When it comes to pipe bending machine shutdowns, many people's first reaction is mechanical failure or system crash. But to be honest, in the shutdown problems I've dealt with in the workshop, at least 30% of them turned out to be caused by sensors. These sensors are usually silent, but once they malfunction, the machine is like it's blind, stopping when it should and stopping when it shouldn't.
Why are sensors so prone to causing machine shutdowns?
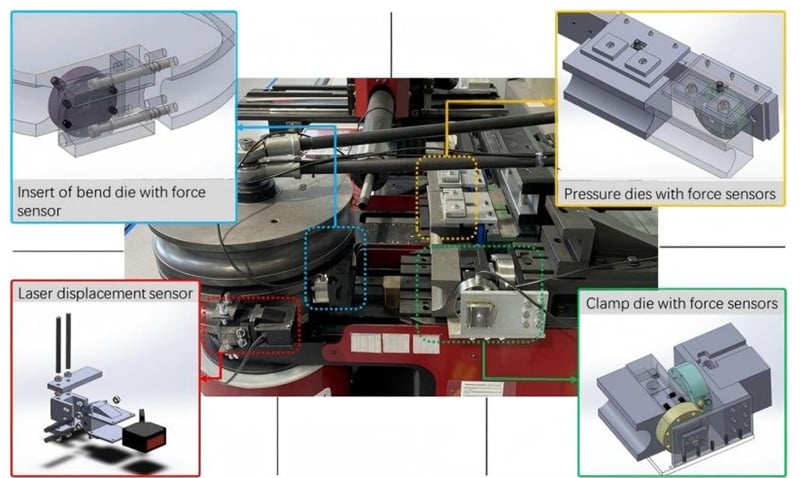
Sensors are the eyes and nerves of a pipe bending machine—position, angle, pressure, clamping status, and mandrel position all rely on their real-time feedback. Even a slight signal deviation can trigger an alarm, causing a loop shutdown, and the entire machine will stop, awaiting your intervention.
The most troublesome aspect is that sensor problems are often not sudden and complete. Many are gradual—the signal might occasionally jump today, drift more tomorrow, and then trigger an alarm the day after. These intermittent faults are the most difficult to troubleshoot, sometimes taking longer to resolve than to actually repair the machine.
Which sensors are most prone to problems?
Position and angle sensors are the most vulnerable. They control the rotation of the bending arm and the feed depth. Once the signal drifts, the system's displayed values will not match the actual position, causing the machine to either alarm and stop or produce defective products.
Pressure sensors also commonly malfunction. Inaccurate clamping force readings will either cause the machine to fail to clamp properly, leading to pipe slippage, or trigger an alarm indicating abnormal pressure. Unstable bending pressure feedback signals will result in fluctuating bending angles.
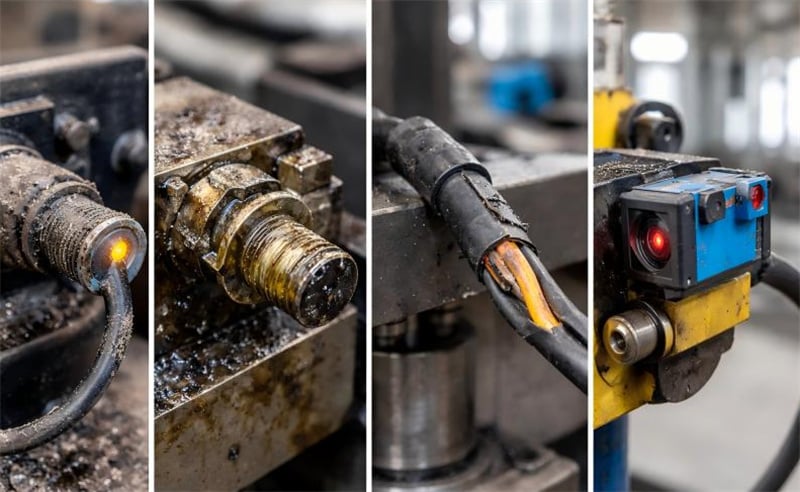
Safety sensors and limit switches—such as light curtains and door interlocks—if their surfaces are covered in oil or slightly displaced, the machine may mistakenly interpret this as a safety door not being closed properly or someone entering the work area, and immediately stop. This kind of false stop is very annoying because the machine itself is perfectly fine.
How to Effectively Maintain Sensors
Daily cleaning is fundamental, but it shouldn't be done haphazardly. Sensor surfaces and connectors must be cleaned with non-abrasive materials. Avoid using wire brushes or rough cloths, as these can scratch the surface. I usually use a non-woven cloth dampened with alcohol to gently wipe away oil and dust. Also, check for cable wear, loose connectors, and misaligned mounting brackets.
The mounting screws of position and angle sensors must be checked regularly. I've seen several times on-site where even a slightly loose screw caused a sensor angle deviation of less than half a millimeter, resulting in completely unreliable feedback signals. Tightening the screws usually solves this problem, but you must first detect the looseness.
Signal stability testing is also crucial. Many CNC systems have diagnostic interfaces that display sensor feedback values in real time. Check these values every time you change molds. If a sensor reading is significantly different from normal, there might be a problem.
Calibration shouldn't wait until problems arise. I recommend setting a calibration cycle based on the machine's usage intensity. Machines that run continuously in large batches require a shorter calibration frequency than those that are only used occasionally. Many factories only calibrate their machines after problems arise, by which time it's too late.
Weekly and Monthly Rhythm
Spend about ten minutes each week checking the sensors. Pay special attention to whether there's oil buildup on the exterior, whether cables are rubbed by moving parts, and whether any mounting screws are loose. This time investment is minimal, but it can prevent many unexpected downtimes.
Every three to six months, or depending on the machine's operating time, perform a more thorough inspection and calibration. Ideally, this should be done concurrently with other machine maintenance, handling everything at once.
Several benefits of sensor maintenance:
Less false alarms are the most obvious benefit. Sensors with stable signals rarely trigger meaningless alarms, ensuring smoother machine operation and reducing the need for operators to constantly reset sensors.
Troubleshooting is faster. If a fault occurs and you know the sensor has been regularly checked and its signal is stable, troubleshooting can focus directly on the mechanical or system aspects, without repeatedly checking the sensor's status.
Bending quality is also more consistent. Sensor feedback directly affects control accuracy; a stable signal naturally results in more consistent bent pipes. Less material waste and rework lead to increased production efficiency.
Ultimately, sensor maintenance requires minimal investment but yields significant returns.
Take a few minutes each day before powering on to check the sensor status, perform a regular cleaning and inspection weekly, and address any issues promptly. Sensor malfunctions often accumulate gradually; early detection and resolution minimize costs. Waiting until the sensor alarms and shuts down before taking action may result in wasted time and regret.

















































