















































Arten von Metallbiegeverfahren
Blechbiegetechniken verfolgen das gemeinsame Ziel, Metall in gewünschte Formen zu bringen, doch ihre Funktionsprinzipien unterscheiden sich erheblich. Die Beherrschung dieser Methoden setzt ein Verständnis wesentlicher Faktoren voraus, wie Blechdicke, Biegemaße, Krümmungsradius und die vorgesehene Anwendung – alle diese Aspekte beeinflussen die Auswahl des am besten geeigneten Biegeverfahrens.
Die folgenden Methoden zeigen nicht nur, wie man Bleche biegt, sondern auch, wie die richtige Technik für optimale Ergebnisse ausgewählt wird. Zu den gebräuchlichsten Blechbiegemethoden gehören:
V-Die-Biegen
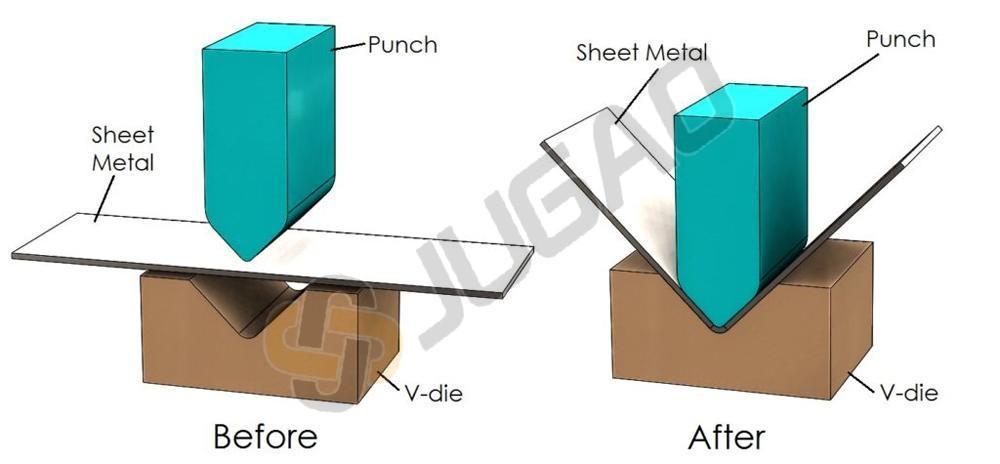
Dies ist die am häufigsten verwendete Biegemethode, die auf die Mehrheit der Biegeprojekte anwendbar ist. Sie nutzt einen Stempel und einen V-förmigen Matrizenstahl, um das Blech in den gewünschten Winkel zu formen. Während des Prozesses drückt der Stempel das Metallblech in die V-Matrize.
Der resultierende Biegewinkel hängt von der Tiefe ab, mit der der Stempel in die Matrize eindringt. Diese Methode ist einfach und effizient, da sie oft das Biegen ohne Neupositionierung des Werkstücks ermöglicht.
Das V-Matrizenbiegen kann in drei Unterarten unterteilt werden:
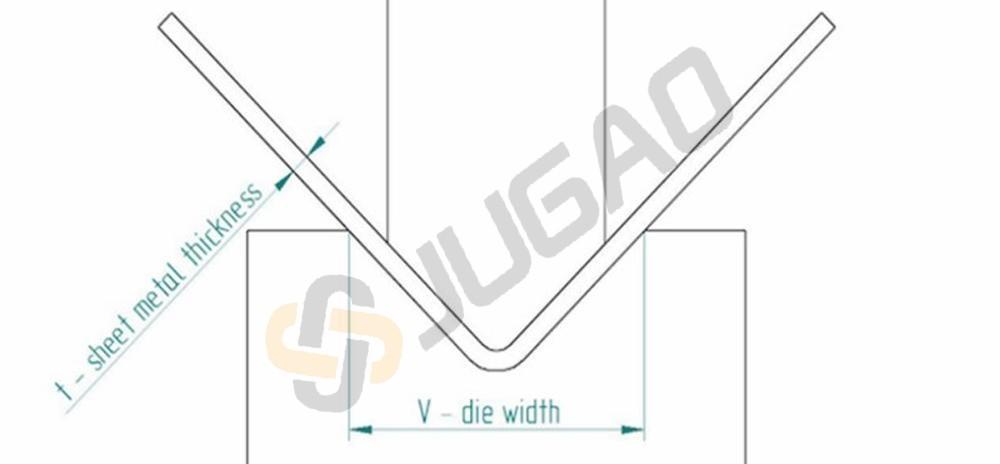
Kalibrieren
Beim Untertreiben erfolgt im Gegensatz zum Luftbiegen eine vollständige Einführung des Blechs in die Matrize, bis es vollständig mit den Flächen der Matrize in Kontakt steht. Dieser Ansatz verringert das Risiko von Fehlern, die mit dem Luftbiegen verbunden sind.
Diese Methode erfordert eine höhere Tonnage, da zusätzliche Kraft benötigt wird, um die Verformung abzuschließen und das Bauteil nach der Formgebung festzuhalten. Sie ist mit verschiedenen V-Matrizen-Konfigurationen kompatibel.
Das Bottoming bietet eine hohe Genauigkeit und erfordert keine präzise Tonnagenregelung, wodurch es für den Einsatz mit älteren oder weniger genauen Abkantpressen geeignet ist.
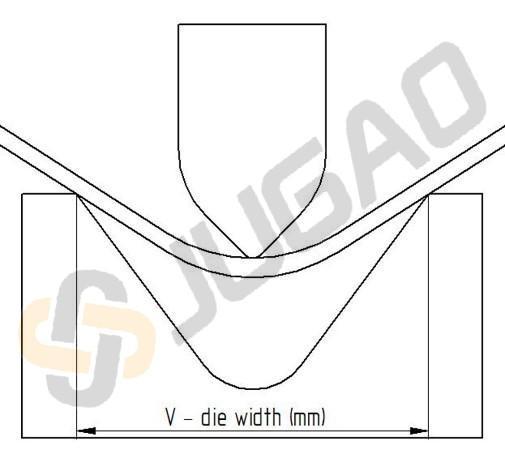
Prägen
Beim Prägen wird das Metallblech unter sehr hoher Tonnage zwischen Stempel und Matrize gepresst. Dies führt zu einem äußerst präzisen Biegewinkel mit minimalem Rückfederungseffekt.
Obwohl das Prägen eine hervorragende Genauigkeit liefert, benötigt es höhere Tonnagen und weist im Vergleich zu anderen Verfahren längere Zykluszeiten auf.
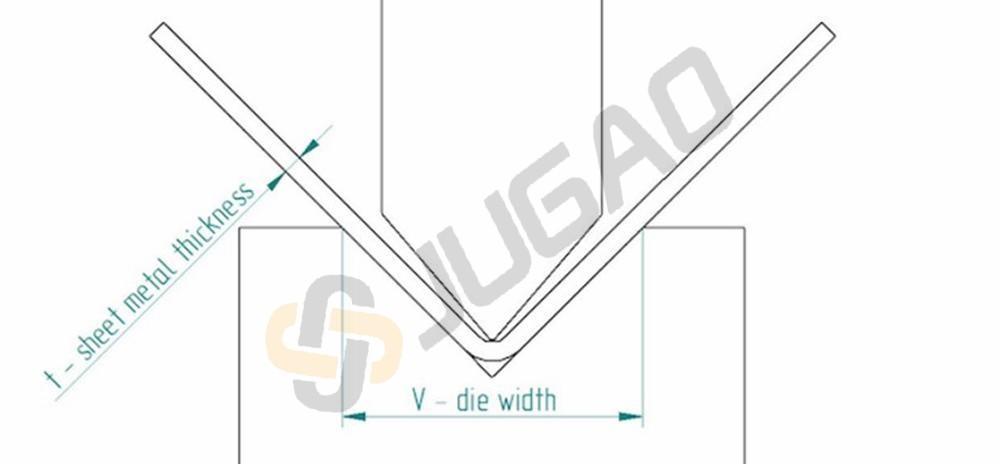
Luftbiegen
Das Luftbiegen (oder Teilbiegen) ist weniger genau als Bottoming oder Prägen, wird jedoch aufgrund seiner Einfachheit und der flexiblen Werkzeugauswahl breit angewendet, da keine speziellen Matrizen erforderlich sind.
Ein bemerkenswerter Nachteil ist, dass das Luftbiegen stärker anfällig für Rückfederung ist.
Bei diesem Verfahren übt der Stempel Kraft an zwei Punkten auf dem Blech oberhalb der Matrizenöffnung aus. Da das Blech den Boden der Matrize nicht berührt, wird typischerweise eine Abkantpresse für das V-Matrizen-Luftbiegen verwendet.
(Eine Abkantpresse ist eine Maschine, die in der Blechbearbeitung verwendet wird und das Werkstück klemmt, um zwischen Stempel und Matrize Kraft auszuüben, um die gewünschte Biegung zu erzeugen.)
Walzbiegen
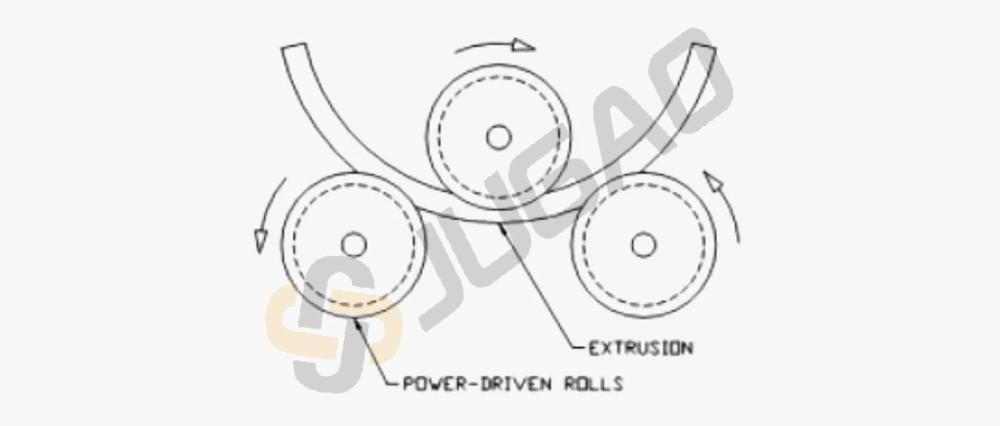
Beim Walzbiegen wird ein Satz aus 2, 3 oder 4 Rollen verwendet, um Bleche in gekrümmte Formen zu bringen. Die gebräuchlichste Anordnung ist die dreiwalzige Pyramidenkonfiguration, bei der die obere Rolle verstellbar und die beiden unteren feststehend sind.
Das Blech wird zwischen die obere Rolle und die beiden feststehenden Rollen eingeführt. Während sich die Rollen drehen, greifen sie das Blech an, während die verstellbare Rolle einen nach unten gerichteten Druck ausübt, um die gewünschte Krümmung zu erreichen. Ein Vierwalzensystem verfügt über eine zusätzliche Rolle für bessere Unterstützung und eignet sich daher besonders für anspruchsvolle Anwendungen.
Dieses Verfahren wird hauptsächlich zur Herstellung zylindrischer oder konischer Formen wie Rohre, Gasflaschen, Tanks, Druckbehälter und Rohrleitungen verwendet.
Wipe-Biegen
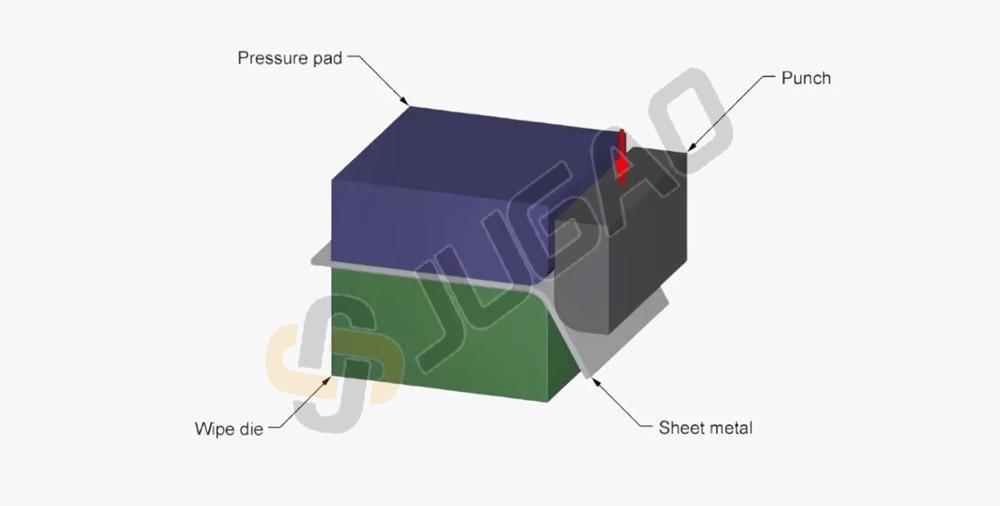
Beim Abkanten (oder Kanten) wird eine Schablonenmatrize und ein Stempel verwendet. Das Blech wird zwischen der Matrize und einem Andrückkissen eingespannt, wodurch der zu biegende Bereich freiliegt. Der Stempel bewegt sich dann nach unten und streicht das Material über die Matrizenschulter, um den gewünschten Winkel zu erzeugen. Diese Methode ist eine gute Alternative zum Pressbiegen bei kleineren Stegen.
Dieses Verfahren ermöglicht es, mehrere Kanten gleichzeitig zu formen, was die Produktivität erhöht. Zudem wird das Risiko von Oberflächenrissen im Biegebereich minimiert.
Drehbiegen
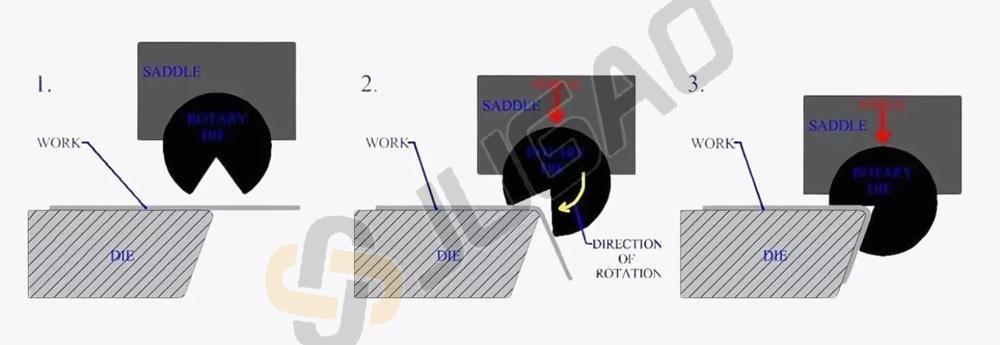
Die Rotationsbiegung wird häufig zum Biegen von Rohren und Leitungen mit Krümmungen zwischen 1° und 180° verwendet, ist aber auch auf Bleche anwendbar. Der Prozess umfasst drei Hauptkomponenten: einen Biegewerkzeugträger, ein Spannwerkzeug und ein Druckwerkzeug. Die Biege- und Spannwerkzeuge fixieren das Werkstück, während das Druckwerkzeug eine tangentiale Kraft vom freien Ende in Richtung des Biegebezugspunkts ausübt. Drehbare Werkzeuge können zur präzisen Steuerung von Biegewinkel und -radius angepasst werden. Ein Innenschaft (Mandrel) wird oft während des Biegens in Rohre eingesetzt, um ein Zusammenbrechen zu verhindern, ist jedoch bei massiven Blechteilen nicht erforderlich.
Dieses Umformverfahren eignet sich zum Erstellen von Biegungen in flachen Blechen und wird häufig bei der Herstellung von Rohren und Leitungen eingesetzt.
Die Rotationsbiegung bietet eine hervorragende Kontrolle, wodurch enge Toleranzen von ±0,5° möglich sind. Da die erforderliche Presskraft um 50 % bis 80 % niedriger ist als bei anderen Verfahren, wird das Risiko von Oberflächenfehlern wie Rissbildung erheblich reduziert.

