appareil pendant le déplacement selon l’axe X ; cette fonction ne peut être activée qu’en saisissant une valeur non nulle ;
8. Jauge arrière et sécurité de la position X : Selon la position de la zone de sécurité, le système adapte automatiquement différentes stratégies de déplacement des axes :
○ Ancienne et nouvelle positions situées à l’extérieur de la zone de sécurité : les axes X et Z se déplacent de façon synchrone ;
○ Ancienne position à l’extérieur, nouvelle position à l’intérieur : l’axe Z se déplace en premier ;
○ Ancienne position à l’intérieur, nouvelle position à l’extérieur : l’axe X se déplace en premier ;
○ Ancienne et nouvelle positions situées à l’intérieur de la zone de sécurité : déplacer d’abord l’axe X vers une position intermédiaire, puis l’axe Z, et enfin ajuster l’axe X jusqu’à la position cible.
Formule de définition de la zone de sécurité : SZ = X-sécurité + SD (SD est la distance de sécurité définie par le fournisseur de l’équipement).
Paramètres de temps et de réseau
Les paramètres temporels permettent aux utilisateurs de personnaliser le format d’affichage de la date et de l’heure afin de garantir que l’heure de l’appareil soit synchronisée avec le plan d’exploitation de production ; la configuration réseau ne peut être activée qu’après l’installation de la fonction réseau, ce qui permet l’interconnexion entre l’appareil et d’autres systèmes ainsi que le partage transversal des données de production entre systèmes.
Calcul du temps de production
Dans le mode Réglages DELEM DA-58T, le mode Comptage des stocks peut calculer automatiquement le temps de production pendant le calcul de la séquence de pliage en combinant la vitesse de positionnement des axes et le temps de manutention du produit, fournissant ainsi un soutien en données à l’élaboration des plans de production. Le temps consommé lors des opérations manuelles (par exemple le retournement du produit) est directement lié aux dimensions du produit. Les produits dont la dimension selon l’axe Z est faible nécessitent moins de temps pour être retournés, tandis que les produits dont la dimension selon l’axe X est importante requièrent davantage de temps pour l’opération de retournement.
Le système définit trois niveaux de seuils de longueur (limite 1/2/3) comme critère de division de la taille des produits. Les utilisateurs peuvent configurer indépendamment les paramètres liés au temps nécessaire pour le retournement des produits dans chaque intervalle de seuil, afin que le calcul du temps soit plus conforme à la situation réelle de production.
Paramètres de temps de base
1. Temps d’affichage : Le contenu affiché dans la barre de titre peut être configuré ; trois modes sont pris en charge : affichage de la date et de l’heure, affichage de l’heure uniquement ou masquage de l’heure ;
2. Format horaire : Permet de basculer entre le format 24 heures et le format 12 heures, afin de s’adapter aux différentes habitudes de lecture de l’heure ;
3. Format de la date : Prend en charge trois formats d’affichage : jj-mm-aaaa, mm-jj-aaaa et aaaa-mm-jj, parmi lesquels l’utilisateur peut choisir selon ses besoins ;
4. Ajustement de l’heure : La date et l’heure de l’appareil peuvent être ajustées directement, et l’heure calibrée sera mise à jour de façon synchrone dans le système d’exploitation Windows de l’appareil afin d’assurer l’unification de l’heure système.
Configuration réseau (disponible uniquement après l’installation de l’option réseau)
La fonction réseau est un module en option. Une fois installée, elle permet la connexion entre l’appareil et le réseau local ainsi que le système de gestion de la production, et assure la transmission et le partage inter-appareils des programmes de production et des données d’usinage. Pour la configuration spécifique, veuillez consulter le manuel officiel de l’équipement.
Frequently Asked Questions (FAQ)
Comment optimiser les performances de la plieuse à commande numérique via le mode Réglages DELEM DA-58T ?
Le cœur de l’optimisation des performances de la plieuse à commande numérique réside dans la configuration précise, dans le mode Réglages DELEM DA-58T, des dimensions réelles d’usinage des pièces ainsi que des paramètres liés au temps requis pour les différentes opérations ; par ailleurs, l’équipement doit être calibré avec précision afin de garantir que tous les paramètres configurés respectent les spécifications et exigences de la production et de l’usinage, ce qui permet d’assurer une adéquation élevée entre les paramètres de fonctionnement de l’équipement et les besoins réels de production.
Comment définir les limites de longueur dans le mode Réglages du DELEM DA-58T ?
Accédez à la zone de configuration des limites de longueur dans le mode Réglages, puis saisissez les valeurs spécifiques des limites 1, 2 et 3 afin de finaliser le paramétrage des limites de longueur. Une configuration rationnelle de ces trois niveaux de limites permet d’associer précisément des produits de différentes tailles aux paramètres de temps d’usinage requis pour le pliage, améliorant ainsi la justesse du calcul des temps et la rationalité des processus de production.
Conclusion
En général, le mode Réglages du DELEM DA-58T constitue un outil central permettant d’améliorer les fonctions opérationnelles et la précision d’usinage des plieuses. Ses nombreuses configurations fonctionnelles et sa forte personnalisation rendent possible l’optimisation de la programmation des produits et des flux de processus de production, ce qui en fait une garantie essentielle pour une production fine et maîtrisée des plieuses.
Pour tirer pleinement parti des performances de la plieuse et prolonger la durée de vie de l'équipement, des paramètres normalisés et une maintenance quotidienne de l'équipement sont indispensables. Une utilisation rationnelle des diverses fonctions de ce mode de réglage permet efficacement de réduire les temps d'arrêt de l'équipement et d'améliorer considérablement l'efficacité de la production. En cas de questions durant l'utilisation ou si vous avez besoin d'un soutien technique professionnel, vous pouvez contacter à tout moment l'équipe technique concernée ; par ailleurs, vous pouvez également consulter les documents complémentaires pertinents afin d'explorer davantage de techniques pratiques d'optimisation de l'équipement et ainsi améliorer encore davantage la valeur d'application en production de la plieuse.

