















































Druckungleichgewicht der Kantbank einstellen
Haben Sie Schwierigkeiten mit ungleichen Biegewinkeln an Ihrer NC-Abkantmaschine? Das Verständnis der zugrundeliegenden Ursachen und die Umsetzung gezielter Lösungen können Ihnen dabei helfen, präzise und wiederholbare Ergebnisse zu erzielen. Die Methoden zur Anpassung des Druckungleichgewichts bei Abkantpressen umfassen hauptsächlich das Lösen äußerer Einflussfaktoren und maschineninterner Faktoren. Zunächst ist es notwendig, die Ursache des Druckungleichgewichts zu bestimmen, welche gewöhnlich äußere Faktoren und maschineninterne Faktoren beinhaltet. Externe Faktoren, wie beispielsweise nahegelegene schwere Objekte, beeinflussen die ungleichmäßige Belastung der Gleitsteine auf beiden Seiten des Arbeitszylinders, während maschineninterne Faktoren darauf zurückzuführen sein können, dass die beiden Arbeitszylinder an beiden Enden des Gleitstocks Druck aufbauen, wodurch sich der Arbeitsschwerpunkt in die Mitte verlagert und somit die Formgebung sowie nachfolgende Arbeitsgänge beeinträchtigt werden.
Lösung
Äußere Faktoren beheben: Entfernen Sie schwere Objekte, die den Betrieb der Abkantpresse beeinträchtigen, und stellen Sie sicher, dass die Gleitsteine auf beiden Seiten des Arbeitszylinders gleichmäßig belastet werden.
Eigene Faktoren der Maschine beheben: Wenden Sie die Verfahren zur Kompensation von Durchbiegung und Druckausgleich an, und bringen Sie die Verformungsmenge in entgegengesetzter Richtung zur Kraftverformung auf dem Arbeitstisch an, um eine variable Kompensation für den Gleitstein und das Arbeitstisch zu erreichen. Damit wird die Druckverteilung der Arbeitszylinder-Gleitsteine auf beiden Seiten der Abkantpresse gleichmäßiger.
Konkrete Schritte
Anpassung äußerer Faktoren:
Entfernen Sie schwere Objekte, die den Betrieb der Abkantpresse beeinträchtigen.
Stellen Sie sicher, dass sich keine Fremdkörper am Abkantpressenkörper befinden, achten Sie stets auf die Arbeitsbedingungen der Abkantpresse und reduzieren Sie dadurch das Auftreten von ungleichmäßigem Druck auf beiden Seiten.
Anpassung innerer Maschinenfaktoren:
Bringen Sie eine Verformungsmenge in entgegengesetzter Richtung der Kraftverformung auf dem Arbeitstisch zwischen dem Gleitstück und dem Oberwerkzeug der Biegemaschine an, um die Durchbiegungskompensation zu erreichen.
Verwenden Sie hydraulische Kompensation und mechanische Kompensation, um die Druckkompensation zu erreichen.
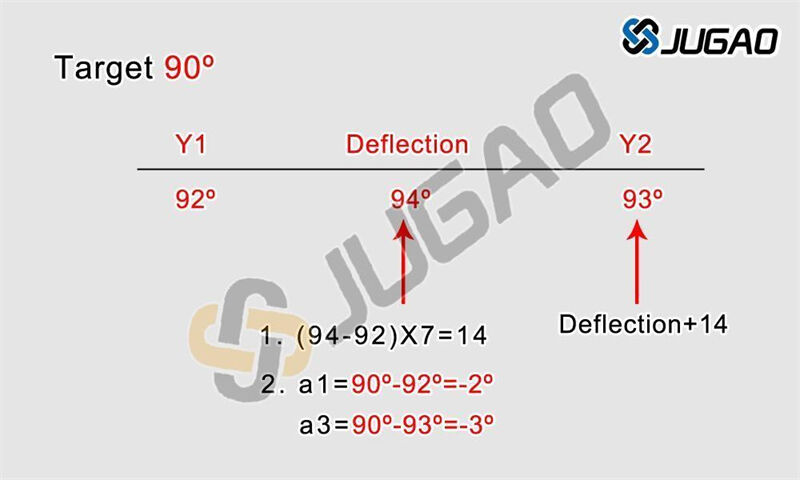
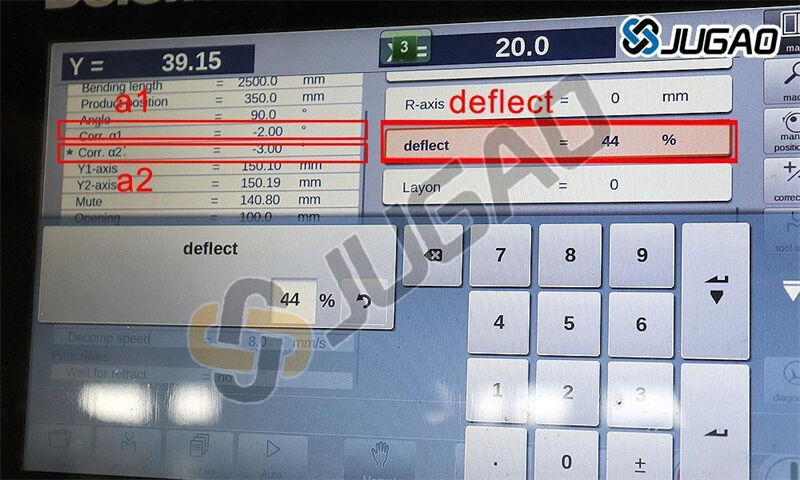
Nehmen Sie die folgende Abbildung als Beispiel

Werkzeuge prüfen und ausrichten
Falsch ausgerichtete oder verschlissene Werkzeuge sind häufig für Winkelabweichungen verantwortlich. Stellen Sie sicher, dass das Ober- und Unterwerkzeug ordnungsgemäß ausgerichtet sind und keine Schäden aufweisen. Ersetzen Sie verschlissene Komponenten, um die Genauigkeit zu gewährleisten.

CNC-Steuerung neu kalibrieren
Im Laufe der Zeit kann sich die Maschinensteuerung von ihren ursprünglichen Einstellungen entfernen. Kalibrieren Sie das CNC-System erneut, um sicherzustellen, dass es Befehle korrekt interpretiert und ausführt.
Materialgleichmäßigkeit überprüfen
Schwankungen bei Materialdicke, Härte oder Faserrichtung können die Biegeergebnisse beeinflussen. Prüfen Sie die Materialeigenschaften und stellen Sie eine einheitliche Beschaffenheit sicher, bevor Sie mit dem Biegevorgang fortfahren.
Regelmäßige Wartung durchführen
Zu den Routine-Wartungsarbeiten gehören Schmierung, Überprüfung des Hydrauliksystems und mechanische Inspektionen, um viele Probleme bereits im Vorfeld zu verhindern. Eine gut gewartete Maschine arbeitet zuverlässiger.
Maschineneinstellungen feinabstimmen
Passen Sie Parameter wie Biebegeschwindigkeit, Druck und Rückstauposition an, um die Leistung für spezifische Materialien und Designs zu optimieren.
Fehlerbehebung bei häufigen Szenarien
Ein häufiges Problem bei hydraulischen NC-Abkantpressen ist ungleiche Winkel entlang der gleichen Biegelinie. Beispielsweise kann ein Zielwinkel von 90° auf einer Seite 89° und auf der anderen Seite 91° ergeben. Dieses Problem rührt oft von ungleichmäßiger Druckverteilung oder Fehlausrichtung her.

Durch systematisches Vorgehen bei der Werkzeugausrichtung, Controller-Kalibrierung und Materialkontrolle können Sie die Präzision Ihrer Biegevorgänge wiederherstellen.
Vorsichtsmaßnahmen
* Vor Gebrauch der Abkantpresse sicherstellen, dass sich keine Fremdkörper am Maschinenkörper befinden, und stets auf den Arbeitszustand der Abkantpresse achten.
* Reinigen und warten Sie die Abkantpresse regelmäßig, um die Ausfallhäufigkeit zu reduzieren.
* Befolgen Sie die spezifischen Betriebsanweisungen im Handbuch des Herstellers, um sichere und effektive Einstellungen sicherzustellen.
Fazit
Die Aufrechterhaltung einheitlicher Biegewinkel erfordert eine Kombination aus richtiger Maschineneinstellung, regelmäßiger Wartung und genauer Beachtung der Materialdetails. Befolgen Sie diese bewährten Praktiken, um Fehler zu minimieren und die Effizienz Ihrer NC-Abkantpresse zu verbessern.

