















































DELEM DA53T Werkzeugeinstellungs- und Formzusatzanleitung
In der Abkantbranche sind eine effiziente Werkzeugkonfiguration und -verwaltung entscheidend, um präzise und hochwertige Biegevorgänge sicherzustellen. Das DELEM DA53T-Steuerungssystem, das aufgrund seiner fortschrittlichen Funktionalität und benutzerfreundlichen Gestaltung weit verbreitet ist, ermöglicht es den Bedienern, einfach neue Oberteile und Unterteile hinzuzufügen, wodurch die Werkzeugkonfiguration der Maschine optimiert wird. Diese Anleitung bietet eine Schritt-für-Schritt-Anleitung zum Hinzufügen neuer Ober- und Unterwerkzeuge zum DELEM DA53T und hilft Ihnen dabei, Ihre Abkantwerkzeuge reibungslos einzurichten und einen effizienten Ablauf zu gewährleisten.
Warum die Werkzeugeinrichtung wichtig ist
Die Werkzeugeinrichtung ist grundlegend für den Betrieb einer Abkantpresse. Eine korrekte Werkzeugkonfiguration gewährleistet genaue und konsistente Biegungen, was sowohl für die Produktqualität als auch für die Produktionseffizienz entscheidend ist. Die Beherrschung der Methode, wie neue Werkzeuge zum DELEM DA53T-Controller hinzugefügt werden, optimiert nicht nur die Produktionsprozesse, sondern ermöglicht auch eine flexible Reaktion auf unterschiedliche Kundenanforderungen.
Diese Anleitung erläutert detailliert, wie obere und untere Matrizen im DELEM DA53T-System hinzugefügt werden. Bitte befolgen Sie die Schritte sorgfältig, um Fehler zu vermeiden und eine korrekte sowie zuverlässige Werkzeugkonfiguration sicherzustellen.
Teil 1: Hinzufügen neuer Stempel (obere Formen)
Der erste Schritt bei Ihrer Werkzeugeinrichtung besteht darin, die Stempel bzw. oberen Formen zum DELEM DA53T-Controller hinzuzufügen. Befolgen Sie die folgenden Schritte, um die Stempel zu konfigurieren.
Klicken Sie auf die Maschine
Beginnen Sie den Prozess, indem Sie auf der DELEM DA53T-Schnittstelle die spezifische Maschine auswählen, mit der Sie arbeiten möchten. Dieser erste Schritt ist entscheidend, da er sicherstellt, dass die vorgenommenen Einstellungen und Konfigurationen auf die Fähigkeiten und Spezifikationen der gewählten Maschine zugeschnitten sind. Navigieren Sie durch die Schnittstelle mithilfe der Touchscreen-Bedienelemente, die für eine benutzerfreundliche Bedienung konzipiert wurden. Sobald Sie das richtige Maschinenmodell identifiziert haben, bestätigen Sie Ihre Auswahl, um fortzufahren. Diese sorgfältige Vorgehensweise erleichtert nicht nur einen reibungsloseren Einrichtungsprozess, sondern erhöht auch die Gesamteffizienz und Genauigkeit der Biegeoperationen, die Sie durchführen werden.
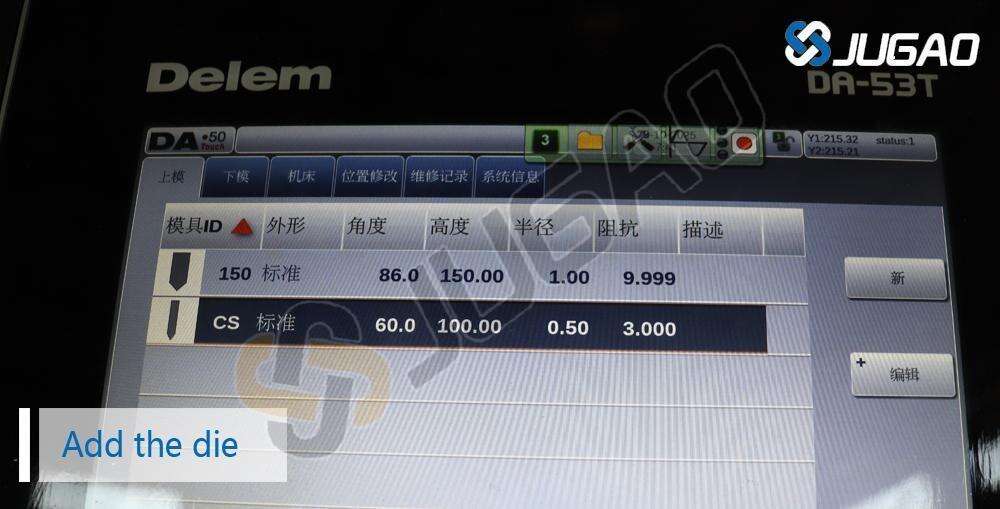
Fügen Sie die Stempel hinzu
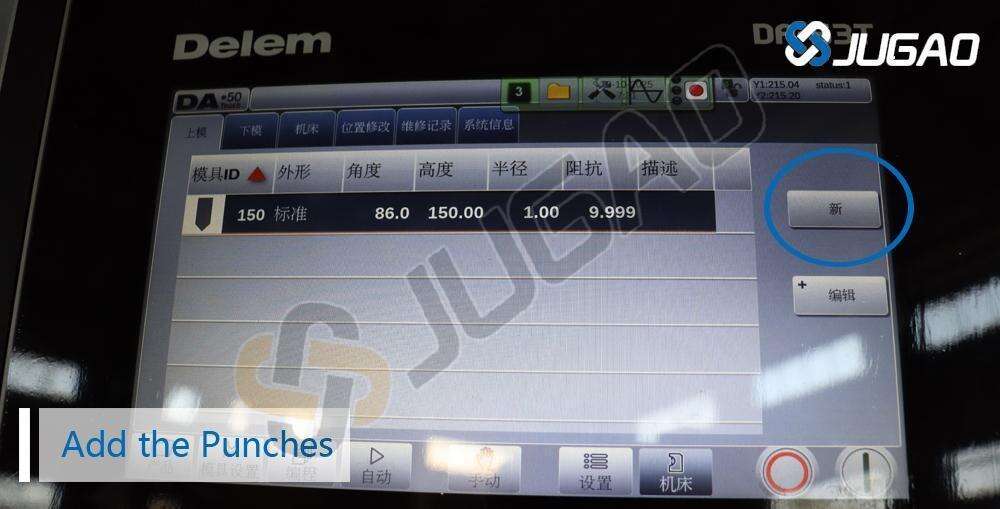
Gehen Sie im Bedienfeld zum Abschnitt „Punches“, um den Vorgang zum Hinzufügen eines neuen Stanzwerkzeugs zu starten. Dieser Bereich ist speziell dafür konzipiert, die verschiedenen für Ihre Biegeoperationen verfügbaren Stanzwerkzeuge zu verwalten. Klicken Sie im Bereich Stanzwerkzeuge auf die Option „Add the Punch“, um den Vorgang zu beginnen. Dadurch werden Sie durch die erforderlichen Schritte geleitet, um ein neues Stanzwerkzeug in das System einzubinden. Klicken Sie anschließend auf die Schaltfläche „New“, um einen neuen Eintrag für das Stanzwerkzeug zu erstellen. Dadurch öffnet sich ein Formular, in dem Sie wesentliche Angaben wie Abmessungen, Materialart und Spezifikationen eingeben können, um sicherzustellen, dass das neue Stanzwerkzeug korrekt für Ihre Anforderungen konfiguriert ist.
Geben Sie die ID des neuen Stanzwerkzeugs ein
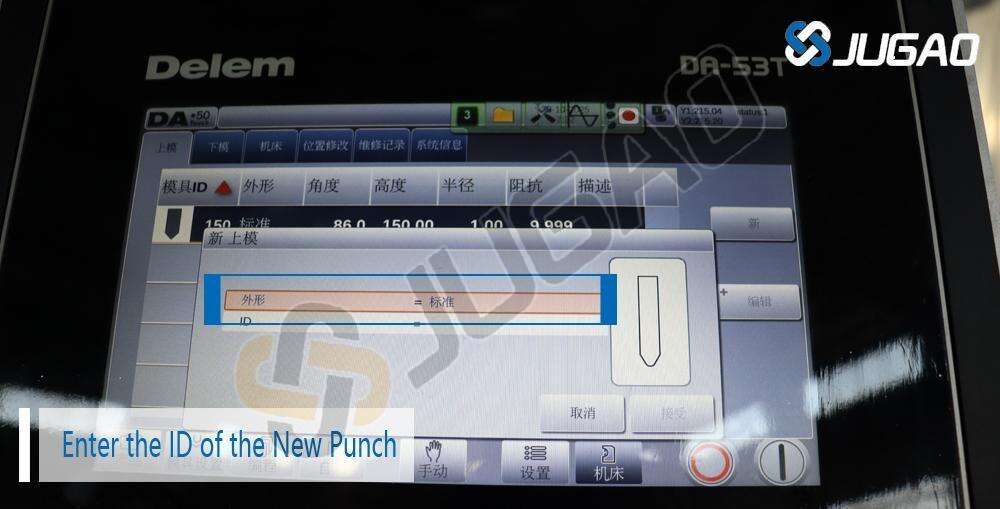
Geben Sie die eindeutige ID oder den Namen für den neuen Stempel in das vorgesehene Feld ein. Dieser Identifikator ist essenziell, da er genau mit der physischen Stempelform übereinstimmen sollte, die Sie auf der Abkantpresse installieren. Eine sorgfältig gewählte ID trägt zur Ordnung bei und stellt sicher, dass Bediener den richtigen Stempel während der Einrichtung und beim Betrieb leicht erkennen und abrufen können. Es empfiehlt sich, eine Benennungskonvention zu verwenden, die wesentliche Merkmale des Stempels widerspiegelt, beispielsweise seine Größe oder Funktion, um eine schnelle Identifizierung zu ermöglichen. Diese Sorgfalt erhöht nicht nur die Effizienz des Arbeitsablaufs, sondern minimiert auch das Fehlerpotenzial während des Biegevorgangs.
Stempelhöhe messen
Messen Sie die Höhe des neuen Stempels sorgfältig, um sicherzustellen, dass er korrekt in Ihre Maschine passt. Genaue Messungen sind entscheidend, um eine optimale Leistung zu erzielen und Betriebsprobleme zu vermeiden. In diesem Beispiel beträgt die gemessene Höhe des Stempels 120,10 mm. Diese präzise Abmessung ist von großer Bedeutung, da bereits geringfügige Abweichungen die Ausrichtung und Funktionalität des Stempels in der Abkantpresse beeinträchtigen können. Überprüfen Sie nach der Messung die Höhe nochmals, um deren Genauigkeit vor der Installation zu bestätigen. Ein korrekter Sitz des Stempels verbessert nicht nur die Qualität des Biegeprozesses, sondern trägt auch zur allgemeinen Sicherheit und Effizienz des Maschinenbetriebs bei.

Stempelhöhe eingeben
Geben Sie die Stößelhöhe von 120,10 mm in das DELEM DA53T-System ein, um sicherzustellen, dass die Maschine die Spezifikationen des neuen Stößels korrekt erkennt. Dieser Schritt ist entscheidend, da er dem System ermöglicht, seine Einstellungen entsprechend anzupassen und die Biegeoperationen optimal an die spezifischen Abmessungen des Stößels anzupassen. Navigieren Sie im Interface zum entsprechenden Feld im Bereich Stößel und geben Sie den Messwert präzise ein. Überprüfen Sie nach der Eingabe der Höhe, ob die Daten korrekt sind, um mögliche Probleme während des Betriebs zu vermeiden. Diese Sorgfalt trägt zur Integrität des Biegeprozesses bei und erhöht die Gesamtproduktivität.

Schlitzwinkel eingeben
Der Winkel des Stanzschlitzes ist ein entscheidender Faktor im Biegeprozess, da er direkt die Qualität und Genauigkeit der erzeugten Biegungen beeinflusst. Für diesen bestimmten Schritt ist der Schlitzwinkel auf 85 Grad eingestellt. Die korrekte Eingabe dieses Wertes in das DELEM DA53T-System ist unerlässlich, um sicherzustellen, dass die Maschine innerhalb der vorgegebenen Parameter arbeitet. Navigieren Sie dazu zum dafür vorgesehenen Feld für den Stanzschlitzwinkel und geben Sie den Wert von 85 Grad ein. Überprüfen Sie Ihre Eingabe sorgfältig auf Richtigkeit, da bereits geringfügige Fehler zu Fehlausrichtungen führen und das Gesamtergebnis des Biegevorgangs beeinträchtigen können.

Radiuswert eingeben
Stanzen weisen häufig einen Radius auf, der entscheidend dafür ist, das Biegeprofil zu definieren und die gewünschte Krümmung des Materials sicherzustellen. Dieser Radius spielt eine wesentliche Rolle bei der Bestimmung der endgültigen Form der Biegung und beeinflusst sowohl Optik als auch Funktionalität. Bei diesem speziellen Stempel beträgt der Radius 0,5 mm. Dieser relativ kleine Radius ermöglicht präzises Biegen und minimiert gleichzeitig das Risiko einer Materialverformung. Es ist wichtig, diesen Radius im System genau zu dokumentieren, da dies sicherstellt, dass die Maschine den Biegeprozess korrekt ausführen kann und qualitativ hochwertige Ergebnisse erzielt, die den vorgegebenen Konstruktionsanforderungen entsprechen.

Stempelbreite messen
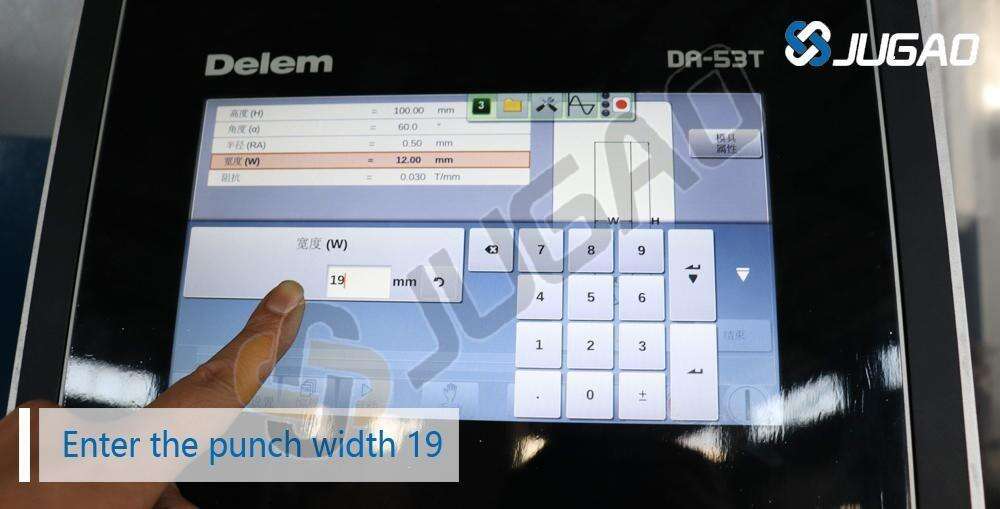
Als Nächstes messen Sie die Breite des Stempels, da diese Abmessung entscheidend für die Kompatibilität mit der Abkantpresse und der spezifischen Biegeanwendung ist. In diesem Beispiel wird die Stempelbreite mit 26,07 mm erfasst. Diese Messung ist wichtig, da sie direkt die Biegeeigenschaften des Materials sowie die Gesamtleistung des Stempels während des Betriebs beeinflusst. Stellen Sie beim Messen sicher, dass die Breite genau und konsistent ermittelt wird, und verwenden Sie geeignete Werkzeuge, um Abweichungen zu vermeiden. Sobald Sie die Breite bestätigt haben, ist es unerlässlich, diesen Wert in das System einzugeben, da dies zur präzisen Steuerung des Biegeprozesses beiträgt und optimale Ergebnisse sicherstellt.

Stempelbreite eingeben
Geben Sie die Breite des Stempels, die 26,07 mm beträgt, in die DELEM DA53T-Steuerung ein, um sicherzustellen, dass die Maschine diese entscheidende Abmessung erkennt. Dieser Schritt ist entscheidend, um die Genauigkeit und Effizienz des Biegevorgangs aufrechtzuerhalten. Rufen Sie zunächst den entsprechenden Bereich der Benutzeroberfläche der Steuerung auf, der für die Stempelangaben vorgesehen ist. Geben Sie den Breitenwert sorgfältig ein und stellen Sie sicher, dass er korrekt eingegeben wird, um Betriebsfehler zu vermeiden. Überprüfen Sie nach der Eingabe nochmals die Richtigkeit, da bereits geringfügige Fehler während der Biegeoperationen zu erheblichen Problemen führen können. Die ordnungsgemäße Dokumentation der Stempelbreite trägt dazu bei, die Gesamtleistung und Zuverlässigkeit Ihrer Maschine zu verbessern.
Widerstandswert eingeben
Geben Sie den Widerstandswert für den Stempel in das System ein, da dieser Parameter entscheidend ist, um eine optimale Leistung während des Biegevorgangs sicherzustellen. In diesem Fall wird der Widerstand auf einen Wert von 3 eingestellt. Diese Einstellung beeinflusst, wie der Stempel mit dem Material interagiert, und wirkt sich sowohl auf die Qualität der Biegung als auch auf die Gesamteffizienz des Vorgangs aus. Um diesen Wert einzugeben, navigieren Sie im DELEM DA53T-Controller zum entsprechenden Bereich für Stempelparameter. Geben Sie den Widerstandswert von 3 sorgfältig ein und stellen Sie sicher, dass er genau ist, um mögliche Probleme während der Produktion zu vermeiden. Überprüfen Sie Ihre Eingabe nochmals, um deren Richtigkeit zu bestätigen, da diese Sorgfalt zur Aufrechterhaltung der Integrität und Zuverlässigkeit des Biegeprozesses beiträgt.

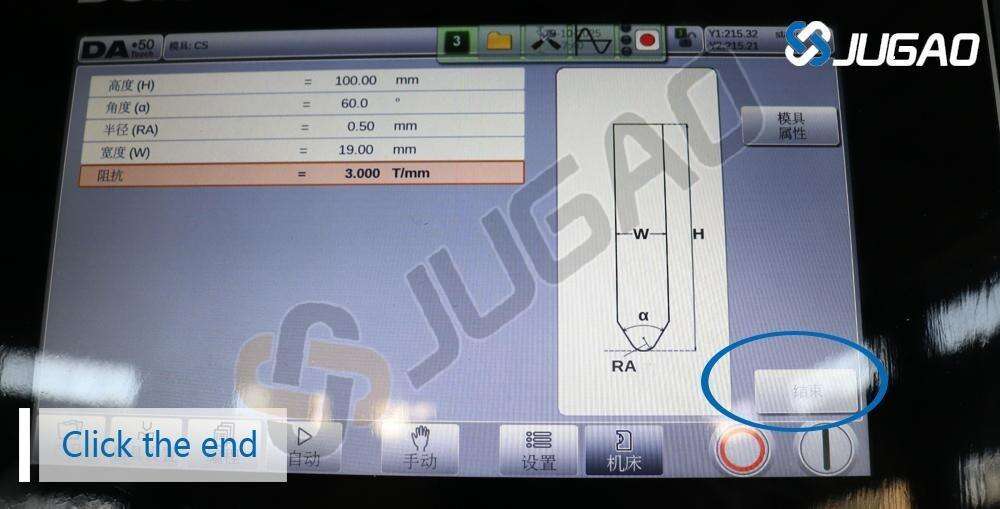
Speichern und abschließen
Sobald alle Stanzparameter korrekt in die DELEM DA53T-Steuerung eingegeben wurden, ist es wichtig, die Einrichtung durch Klicken auf die Schaltfläche „Ende“ abzuschließen. Diese Aktion speichert alle von Ihnen eingegebenen Konfigurationen und stellt sicher, dass die Maschine die festgelegten Einstellungen für zukünftige Vorgänge beibehält. Bevor Sie auf „Ende“ klicken, nehmen Sie sich einen Moment Zeit, um alle Parameter noch einmal zu überprüfen und sicherzustellen, dass jeder Wert korrekt und vollständig ist. Dieser Schritt ist entscheidend, da Fehler zu Betriebsineffizienzen oder Fehlern während des Biegevorgangs führen können. Durch das Speichern der Stanzereinrichtung ermöglichen Sie einen reibungsloseren Arbeitsablauf und verbessern die Gesamtleistung Ihrer Produktionsprozesse.
Teil 2: Hinzufügen neuer Matrizen (untere Formen)
Nachdem die Stempel erfolgreich konfiguriert wurden, folgt der nächste Schritt: das Hinzufügen der Matrizen, auch als untere Formen bekannt, um den Werkzeugaufbau abzuschließen. Dieser Schritt ist entscheidend, um einen reibungslosen und effizienten Biegeprozess sicherzustellen. Wählen Sie zunächst die passenden Matrizen aus, die den Spezifikationen der zuvor installierten Stempel entsprechen. Positionieren Sie die Matrizen sorgfältig im vorgesehenen Bereich der Maschine und achten Sie dabei auf eine korrekte Ausrichtung für optimale Leistung. Achten Sie besonders auf die Maße und die Kompatibilität der Matrizen, da diese Faktoren direkten Einfluss auf die Qualität der erzeugten Biegungen haben. Gehen Sie sorgfältig vor, um eine nahtlose Integration der Matrizen in den gesamten Werkzeugaufbau zu gewährleisten und so den Weg für präzise und effektive Biegeoperationen zu ebnen.
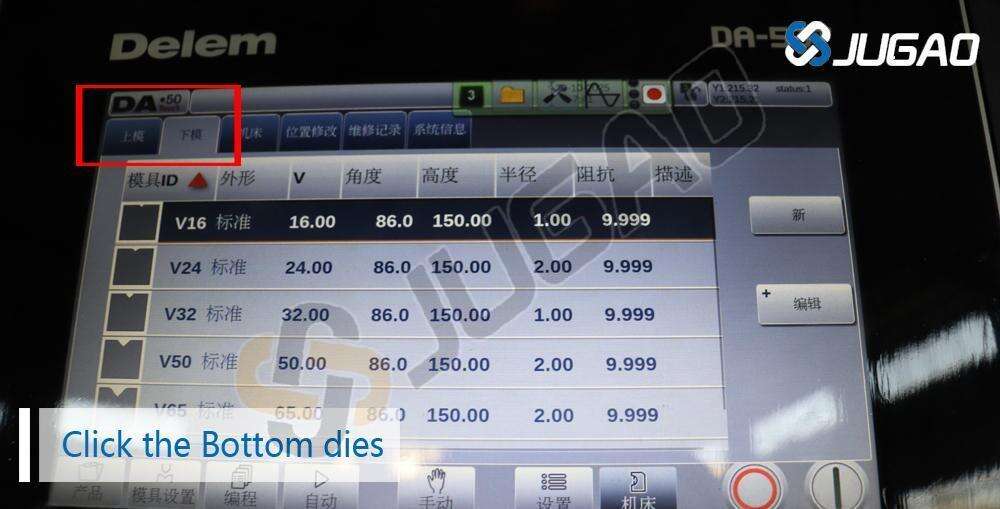
Klicken Sie auf den Abschnitt untere Matrizen
Navigieren Sie zum Abschnitt „Bottom Dies“ der DELEM DA53T-Schnittstelle, um den Vorgang zum Hinzufügen des neuen Stempels zu starten. Dieser Bereich ist speziell für die Konfiguration der unteren Formen vorgesehen, die eine entscheidende Rolle im Biegeprozess spielen. Sobald Sie diesen Bereich betreten, finden Sie verschiedene Optionen und Einstellungen bezüglich der Stempel. Beginnen Sie damit, die Option zum Hinzufügen eines neuen Stempels auszuwählen, woraufhin Sie aufgefordert werden, wesentliche Angaben wie Abmessungen, Materialart und gegebenenfalls spezifische Merkmale des Stempels einzugeben. Stellen Sie sicher, dass Sie diese Informationen genau eingeben, um die Kompatibilität mit den konfigurierten Oberwerkzeugen zu gewährleisten. Die sorgfältige Einhaltung dieser Schritte trägt dazu bei, die Werkzeugeinrichtung zu optimieren und die Gesamteffizienz Ihrer Biegeoperationen zu verbessern.
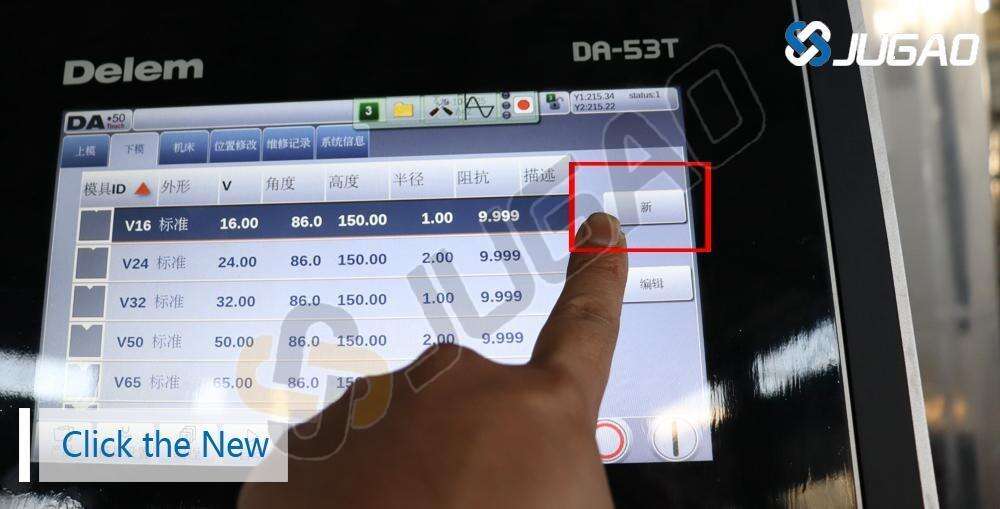
Neu klicken
Genau wie bei den Stanzern, klicken Sie auf die Schaltfläche „Neu“, um einen neuen Matrizen-Eintrag innerhalb der DELEM DA53T-Schnittstelle zu erstellen. Diese Aktion ermöglicht es Ihnen, alle notwendigen Spezifikationen für die neue Matrize einzugeben, sodass diese perfekt mit Ihrer bestehenden Werkzeuganordnung übereinstimmt. Sobald Sie auf „Neu“ klicken, wird ein Formular angezeigt, in das Sie wesentliche Angaben wie die Maße der Matrize, Materialeigenschaften und eventuelle besondere Merkmale, die für ihre Funktion relevant sind, eingeben können. Es ist wichtig, bei diesem Vorgang sorgfältig und präzise vorzugehen, um sicherzustellen, dass die Matrize während des Betriebs optimal funktioniert. Indem Sie einen neuen Matrizen-Eintrag sorgfältig erstellen, legen Sie den Grundstein für hochwertige Biegungen und die Aufrechterhaltung der Gesamteffizienz Ihres Produktionsablaufs.
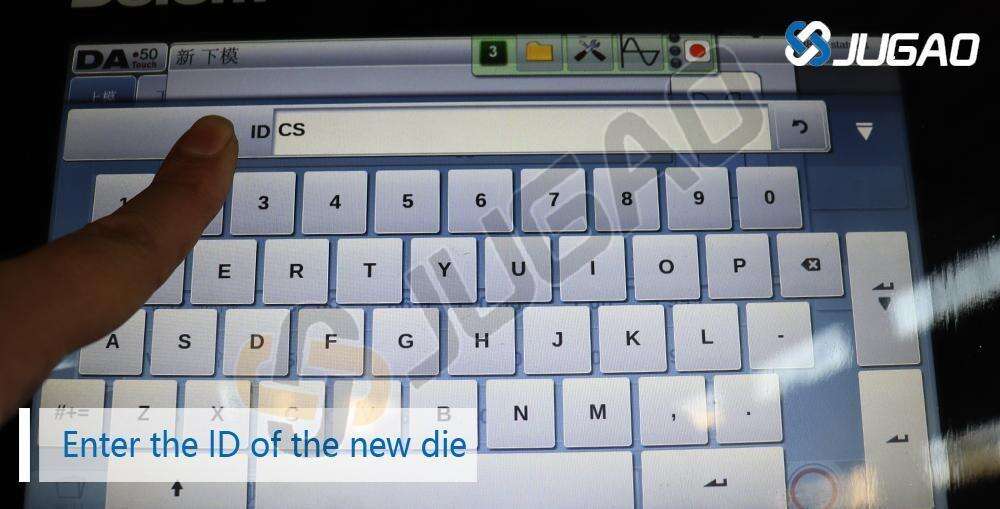
Geben Sie die ID der neuen Matrize ein
Geben Sie die eindeutige ID oder den Namen für die neue Matrize ein, und stellen Sie sicher, dass diese genau mit der verwendeten physischen Werkzeugform übereinstimmt. Diese Kennung ist entscheidend, um die Organisation aufrechtzuerhalten und sicherzustellen, dass die Bediener die richtige Matrize während der Produktion leicht erkennen und auswählen können. Eine gut gewählte ID oder Bezeichnung sollte die Spezifikationen oder den vorgesehenen Einsatz der Matrize widerspiegeln, um künftig eine schnelle Zuordnung zu ermöglichen. Prüfen Sie sorgfältig die eingegebenen Informationen auf Richtigkeit, da Abweichungen zu Verwirrung und möglichen Fehlern im Biegeprozess führen können. Indem Sie eine genaue Übereinstimmung zwischen dem digitalen Eintrag und der physischen Form sicherstellen, tragen Sie zur Gesamteffizienz und Zuverlässigkeit Ihrer Abläufe bei.
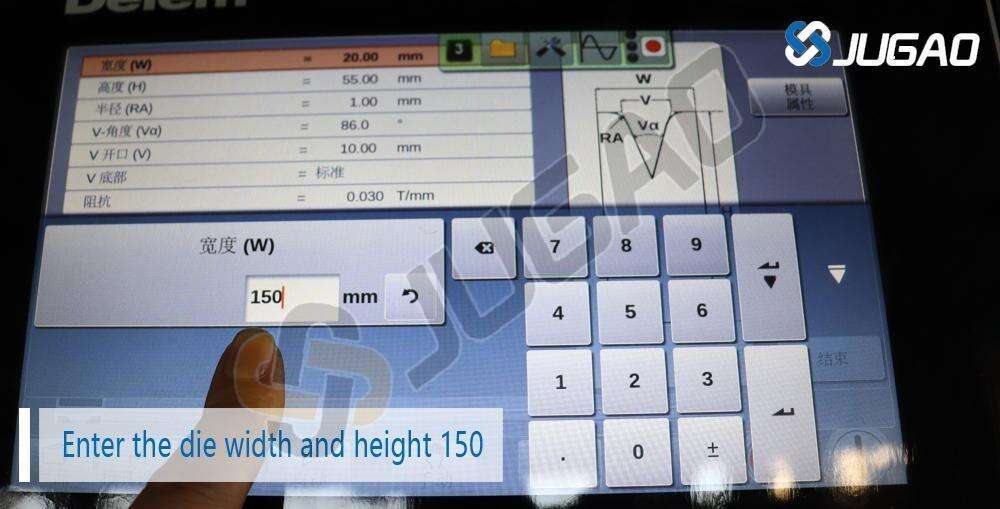
Matrizenabmessungen messen
Die Breite und Höhe des neuen Würfeln mit Präzision messen, da diese Abmessungen für eine richtige Ausrichtung und Funktionalität während des Biegeprozesses entscheidend sind. In diesem Beispiel werden sowohl die Breite als auch die Höhe als 150 mm erfasst. Mit einem Klemm oder einem ähnlichen Messgerät nehmen Sie diese Messungen sorgfältig, um eine genaue Messung zu gewährleisten. Es ist wichtig, kleine Abweichungen zu beachten, da selbst kleine Abweichungen die Leistung der Werkzeuge und die Qualität der produzierten Biege beeinträchtigen können. Sobald Sie bestätigt haben, dass beide Abmessungen tatsächlich 150 mm betragen, geben Sie diese Informationen in die DELEM DA53T-Schnittstelle ein und stellen Sie sicher, dass sie für optimale Ergebnisse mit den Spezifikationen des entsprechenden Stanzgeräts übereinstimmen.

Eingabe der Abmessungen
Geben Sie die Breite und Höhe des Stempels in das System ein, wobei beide Maße als 150 mm angegeben werden. Dieser Schritt ist entscheidend für die genaue Konfiguration des Stempels in der DELEM DA53T-Schnittstelle. Achten Sie beim Eingeben dieser Abmessungen darauf, Tippfehler sorgfältig zu überprüfen, um die Präzision sicherzustellen. Die korrekte Eingabe von Breite und Höhe ist von größter Bedeutung, da sie direkt beeinflusst, wie der Stempel mit den Stößeln während des Biegevorgangs interagiert. Sobald die Werte eingegeben sind, überprüfen Sie Ihre Eingaben, um deren Richtigkeit zu bestätigen. Diese Sorgfalt trägt dazu bei, einen reibungslosen Betrieb sicherzustellen und die Gesamteffizienz Ihres Produktionsablaufs zu verbessern.
Radiuswert eingeben
Genau wie bei den Stößeln muss auch der Radius der Matrize in das System eingegeben werden, um eine präzise Funktionalität während des Biegevorgangs sicherzustellen. Bei dieser bestimmten Matrize beträgt der gemessene Radius 0,5 mm. Die genaue Erfassung dieses Maßes ist entscheidend, da der Radius die Krümmung der erzeugten Biegungen beeinflusst und somit die Gesamtqualität des Endprodukts beeinträchtigen kann. Wenn Sie den Radius in die DELEM DA53T-Schnittstelle eingeben, überprüfen Sie sorgfältig, ob der Wert korrekt ist und mit der tatsächlich verwendeten Matrize übereinstimmt. Diese Sorgfalt hilft, Abweichungen zu vermeiden, die die Produktionseffizienz beeinträchtigen könnten, und gewährleistet, dass die Matrize während des Betriebs wie vorgesehen funktioniert.

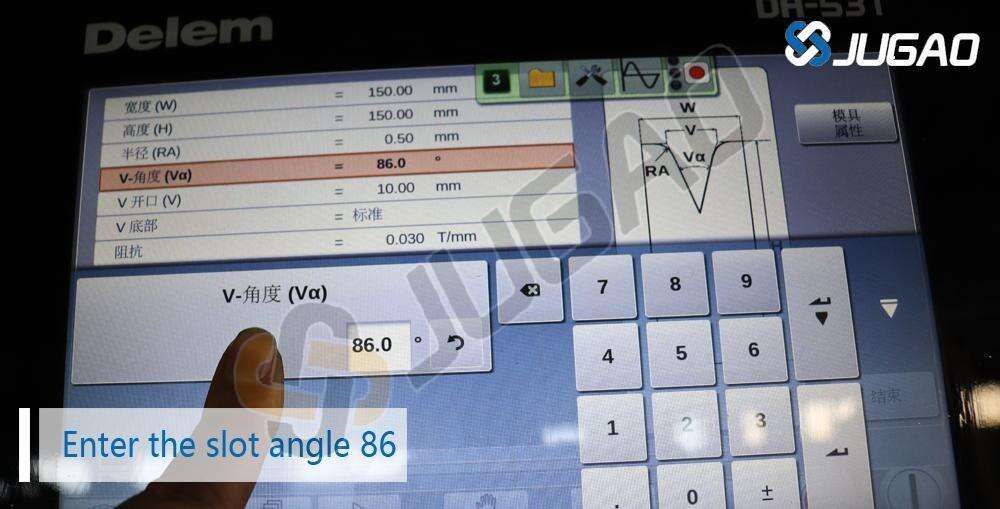
Schlitzwinkel eingeben
Der Nutwinkel für den Stempel ist ein weiterer entscheidender Parameter, der genau im System erfasst werden muss. Dieser Winkel spielt eine wichtige Rolle dabei, wie der Stempel während des Biegevorgangs mit dem Material interagiert. Für diesen spezifischen Stempel sollten Sie den Nutwinkel mit 86 Grad eingeben. Bei der Eingabe dieser Information in die DELEM DA53T-Schnittstelle ist es unerlässlich, dass der Winkel präzise ist, da bereits geringfügige Abweichungen zu fehlerhaften Biegungen führen und die Gesamtqualität des fertigen Produkts beeinträchtigen können. Nachdem Sie den Nutwinkel von 86 Grad eingegeben haben, nehmen Sie sich einen Moment Zeit, um Ihre Eingabe auf Richtigkeit zu überprüfen, um eine gleichbleibende Leistung und Effizienz in Ihren Fertigungsprozessen sicherzustellen.
Nutbreite messen
Messen Sie die Nutbreite des Stempels sorgfältig, da dieses Maß entscheidend ist, um die gewünschten Biegeergebnisse zu erzielen. In diesem Beispiel wird die Nutbreite mit 9 mm angegeben. Verwenden Sie einen Messschieber oder ein ähnliches Messgerät, um eine genaue Messung vorzunehmen und mögliche Abweichungen zu vermeiden, die die Produktion beeinträchtigen könnten. Die Nutbreite beeinflusst direkt, wie Materialien in den Stempel eingefügt werden, und kann die Qualität und Präzision der Biegungen beeinflussen. Sobald Sie bestätigt haben, dass die Nutbreite tatsächlich 9 mm beträgt, geben Sie diesen Wert in die DELEM DA53T-Schnittstelle ein, um sicherzustellen, dass er korrekt mit anderen Parametern für eine optimale Leistung während des Betriebs übereinstimmt.

Nutbreite eingeben
Geben Sie die Nutbreite in das DELEM DA53T-System ein und stellen Sie sie genau auf 90 mm ein. Dieses Maß ist entscheidend, um die korrekte Interaktion zwischen dem Matrizenstempel und dem zu biegenden Material sicherzustellen. Achten Sie beim Eingeben dieses Werts besonders darauf, mögliche Fehler nochmals zu überprüfen, da bereits geringe Ungenauigkeiten zu erheblichen Problemen im Biegeprozess führen können. Sobald Sie bestätigt haben, dass die Nutbreite korrekt als 90 mm eingegeben wurde, überprüfen Sie andere Parameter, um sicherzustellen, dass sie mit dieser Maßangabe übereinstimmen. Diese sorgfältige Beachtung von Details ist unerlässlich, um die Produktionseffizienz aufrechtzuerhalten und hochwertige Ergebnisse in Ihren Arbeitsabläufen zu erzielen.

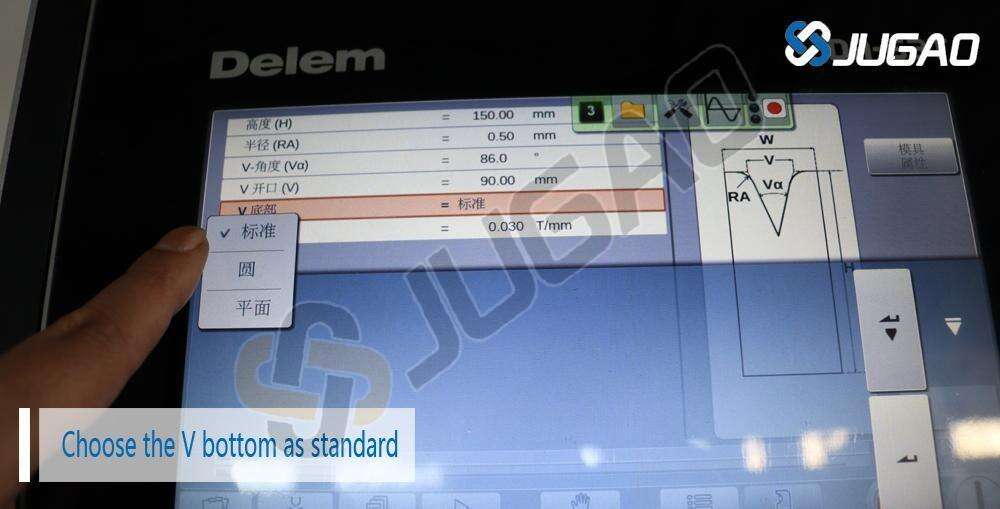
Wählen Sie V-Unterteil als Standard
Wählen Sie die V-Nut-Option für den Stempel, da diese Konfiguration als Standard für die meisten Abkantpressen gilt. Die V-Nut-Form wird aufgrund ihrer Vielseitigkeit und Effektivität bei der Erzeugung präziser Biegungen in einer Vielzahl von Materialien bevorzugt. Diese Art von Matrize ermöglicht eine gleichmäßige Kraftverteilung, wodurch sichergestellt wird, dass das Material korrekt und konsistent geformt wird. Bei der Auswahl dieser Option über die DELEM DA53T-Schnittstelle sollten Sie die Kompatibilität mit Ihren spezifischen Biegeanforderungen berücksichtigen. Durch die Wahl der V-Nut-Konfiguration erhöhen Sie die Zuverlässigkeit Ihrer Biegeoperationen, was zu einer verbesserten Effizienz und höherer Produktqualität in Ihren Fertigungsprozessen beiträgt.
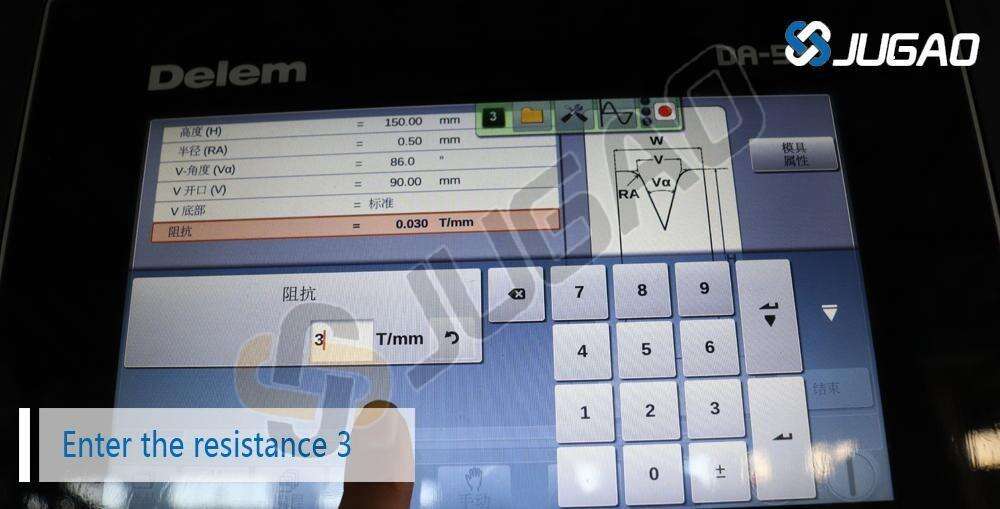
Widerstandswert eingeben
Geben Sie den Matrizenwiderstandswert ein und stellen Sie sicher, dass er auf 3 eingestellt ist. Dieser Parameter ist entscheidend dafür, wie sich die Matrize unter Druck während des Biegevorgangs verhält. Der Matrizenwiderstandswert beeinflusst direkt die Reaktion des Materials auf die aufgebrachte Kraft und hat somit Auswirkungen auf die Genauigkeit und Qualität der erzeugten Biegungen. Wenn Sie diesen Wert in das DELEM DA53T-System eingeben, überprüfen Sie die Richtigkeit sorgfältig, um mögliche Fehler zu vermeiden, die den Biegevorgang beeinträchtigen könnten. Die Einstellung des Matrizenwiderstands auf 3 gewährleistet eine optimale Wechselwirkung zwischen Matrize und Material, fördert ein effektives Biegen und trägt zum Gesamterfolg Ihres Fertigungsprozesses bei. Ihre Sorgfalt bei diesem Detail hilft, hohe Standards hinsichtlich Produktionseffizienz und Produktqualität aufrechtzuerhalten.
Speichern und abschließen
Sobald alle Matrizenparameter sorgfältig eingegeben wurden, ist es an der Zeit, die Einrichtung durch Klicken auf „Ende“ abzuschließen, um die Matrizenkonfiguration zu speichern. Dieser Schritt ist entscheidend, da sichergestellt wird, dass alle spezifischen Einstellungen – wie Schlitzbreite, Schlitzwinkel und Matrizenwiderstand – sicher im DELEM DA53T-System gespeichert sind. Durch das Speichern der Matrizenkonfiguration entsteht eine zuverlässige Referenz für zukünftige Arbeiten, wodurch das Risiko von Fehlern bei nachfolgenden Biegungen minimiert wird. Bevor Sie auf „Ende“ klicken, nehmen Sie sich einen Moment Zeit, um jeden Parameter noch einmal zu überprüfen und dessen Richtigkeit zu bestätigen. Der Abschluss dieses Prozesses optimiert nicht nur Ihren Arbeitsablauf, sondern erhöht auch die Gesamteffizienz und Qualität Ihrer Produktionsaufgaben.

Abschließen der Werkzeugeinrichtung
Nachdem sowohl die Stempel als auch die Matrizen im DELEM DA53T-Controller konfiguriert wurden, ist die Werkzeugeinrichtung abgeschlossen. Es ist wichtig, alle eingegebenen Werte nochmals zu überprüfen, um Fehler während des Biegevorgangs zu vermeiden. Eine genaue Werkzeugeinrichtung spielt eine entscheidende Rolle, um hochwertige Biegungen auf Ihrer Abkantpresse zu erzielen.
Sobald die Konfiguration abgeschlossen ist, können Sie eine Testbiegung durchführen, um zu überprüfen, ob die neu hinzugefügten Formen wie vorgesehen funktionieren und alles ordnungsgemäß funktioniert.
Fazit
Das Hinzufügen neuer Formen zum DELEM DA53T-Controller ist ein einfacher Prozess, der sorgfältige Aufmerksamkeit für Details erfordert. Wenn Sie dieser Schritt-für-Schritt-Anleitung folgen, können Sie neue Stempel und Matrizen effizient und genau konfigurieren, wodurch eine reibungslose Werkzeugeinrichtung für Ihre Abkantpresse ermöglicht wird. Ob Sie Werkzeuge für ein neues Projekt vorbereiten oder die Maschine für eine bestimmte Aufgabe anpassen – die Kenntnis darüber, wie Formen effektiv konfiguriert werden, ist entscheidend, um die Maschinenleistung zu optimieren und qualitativ hochwertige Biegungen sicherzustellen.
Die Einbindung eines ordnungsgemäßen Werkzeugs in Ihren Arbeitsprozess erhöht die Effizienz der Pressbremsvorgänge und hilft Ihrem Team, immer hochpräzise Teile zu produzieren. Verwenden Sie diesen Leitfaden, wenn Sie neue Formen hinzufügen müssen, und Sie werden auf dem besten Weg sein, die Einrichtung von Pressbremswerkzeugen mit dem DELEM DA53T-Steuergerät zu beherrschen.

