















































Wichtige Schritte zur Werkzeugeinstellung des DELEM DA-66S
Inhaltsverzeichnis
1. Einleitung
2. Grundlegende Konfigurationsschritte
2.1 Zugriff auf die DELEM DA-66S-Werkzeugkonfigurations-Schnittstelle
2.2 Aktivierung der Werkzeugeinrichtungsfunktion
2.3 Auswählen und Hinzufügen neuer Werkzeuge
3. Einstellen der Werkzeugpositionierung und Längenparameter
3.1 Programmieren der Werkzeuglänge und Position
3.2 Optimaler Einsatz der Automatische-Auswahl-Funktion
4. Erweiterte Konfiguration und Verwaltung der Werkzeugsegmentierung
4.1 Verwaltung der Werkzeugsegmentierung
4.2 Auswahl und Neupositionierung von Werkzeugstationen
5. Häufig gestellte Fragen (FAQ)
6. Schlussfolgerung
Die präzise Konfiguration der Werkzeuge des DELEM DA-66S-Steuerungssystems gemäß den Standardverfahren ist entscheidend, um die Betriebseffizienz und Bearbeitungsgenauigkeit von Abkantpressen zu steigern. Ob Sie eine bestehende Werkzeugaufstellung überarbeiten oder eine völlig neue erstellen – jeder Schritt im Konfigurationsprozess muss sorgfältig ausgeführt werden, um optimale Produktionsergebnisse zu gewährleisten.
Der Kern der Werkzeugkonfiguration liegt in der genauen Programmierung von Stößeln, Matrizen und sämtlichen erforderlichen Adaptern für die Maschine. Durch den Zugriff auf die Produktbibliothek und die Auswahl des geeigneten Werkzeugaufstellungsschemas können Sie eine äußerst präzise Konfiguration dieser zentralen Komponenten erreichen. Diese Anleitung führt Sie durch alle wesentlichen Schritte der Werkzeugkonfiguration für das DELEM DA-66S-System, optimiert Ihren Einrichtungsworkflow und steigert die gesamte Betriebseffizienz der Abkantpresse.
Einführung

Das DELEM DA-66S ist ein hochmodernes numerisches Steuerungssystem, das in der modernen Fertigung – insbesondere in der Metallverarbeitungsindustrie – breit eingesetzt wird. Die präzise Werkzeugkonfiguration stellt die grundlegende Voraussetzung für eine hochgenaue Biegung und eine stabile Leistung der Abkantpresse dar. Eine fehlerhafte Konfiguration beeinträchtigt nicht nur die Bearbeitungsgenauigkeit der Werkstücke, sondern verringert zudem die Produktivität und kann sogar zu unnötigem Verschleiß von Maschine und Werkzeugen führen. Die Beherrschung der wissenschaftlich fundierten Konfigurationsschritte ist daher für jeden Bediener unerlässlich.
1 Zugriff auf die Werkzeugkonfigurations-Oberfläche des DELEM DA-66S
Um die Werkzeugeinstellung für ein bestimmtes Produkt zu bearbeiten oder zu ändern, wählen Sie zunächst das entsprechende Produkt aus der Produktbibliothek des Systems aus und rufen dann das Modul „Werkzeugeinstellung“ auf, um die anschließende Konfigurationsarbeit zu beginnen. Dies ist der erste Schritt zum Betreten der professionellen Werkzeugkonfigurations-Oberfläche und bildet die Grundlage für alle nachfolgenden Operationen.
2 Aktivierung der Funktion „Werkzeugeinstellung"
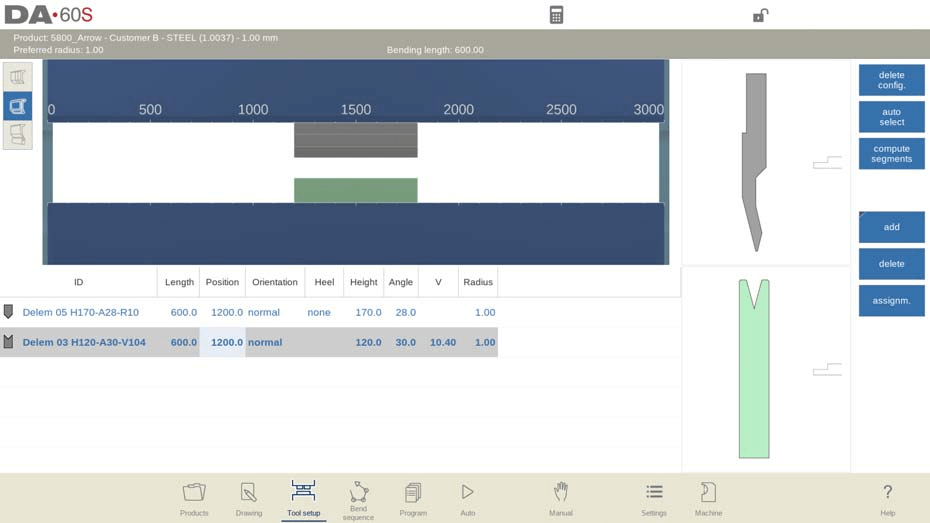
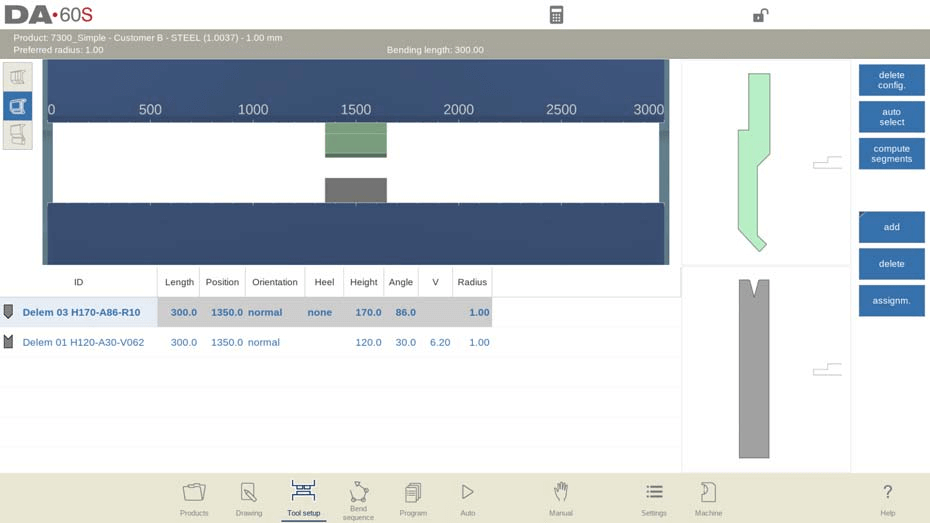
Die Aktivierung der Funktion „Werkzeugeinstellung“ ist eine Voraussetzung für die Durchführung der Werkzeugkonfiguration an der DELEM DA-66S. Sobald sie aktiviert ist, zeigt die Systemoberfläche ein detailliertes visuelles Layout der aktuellen Werkzeugeinstellung der Maschine an, das unverzichtbar ist, um die genaue Positionierung von Stanzstempeln, Matrizen, Adaptern und anderen Werkzeugen zu programmieren.
Nachdem die Funktion „Werkzeugeinstellung“ aktiviert wurde, zeigt die obere Bildschirmhälfte eine Frontansicht der aktuellen Maschineneinstellung, während die untere Bildschirmhälfte die detaillierten Daten aller konfigurierten Werkzeuge anzeigt. Auf dieser integrierten Oberfläche können die Bediener die Positionierung verschiedener Werkzeuge an der Abkantpresse programmieren.
Die Vorderansicht der Maschine zeigt die zentralen strukturellen Elemente von oben nach unten in der folgenden Reihenfolge: Pressbalken, Stanzadapter (falls vorprogrammiert), Stempel, Matrize, Matrizenadapter (falls vorprogrammiert) und Werkbank. Diese Maschinenteile sind im Maschinenmodus des Systems bereits vorab ausgewählt und müssen in der Regel bei der täglichen Konfiguration nicht angepasst werden. Ob ein Adapter im Setup programmiert und hinzugefügt werden kann, hängt von den Adapter-Parametereinstellungen im selben Maschinenmodus ab.
3 Auswählen und Hinzufügen neuer Werkzeuge
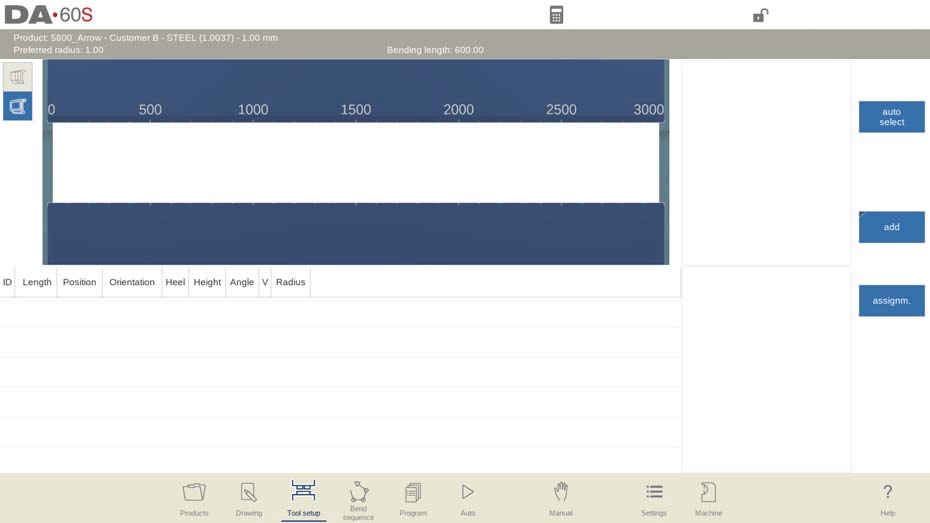
Bei der Erstellung eines neuen Werkzeugkonfigurationsschemas befindet sich der Werkzeugmontagebereich der Maschine standardmäßig im leeren Zustand. Der Bediener muss die erforderlichen Werkzeuge manuell hinzufügen, wobei es sich um Stempel, Matrizen oder Adapter handeln kann (sofern die Adapterfunktion im System aktiviert ist). Nachdem ein Werkzeug hinzugefügt wurde, wird es standardmäßig mit der maximal verfügbaren Länge in der Maschine platziert; der Bediener kann anschließend die Werkzeug-ID über die Listenansicht anpassen, um eine präzise Werkzeugzuordnung und -verwaltung zu gewährleisten.
Der spezifische Ablauf der Bedienung ist wie folgt:
1. Nach dem Betreten des neuen Werkzeugkonfigurationsmodus bestätigen Sie, dass die Werkzeugöffnung der Maschine leer ist;
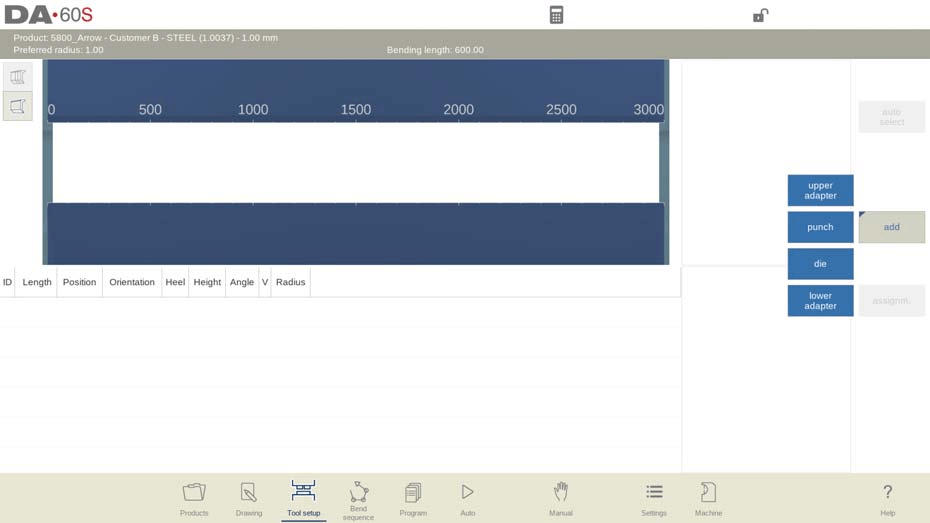
2. Klicken Sie auf die Schaltfläche „Hinzufügen“, um den hinzuzufügenden Werkzeugtyp auszuwählen (Stanzstempel, Matrize oder aktivierter Adapter);
3. Nach der Auswahl eines Werkzeugs (z. B. eines Stanzstempels) platziert das System dieses automatisch an der vorgesehenen Position der Maschine mit der maximal verfügbaren Länge;
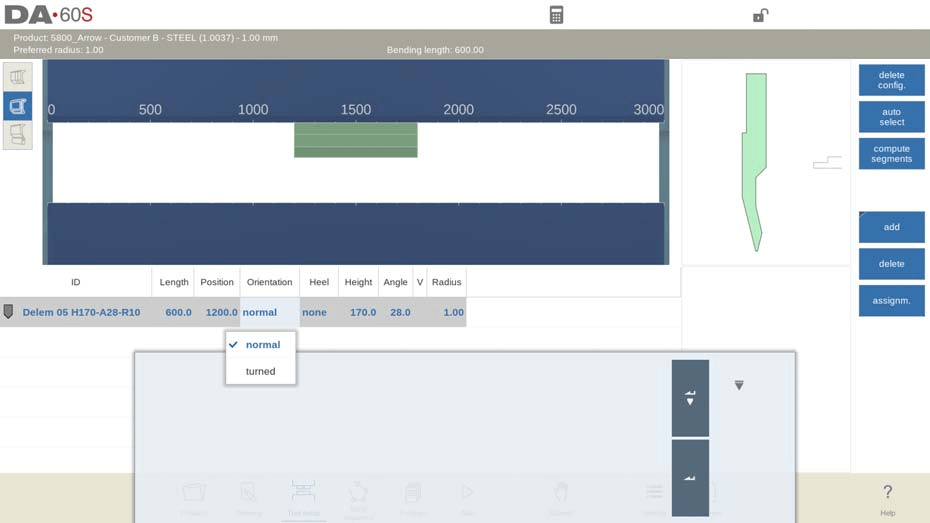
4. Wählen Sie die Stanzstempel-ID auf der Benutzeroberfläche aus und klicken Sie auf die Listenansicht, um die eindeutige ID des Werkzeugs für die spätere Identifizierung und Verwaltung zu ändern.
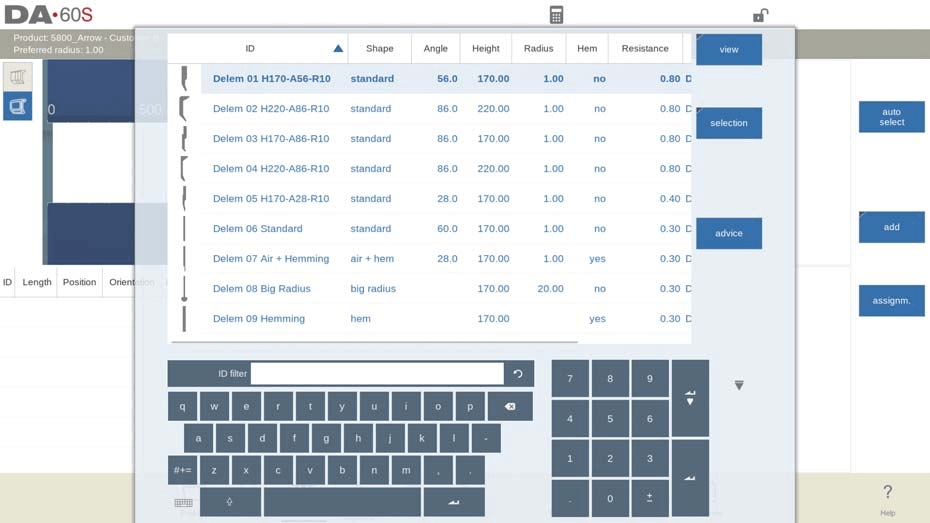
Das System verfügt über eine intelligente Filterfunktion für Werkzeug-IDs: Sobald nur ein Teil der Werkzeug-ID eingegeben wird, passt das Steuerungssystem automatisch passende Werkzeuge ab und zeigt eine Liste aller Werkzeuge an, die die eingegebenen Zeichen enthalten – dies beschleunigt den Werkzeugauswahlprozess erheblich.
Wenn Sie auf der Benutzeroberfläche auf die Schaltfläche „Beratung“ klicken, löst das System eine Filterung und Anzeige einer begrenzten Anzahl geeigneter Werkzeuge aus der gesamten Werkzeugbibliothek basierend auf bestimmten Kriterien aus, um den Bedienern zu helfen, schnell die optimalen Optionen auszuwählen. Die Filterkriterien lauten wie folgt:
• Passende Werkzeugradiusabstimmung: Das ausgewählte Werkzeug muss einen bearbeiteten Produktradius ergeben, der dem voreingestellten bevorzugten Radius nahekommt; der tatsächlich resultierende Radius muss innerhalb des Bereichs von ±50 % des bevorzugten Radius liegen;
• Einhaltung der Biegekraft: Die für die Bearbeitung erforderliche Biegekraft darf die Tragfähigkeit des ausgewählten Werkzeugs nicht überschreiten;
• Werkzeugwinkelanpassung: Der Winkel des ausgewählten Werkzeugs muss kleiner oder gleich dem für das zu bearbeitende Produkt erforderlichen Winkel sein;
• Übereinstimmung des Biegeverfahrens: Beispielsweise werden beim Vorliegen eines Falzbiegeprozesses automatisch Falzwerkzeuge empfohlen.
Durch Klicken auf die Schaltfläche „Alle anzeigen“ wird die Filterung abgebrochen und die vollständige Liste aller Werkzeuge in der Bibliothek angezeigt, aus der die Bediener wählen können.
3.1 Vorabauswahl für Multi-V-Stanzwerkzeuge
Bei einem Multi-V-Stanzwerkzeug (einem Werkzeug mit mehr als einer V- oder U-förmigen Öffnung) können die Bediener entweder eine bestimmte V-/U-Öffnung oder das gesamte Multi-V-Stanzwerkzeug (gekennzeichnet als V = *) auswählen. Wird eine bestimmte Öffnung ausgewählt, verwendet das System diese Öffnung für die gesamte Berechnung der Biegefolge; wird das gesamte Multi-V-Stanzwerkzeug ausgewählt, wählt das Steuerungssystem automatisch die Öffnung aus, mit der der Produktbogenradius dem vorgegebenen Wert am nächsten kommt.
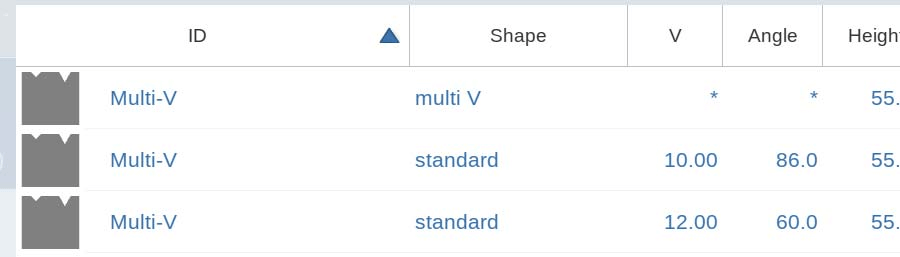
Falls das System während der Berechnung der Biegefolge eine andere V-/U-Öffnung auswählt, wird diese neu ausgewählte Öffnung auf alle nachfolgenden Biegeprozesse angewendet, die noch nicht in der ursprünglichen Folge berücksichtigt wurden.
3.2 Auswahl und Parametereinstellung für Vario-V-Stanzwerkzeuge
Der erste Auswahlvorgang eines Vario-V-Forms (einer Form mit einstellbarer V-/U-förmiger Öffnung) auf dem DELEM DA-66S entspricht dem bei herkömmlichen Formen. Nach der Auswahl einer Vario-V-Form ist deren V-Wert nicht standardmäßig festgelegt. Der Bediener kann direkt mit der Erstellung der Biegefolge fortfahren; das System wählt dann automatisch den am besten geeigneten V-Wert basierend auf den verfügbaren Einstellpositionen der Vario-V-Form aus.

Falls der Bediener einen bestimmten V-Wert vorab festlegt, verwendet das System diesen Wert für alle nachfolgenden Berekchnungen der Biegevorgänge. Bei Vario-V-Formen mit diskreten Einstellpositionen können ausschließlich die voreingestellten festen Werte gewählt werden; wird ein nicht voreingestellter V-Wert eingegeben, wählt das System automatisch den nächstliegenden verfügbaren festen Wert.
Im Biegeablauf-Modus können Bediener die V-Öffnung von Multi-V-Stempeln oder den V-Wert von Vario-V-Stempeln über die Funktionen „Stempel ändern“ oder „Stempel verschieben“ auf der Schnittstelle anpassen. Die Funktion „Stempelpositionierung“ im Programmmodus bietet ebenfalls dieselbe Möglichkeit zur Anpassung dieser Parameter.
Einstellen der Werkzeugplatzierung und Längenparameter
1 Programmieren der Werkzeuglänge und Platzierungsposition
Die Anpassung der Länge und Platzierungsposition von Werkzeugen am DELEM DA-66S ist einfach und intuitiv. Bediener können entweder das gewünschte Werkzeug auswählen und direkt neue numerische Werte für Länge und Position eingeben oder das Werkzeug in der visuellen Oberfläche per Drag-and-Drop neu positionieren. Die Drag-Funktion des Systems ist mit einer Geschwindigkeitsanpassung optimiert: Je größer die nach unten ausgeführte Zugstrecke ist, desto langsamer bewegt sich das Werkzeug – dies ermöglicht eine extrem präzise Platzierung der Werkzeuge und verbessert die Konfigurationsgenauigkeit erheblich.
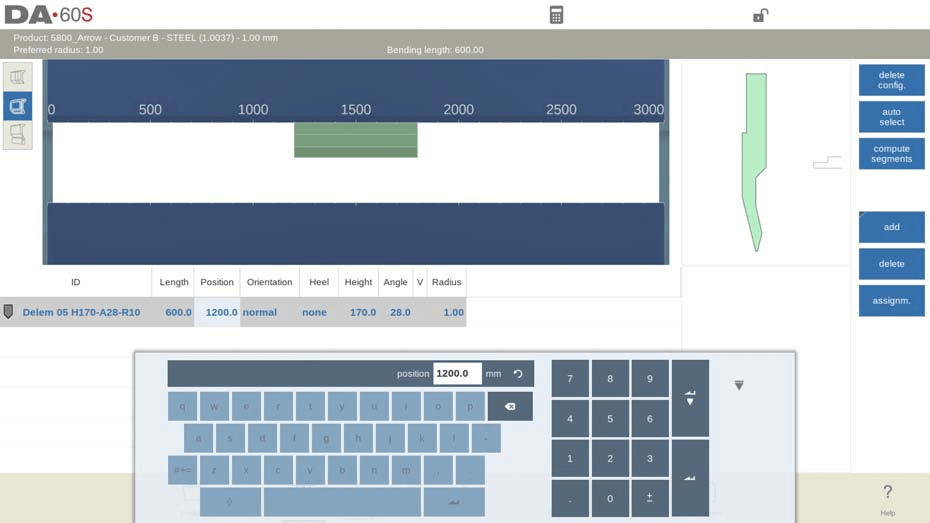
Die Einrastfunktion ist eine herausragende und wesentliche Funktion zur präzisen Werkzeugausrichtung bei der DELEM DA-66S-Werkzeugkonfiguration. Beim Ziehen von Werkzeugen oder Werkzeugstationen auf der Benutzeroberfläche richtet die Einrastfunktion das Ziel automatisch entweder vertikal oder horizontal an der Maschinenmitte aus. Sobald sich das Werkzeug in der Einrastzone befindet, erscheint eine rote Hilfslinie auf dem Bildschirm, die die optimale Loslassposition für eine präzise Ausrichtung anzeigt – diese Funktion ist entscheidend, um die Genauigkeit der Werkzeugplatzierung und die Stabilität der nachfolgenden Bearbeitung zu gewährleisten.
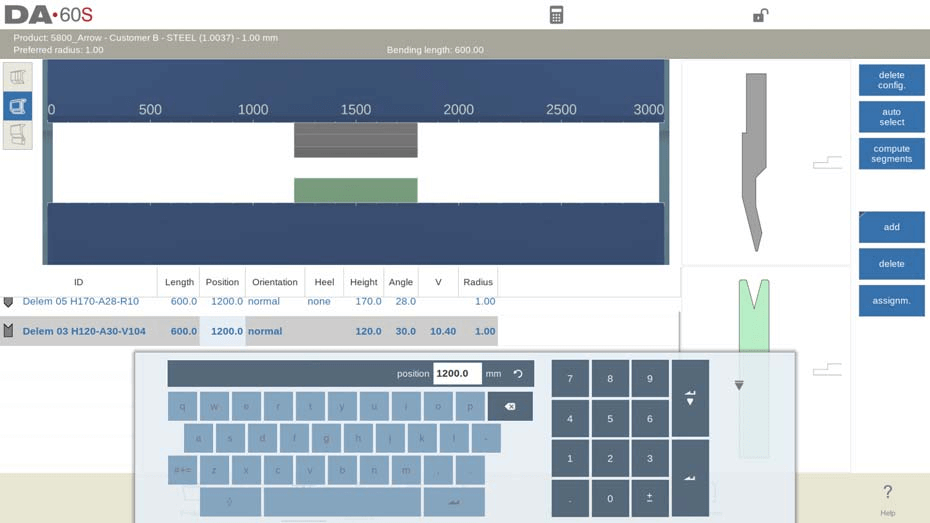
Darüber hinaus verfügt das DELEM-DA-66S-System über eine intelligente Zuordnungsfunktion: Sobald ein Stempel platziert ist, positioniert das System automatisch einen Matrizenhalter direkt darunter, wobei Länge und Position des Matrizenhalters vollständig mit dem Stempel abgestimmt werden. Auf dieser Grundlage können die Bediener je nach Produktionsanforderungen individuelle Anpassungen vornehmen, beispielsweise durch Hinzufügen oder Entfernen von Stempeln und Matrizenhaltern, Verschieben von Werkzeugpositionen, Anpassen der Werkzeuglängen, Ändern der Werkzeugausrichtungswinkel oder Modifizieren der Fersenart. Diese flexiblen Anpassungsfunktionen ermöglichen es, die Werkzeugeinstellung an eine Vielzahl komplexer Produktions- und Bearbeitungsanforderungen anzupassen.
Wichtige Bedientasten für diesen Schritt:
• Konfiguration löschen: Löscht das gesamte bestehende Werkzeugschema und startet eine neue Konfiguration von Grund auf;
• Hinzufügen: Fügt ein neues Werkzeug zur aktuellen Konfiguration hinzu; klicken Sie, um den Werkzeugtyp auszuwählen (Oberadapter (falls aktiviert), Stempel, Matrizenhalter, Unteradapter (falls aktiviert));
• Löschen: Entfernen Sie das derzeit ausgewählte einzelne Werkzeug aus der Konfiguration.
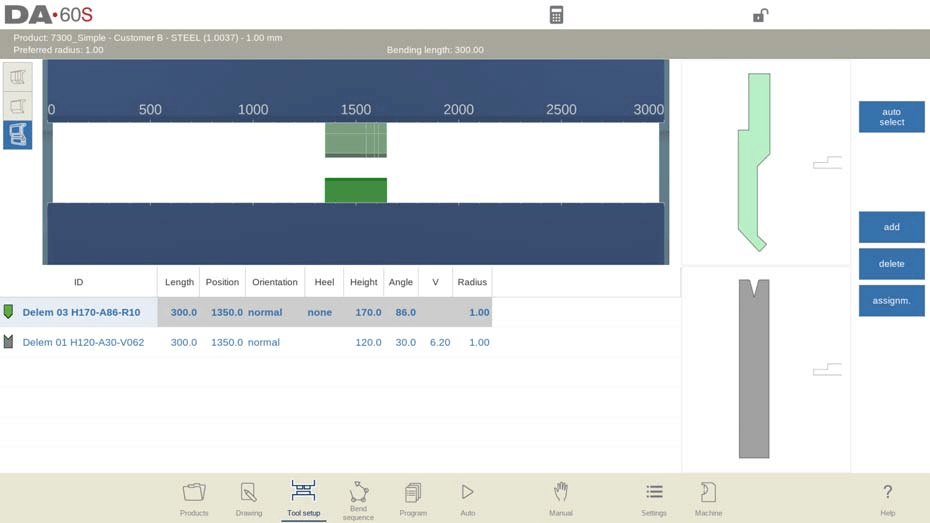
2 Optimaler Einsatz der Funktion „Automatische Auswahl“
Die Funktion „Automatische Auswahl“ ist in der Hauptoberfläche der Werkzeugkonfiguration verfügbar und dient dazu, dem Bediener bei der schnellen Auswahl der am besten geeigneten Stanz- und Matrizenkombination für den vorgeprogrammierten Biegeprozess zu helfen – basierend auf der maximalen Biegekantenlänge des Produkts.
Das System ruft automatisch den optimalen Werkzeugsatz aus der Werkzeugbibliothek für einen einzelnen Biegevorgang ab und passt ihn an, um den idealsten Produktbogenradius zu erreichen. Es ist zu beachten, dass diese Funktion nur Werkzeuge für einen einzelnen Bieschritt abgleicht und kein vollständiges Werkzeug-Setup-Schema für den gesamten Produktionsprozess generiert – denn die Reihenfolge der Biegeschritte stellt eine zentrale Einschränkung für das gesamte Setup dar und muss manuell durch die Bediener festgelegt werden. Nach Aktivierung der Funktion „Automatische Auswahl“ ersetzt das System automatisch das bestehende Werkzeug-Setup durch die neu abgeglichene optimale Kombination.
Erweiterte Konfiguration und Verwaltung von Werkzeugsegmenten
1 Verwaltung von Werkzeugsegmenten
Bei segmentierten Werkzeugen kann das DELEM-DA-66S-System automatisch das optimale Segmentierungsschema basierend auf den voreingestellten Segmentlängenparametern berechnen, wodurch sichergestellt wird, dass die segmentierten Werkzeuge perfekt an die strukturellen Einschränkungen der Abkantpresse angepasst werden können und die Effizienz des Biegeprozesses wirksam verbessert wird.
Die Unterstützung des Systems für die Konfiguration segmentierter Werkzeuge bietet der Produktion große Flexibilität und Präzision: Der Bediener kann Werkzeuge der erforderlichen Größe durch eine sinnvolle Segmentierung kombinieren – dies ist insbesondere dann besonders praktisch, wenn unterschiedliche Werkstücke unterschiedliche Werkzeuganforderungen stellen, und macht die Werkzeugkonfiguration gezielter und effizienter.
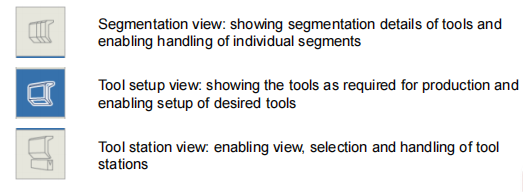
Die Werkzeugeinrichtungs-Oberfläche des DELEM DA-66S verfügt über drei unterschiedliche Ansichtsmodi, von denen jeder eine spezifische operative Perspektive bietet, um den Bediener bei der Werkzeugeinrichtung und beim Segmentierungsmanagement zu unterstützen. Diese Ansichten können durch Klicken auf die Auswahlknöpfe auf der linken Seite der Frontansicht der Maschine gewechselt werden, wodurch die Bedienung segmentierter Werkzeuge einfach und intuitiv wird.
1.1 Wichtige Operationen für die individuelle Werkzeugsegmentierung
• Berechnung der Biegefolge: Nach Abschluss der grundlegenden Werkzeugeinrichtung wechseln Sie in den Biegefolgen-Modus; das System berechnet dann automatisch die effizienteste Biegefolge für die konfigurierten Werkzeuge und beschleunigt damit den gesamten Produktionsprozess erheblich;
• Manuelle Werkzeugsegmentierung: Falls die voreingestellte Werkzeuglänge den Bearbeitungsanforderungen nicht entspricht, kann der Bediener die Werkzeuge manuell segmentieren, um sie exakt an die erforderliche Länge anzupassen und so die Flexibilität der Konfiguration weiter zu erhöhen;
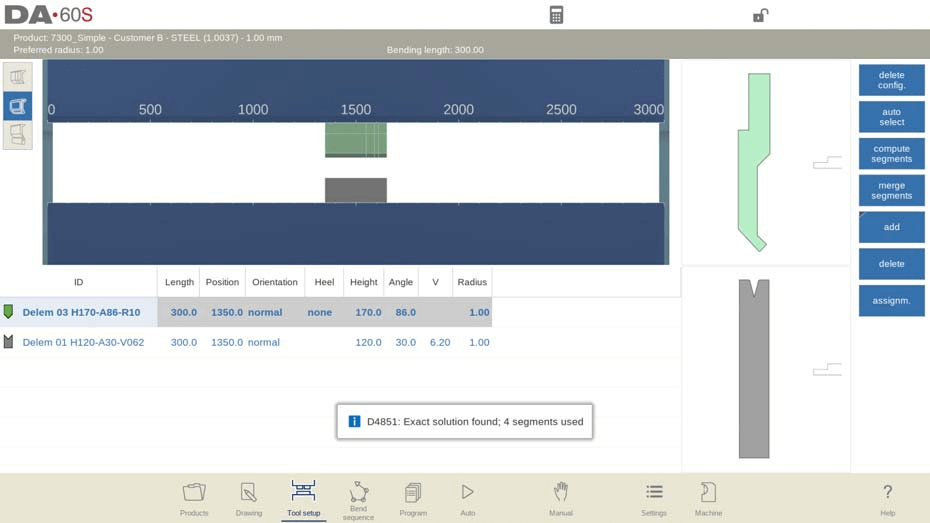
• Automatische Segmentberechnung: Die integrierte Segmentierungsfunktion des Systems kann automatisch das optimale Segmentierungsschema anhand der tatsächlichen Produktionsparameter ermitteln. Als Berechnungsgrundlage dienen wesentliche Parameter wie die „maximale Inter-Tool-Distanz“ und optional die „Toleranz für die Werkzeuglänge“, wodurch die Segmentierung wissenschaftlicher und die Bedienung benutzerfreundlicher wird.
Für Bediener, die eine detaillierte Anpassung der Werkzeugsegmentierung benötigen, unterstützt der DELEM DA-66S die direkte Programmierung von Segmentparametern im Maschinenmodus. In diesem Modus können Bediener die Segmentparameter für Stempel und Matrizen in der Werkzeugbibliothek ändern, sodass die Werkzeugeinstellung den präzisen Anforderungen spezieller Produktionsprozesse vollständig gerecht wird. Die Beherrschung der Segmentprogrammierung in der Werkzeugbibliothek ist entscheidend, um das volle Potenzial der Werkzeugkonfigurationsfunktion des DELEM DA-66S auszuschöpfen.
1.2 Werkzeugansicht: Zuweisungsparameter-Einstellung
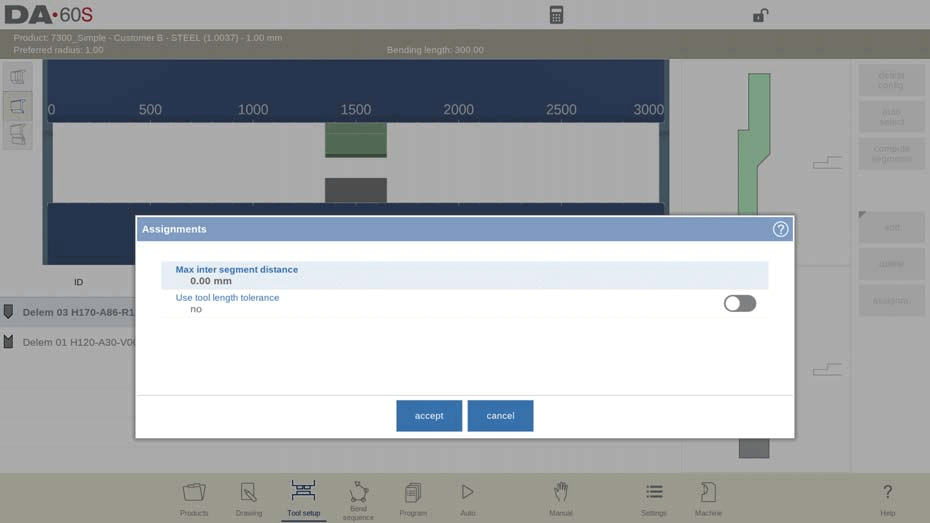
Klicken Sie auf die Schaltfläche „Zuweisungen“ in der Benutzeroberfläche, um die für die Segmentierungsberechnung verwendeten Kernparameter anzuzeigen und festzulegen. Zu den konfigurierbaren Zuweisungsparametern gehören:
• Maximale Distanz zwischen benachbarten Segmenten: Legen Sie die maximal zulässige Distanz zwischen benachbarten Werkzeugsegmenten fest;
• Werkzeuglängentoleranz verwenden: Aktivieren oder deaktivieren Sie den Toleranzparameter, um den zulässigen Abweichungsbereich während der Werkzeugsegmentierung zu steuern.
1.3 Segmentierungsansicht: Segmentanpassung und -verwaltung
Beim Wechseln zur Segmentierungsansicht zeigt die Benutzeroberfläche die Segmentdetails der Werkzeuge sowohl grafisch als auch in Listenform an; dabei werden ausschließlich die Segmentinformationen des derzeit ausgewählten Werkzeugs angezeigt. Der Bediener kann die Position und Größe einzelner Segmente über die grafische Oberfläche per Drag & Drop anpassen; die Liste zeigt übersichtlich die Zusammensetzung sowie die Parameterdetails aller Segmente des aktuellen Werkzeugs an.
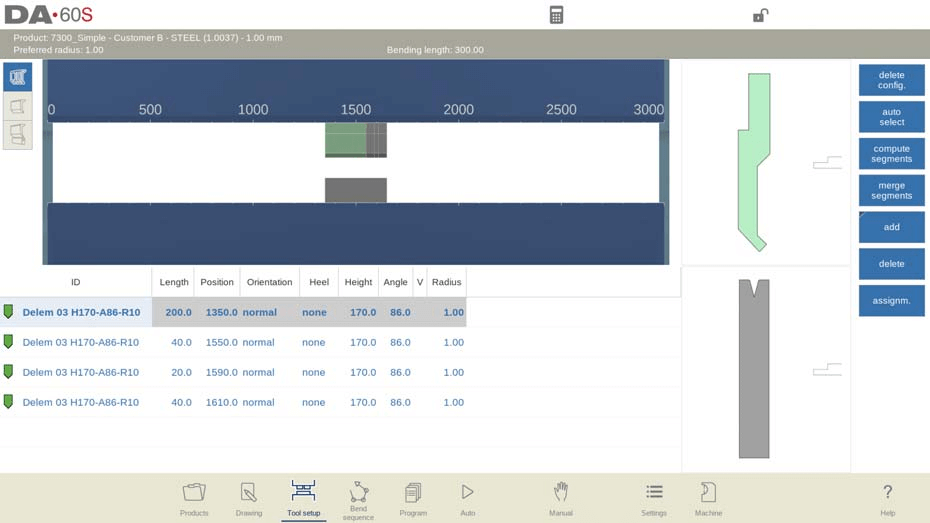
Es ist zu beachten, dass das System bei der Anpassung von Segmenten in der Ansicht „Segmentierung“ nicht den tatsächlichen Lagerbestand an Segmenten berücksichtigt; die Übereinstimmung zwischen dem angepassten Schema und dem tatsächlichen Lagerbestand kann durch erneute Ausführung der Segmentierungsberechnung überprüft werden. Außerdem führt die Änderung der Werkzeuglänge oder des Werkzeugtyps dazu, dass das bestehende Segmentierungsschema gelöscht wird; der Bediener muss die Segmentierungsparameter daher neu generieren.
1.4 Segmentparameter-Einstellung in der Werkzeugbibliothek
Um dem System die Nutzung der segmentierten Werkzeugfunktion zu ermöglichen und die Segmentierungsberechnung auf Grundlage der tatsächlich verfügbaren Segmente durchzuführen, müssen die Bediener zunächst die Angaben in der Segmentbibliothek vervollständigen. Diese Aktion kann im Modul „Werkzeugprogrammierung“ vorgenommen werden, das sich im Maschinenmodus unter den Eigenschaftseinstellungen für Stanz- und Matrizenwerkzeuge befindet.
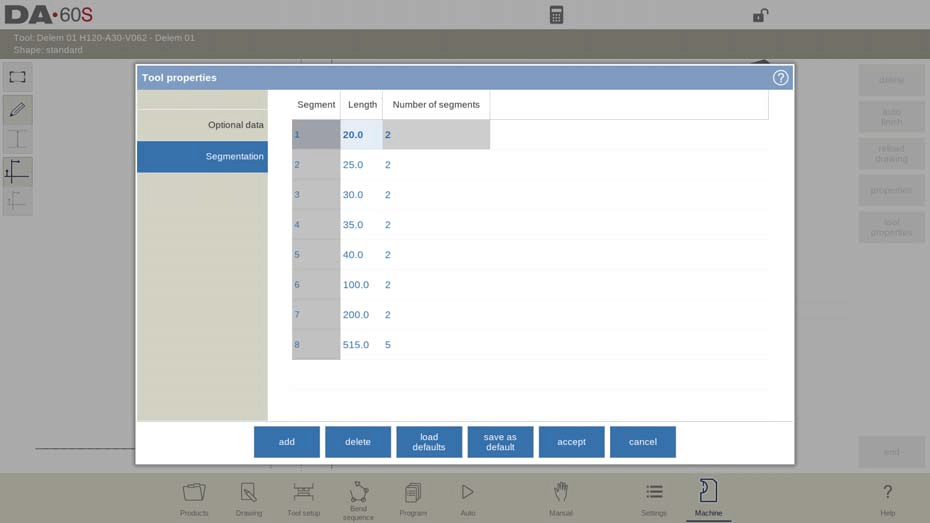
In den Eigenschaftseinstellungen jedes Werkzeugs wechseln Sie zur Registerkarte „Segmentierung“, wo die Bediener die Segmentlänge, die optionale Absatzform sowie die verfügbare Anzahl an Segmenten für das Werkzeug programmieren und einstellen können – dies bildet die Grundlage für die automatische Segmentierungsberechnung des Systems.
2 Auswählen und Neupositionieren von Werkzeugstationen
Die Beherrschung der Station-Ansicht ist ein zentraler Bestandteil der erweiterten Werkzeugkonfiguration auf der DELEM DA-66S; sie dient hauptsächlich dem gesamten Management der Werkzeugstationen, wobei ihre Kernfunktionen und Bedienungspunkte wie folgt lauten:
1. Hervorheben und Neupositionieren: In der Station-Ansicht wird die gesamte Werkzeugstation als eine Einheit dargestellt, die vom Bediener zur schnellen Auswahl hervorgehoben werden kann. Die Neupositionierung der Werkzeugstation lässt sich auf zwei Arten realisieren: durch direkte Programmierung der neuen Koordinatenposition oder durch Ziehen der Station an die gewünschte Position in der visuellen Benutzeroberfläche – dies erhöht die Flexibilität der gesamten Werkzeugeinrichtung erheblich;
2. Automatische Definition von Werkzeugstationen: Das System identifiziert und definiert automatisch eine Werkzeugstation, sobald sich ein Überlappungsbereich zwischen Stempel und Matrize ergibt. Diese Überlappung kann entweder eine exakte Ausrichtungsposition oder eine leicht verschobene Position sein – beide werden als gültige Werkzeugstation erkannt. Selbst eine spezielle Konfiguration mit zwei Stempeln, die einer einzigen Matrize zugeordnet sind, kann als Werkzeugstation definiert werden; dies ist besonders hilfreich bei der Bearbeitung von Biegeprozessen unter räumlichen Einschränkungen.
3. Verwaltung von Werkzeugstationen: In der Ansicht „Station“ können Bediener über die Schaltfläche „hinzufügen“ eine bestehende Werkzeugstation kopieren oder über die Schaltfläche „löschen“ eine nicht benötigte Station entfernen. Die wichtigste Funktion dieser Ansicht besteht darin, dass sie ausschließlich die Werkzeugstation als Ganzes verwaltet und nicht die detaillierten Parameter einzelner Werkzeuge innerhalb der Station verändert. Dadurch wird die Anpassung der Gesamtkonfiguration effizienter gestaltet, ohne die präzise Einstellung eines einzelnen Werkzeugs zu beeinträchtigen.
Frequently Asked Questions (FAQ)
F1: Wie lässt sich eine effiziente Werkzeugeinrichtung in der DELEM-DA-66S-Werkzeugkonfiguration realisieren?
A1: Um die Effizienz der Werkzeugeinrichtung zu maximieren, wechseln Sie zunächst in den Biegeablauf-Modus, damit das System die effizienteste Biegefolge für die jeweilige Produktionsaufgabe berechnet. Verwenden Sie anschließend die Werkzeugsegmentierungs-Funktion des Systems, um die Werkzeugsegmente anzupassen und genau die für die Bearbeitung erforderliche Werkzeuglänge zu erzeugen. Die Kombination dieser beiden Funktionen verkürzt die Einrichtzeit erheblich und steigert die Konfigurationseffizienz.
F2: Wie werden Werkzeugstationen in der DELEM-DA-66S-Werkzeugkonfiguration definiert?
A2: Auf der DELEM-DA-66S wird eine Werkzeugstation automatisch vom System definiert, sobald ein Überlappungsbereich zwischen Stempel und Matrize besteht. Diese Definition umfasst sowohl exakte Überlappungspositionen als auch verschobene Überlappungspositionen, wodurch die Anpassung an die Bearbeitungsanforderungen komplexer Biegeprozesse und vielfältiger Werkzeugkonfigurationen effektiv unterstützt wird.
Frage 3: Können die detaillierten Parameter eines einzelnen Werkzeugs in der Ansicht „Station“ während der Konfiguration geändert werden?
Antwort 3: Nein. Die Ansicht „Station“ dient ausschließlich dem gesamten Management von Werkzeugstationen und unterstützt Operationen wie das Kopieren, Löschen und Neupositionieren von Stationen; sie ermöglicht jedoch keine Änderung der detaillierten Parameter einzelner Werkzeuge. Diese Gestaltung stellt sicher, dass die gesamte Anpassung einer Werkzeugstation die präzise Konfiguration eines einzelnen Werkzeugs nicht beeinträchtigt.
Fazit
Die präzise CNC-Werkzeugkonfiguration des DELEM DA-66S ist die zentrale Voraussetzung für einen hochgenauen und hocheffizienten Betrieb der Abkantpresse. Wenn die oben genannten Schlüsselschritte bei der Konfiguration strikt eingehalten werden, ist sichergestellt, dass die Werkzeugeinstellung vollständig an die spezifischen Bearbeitungsanforderungen des Produkts angepasst ist und so die Bearbeitungsgenauigkeit sowie die Produktivität der Maschine wirksam verbessert werden. In der täglichen Produktion müssen die Bediener die Werkzeugkonfigurationsparameter regelmäßig anhand der tatsächlichen Bearbeitungssituation und der Anforderungen an das Werkstück überprüfen und ggf. anpassen, um den optimalen Betriebszustand der Abkantpresse aufrechtzuerhalten.
Für weitergehende fachliche Einblicke und technische Unterstützung zur Werkzeugkonfiguration des DELEM DA-66S wenden Sie sich bitte jederzeit an das professionelle Technikteam von JUGAO. Wir engagieren uns dafür, Ihnen umfassende Unterstützung bei der Maschineneinrichtung und beim täglichen Betrieb zu bieten und so einen reibungslosen Ablauf Ihres gesamten Produktionsprozesses sicherzustellen.

