















































Analyse der Kernfunktionen des DELEM DA-58T im Einstellungsmodus
Inhaltsverzeichnis
1. Vorwort
2. Allgemeine Einstellungen
3. Material-Einstellungen
4. Funktionen zum Sichern und Wiederherstellen von Daten
○ Sicherung der Produkt-Daten
○ Wiederherstellung der Produkt-Daten
○ Sicherung der Werkzeug-Daten
○ Wiederherstellung der Werkzeug-Daten
○ Sicherung und Wiederherstellung von Tabellen und Einstellungen
○ Verzeichnisnavigation
5. Programmeinstellungen
6. Standard- und Berechnungseinstellungen
○ Grundlegende Standardwertkonfiguration
○ Einstellungen der zentralen Berechnungsparameter
7. Produktions-Einstellungen
8. Zeit- und Netzwerkeinstellungen
○ Produktionszeitberechnung
○ Grundlegende Zeiteinstellungen
○ Netzwerkkonfiguration (nur verfügbar nach Installation der Netzwerkoption)
9. Häufig gestellte Fragen (FAQ)
○ Wie optimiert man die Leistung einer Abkantpresse mithilfe des Einstellungsmodus DELEM DA-58T?
○ Wie legt man Längenbegrenzungen im Einstellungsmodus DELEM DA-58T fest?
10. Schlussfolgerung
Dieser Artikel bietet eine eingehende Analyse der funktionalen Merkmale des Einstellungsmodus des Abkantpresse-Steuerungssystems DELEM DA-58T und erläutert dessen zentrale Konfigurationsattribute sowie die Art und Weise, in der diese Einstellungen zur Verbesserung der Betriebseffizienz und Verarbeitungsgenauigkeit von Abkantpressen beitragen können. Ob Sie die Geräteleistung optimieren oder die Betriebsabläufe an die konkreten Anforderungen der Metallverarbeitung anpassen möchten – die Beherrschung der verschiedenen Funktionen dieses Einstellungsmodus ist entscheidend. Dieser Artikel interpretiert die Kernpunkte des Einstellungsmodus DELEM DA-58T klar und prägnant und hilft Ihnen dabei, das Anwendungspotenzial des Geräts vollständig auszuschöpfen.
Vorwort

Das DELEM-DA-58T-Steuerungssystem kann durch Anklicken der Navigations-Schaltfläche „Einstellungen“ auf dem Bedienfeld des Geräts in den Einstellungsmodus geschaltet werden. Als zentrale Konfigurationsplattform ermöglicht dieser Modus die einheitliche Festlegung von Standardwerten sowie verschiedener exklusiver Einschränkungsparameter, die für die Produktprogrammierung erforderlich sind, und stellt somit einen zentralen Zugangspunkt für die individuelle Inbetriebnahme von Abkantpressen dar.
Alle Parameter im Einstellungsmodus sind funktionsbezogen in verschiedene Registerkarten unterteilt und unterstützen das horizontale Wischen zum Wechseln. Der Benutzer muss lediglich auf die entsprechende Registerkarte und das gewünschte Parameterfeld klicken, um die jeweiligen Werte anzupassen. Die Bedienlogik ist einfach und intuitiv verständlich, wodurch die Hürde für die Parameterkonfiguration erheblich gesenkt wird.
Allgemeine Einstellungen
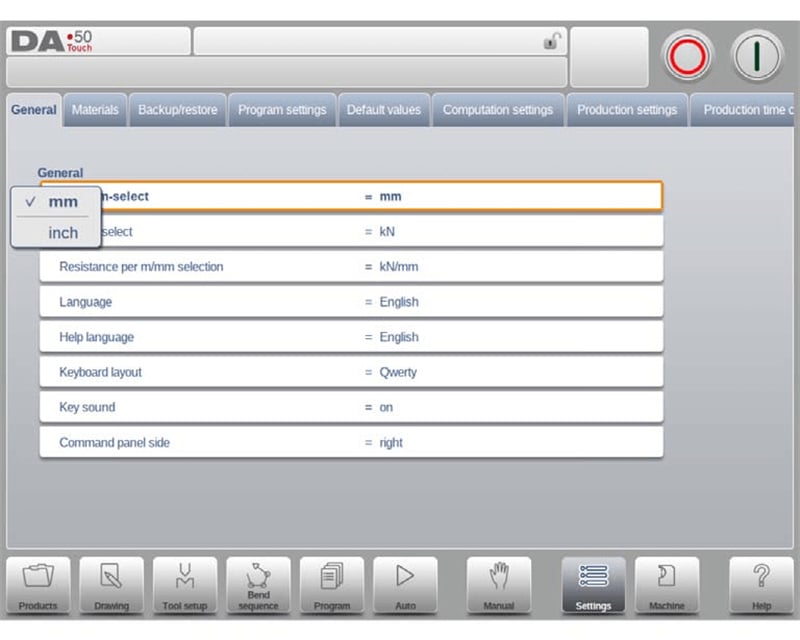
Das Modul Allgemeine Einstellungen der DELEM DA-58T ermöglicht es den Benutzern, die grundlegenden Betriebsparameter der Anlage individuell anzupassen, darunter die Einheitenauswahl (Zoll/mm, Tonnen/kN), die Sprache der Bedienoberfläche, das Tastaturlayout sowie den Tastenton des Eingabepanels. Die visuelle Bedienoberfläche erleichtert die Auswahl verschiedener Einstellungen, passt sich vollständig den Bedienungsgewohnheiten unterschiedlicher Benutzer an und schafft so ein personalisiertes Benutzererlebnis.
Schnittstellensprache
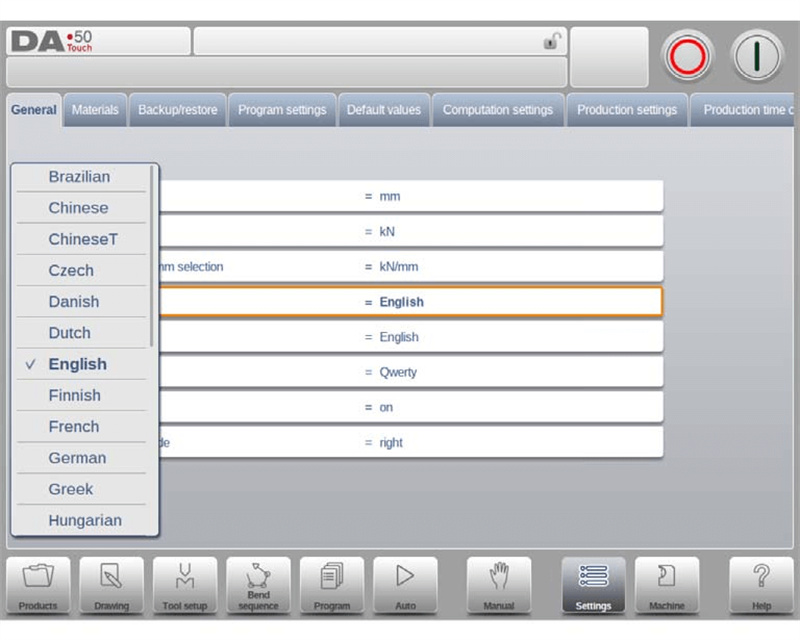
Die Anzeigesprache der Bedienoberfläche kann direkt aus der Systemliste ausgewählt werden. Die Liste enthält mehr Sprachvarianten, als anfänglich angezeigt werden. Durch Hoch- und Herunterscrollen der Liste können alle verfügbaren Sprachen eingesehen und mit einem einzigen Klick die Sprache gewechselt werden. Beachten Sie: Wird eine Sprache mit speziellen, nicht standardmäßigen alphanumerischen Zeichen ausgewählt, startet das Steuerungssystem automatisch neu, um die Konfiguration abzuschließen.
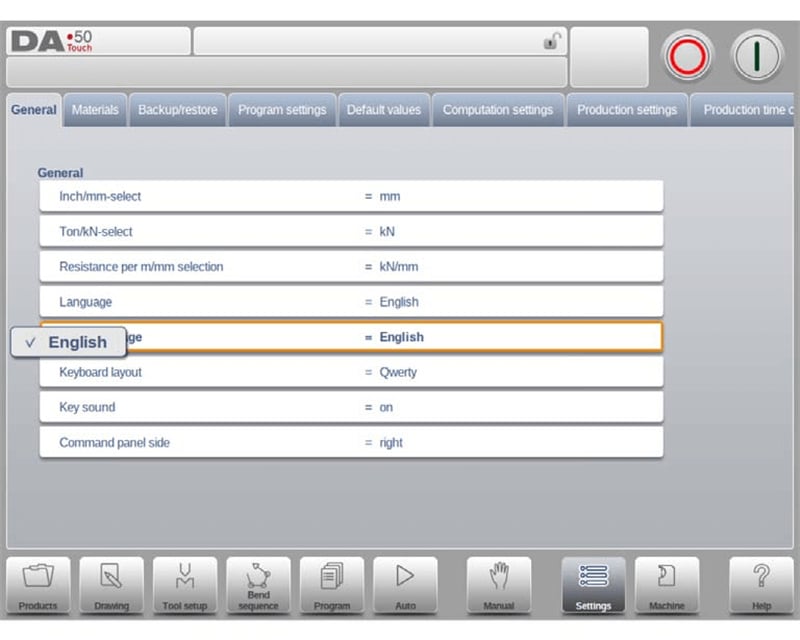
Sprache der Hilfedokumentation
Die Standardsprache für die Anzeige der Online-Hilfefunktion entspricht der Sprache der Bedienoberfläche. Falls für die ausgewählte Sprache kein entsprechendes Online-Hilfedokument verfügbar ist, wechselt das System automatisch zur englischen Anzeige. Wenn der Benutzer die Option „Hilfesprache“ auswählt, erscheint auf der Schnittstelle die erweiterte Funktion „Hilfesprache hinzufügen“. Über diese Funktion können neue Sprachpakete für die Hilfedokumente im Steuerungssystem installiert werden. Stellen Sie vor der Installation sicher, dass die erforderlichen Sprachpakete auf der lokalen Festplatte des Geräts, auf einem USB-Stick oder in einem zugänglichen Netzwerkpfad gespeichert sind; das System erkennt diese dann automatisch und führt die Installation durch.
Tastaturbelegung
Das System unterstützt den Wechsel zwischen drei Tastaturlayouts: QWERTY, QWERTZ und AZERTY. Die Standardkonfiguration ist das QWERTY-Layout, das an die Eingabegewohnheiten von Nutzern in verschiedenen Regionen angepasst ist.
Tastenton
Der Tastenton des Eingabefelds kann frei ein- oder ausgeschaltet werden. Das System aktiviert den Ton standardmäßig, was es für die Benutzer bequem macht, die Eingabe von Bedienanweisungen zu bestätigen.
Position des Befehlsfelds
Das Bedienbefehlsfeld kann so umgeschaltet werden, dass es auf der linken Bildschirmseite angezeigt wird; das System zeigt es standardmäßig auf der rechten Seite an. Die Benutzer können die Position entsprechend ihren Bedienungsgewohnheiten anpassen.
Material-Einstellungen
Im Reiter „Material-Einstellungen“ unterstützt der DELEM DA-58T im Einstellungsmodus die Parameterprogrammierung von bis zu 99 Verarbeitungsmaterialien; jedes Material kann unabhängig mit zentralen physikalischen Eigenschaften wie Zugfestigkeit und Elastizitätsmodul konfiguriert werden. Diese Funktion ermöglicht eine fein abgestimmte Verarbeitungsanpassung an unterschiedliche Materialien, stellt sicher, dass der Biegevorgang optimal an die Materialeigenschaften angepasst ist, und verbessert so die Bearbeitungsgenauigkeit.
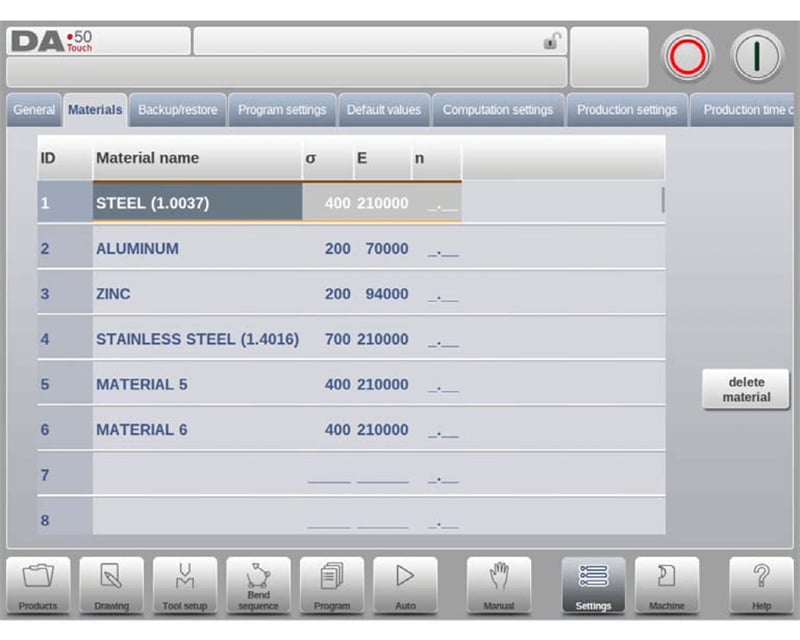
Das System konfiguriert drei zentrale, einsehbare und bearbeitbare Attribute für jedes Material: Materialbezeichnung, Zugfestigkeit und Elastizitätsmodul. Die Materialbezeichnung wird direkt auf der Programmierschnittstelle angezeigt; sie darf maximal 25 Zeichen lang sein und muss mit einem Buchstaben beginnen. Zugfestigkeit und Elastizitätsmodul stehen in direktem Zusammenhang mit den physikalischen Verarbeitungseigenschaften des Materials und bilden wichtige Grundlagen für die Berechnung der Parameter des Biegeprozesses.
Die Materialliste ist standardmäßig nach der Materialnummer (ID) in der ersten Spalte sortiert. Benutzer können auf den Spaltentitel eines beliebigen Attributs klicken, um die Liste nach diesem Attribut neu zu sortieren. Um die Parameter eines bestehenden Materials zu ändern, wählen Sie einfach die entsprechende Materialzeile aus und passen die Werte an; um ein Material zu löschen, wählen Sie die Zielzeile aus und klicken Sie auf „Material löschen“; um ein neues Material hinzuzufügen, wählen Sie die leere Zeile in der Liste aus und geben Sie direkt die Werte für jedes Attribut ein, um die Konfiguration abzuschließen.
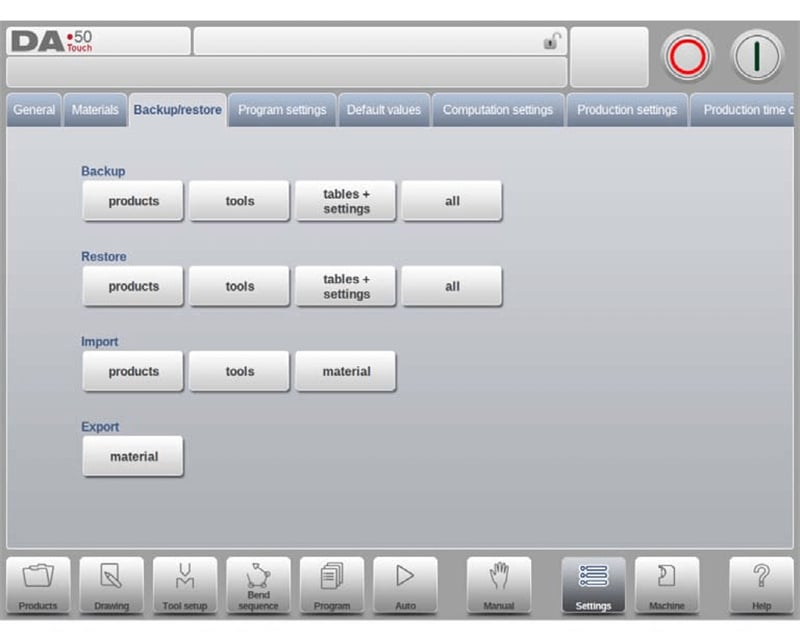
Funktion zum Sichern und Wiederherstellen von Daten
Der DELEM DA-58T-Einstellungsmodus verfügt über eine umfassende Sicherungs- und Wiederherstellungsfunktion, mit der eine vollständige Datensicherung und -wiederherstellung für Produktprogramme, Werkzeugparameter, Systemeinstellungen sowie verschiedene Konfigurationstabellen durchgeführt werden kann. Er gewährleistet nicht nur die Sicherheit der Produktionsdaten, sondern ermöglicht zudem eine nahtlose Datenmigration zwischen verschiedenen Steuerungssystemen. Für Produkt- oder Werkzeugdaten älterer Steuerungssysteme bietet dieser Modus zudem eine integrierte Importfunktion, um eine schnelle Integration historischer Daten zu ermöglichen.
Die Abläufe für die Sicherung und Wiederherstellung von Produkt- und Tool-Daten sind stark standardisiert. Unabhängig davon, ob die Datenübertragung über das Netzwerk oder über einen USB-Stick erfolgt, werden einheitliche, standardisierte Arbeitsschritte angewendet, wodurch der Bedienungsaufwand für den Anwender reduziert wird. Das Sicherungsverzeichnis besteht aus einem ausgewählten Speichergerät (USB-Stick, Netzwerkspeicher usw.) und einem benutzerdefinierten Verzeichnis. Der Anwender kann nach eigenem Bedarf ein eigenes Sicherungsverzeichnis erstellen und auswählen. Zudem können die Sicherungspfade für Produkt- und Tool-Daten unabhängig voneinander festgelegt werden, um eine kategorisierte Verwaltung der Daten zu ermöglichen.
Sicherung von Produktdaten
Wählen Sie im Bereich „Sicherung“ des Tabs „Sicherung/Wiederherstellung“ die Option „Produkte“, um den Datenträger-Sicherungsvorgang für Produktprogramme zu starten. Nach Abschluss der Einrichtung des anfänglichen Sicherungsverzeichnisses wechselt das System automatisch in die Benutzeroberfläche für die Produktsicherung. Die konkreten Arbeitsschritte lauten wie folgt:
1. Produkte anzeigen: Alle Produktprogramme im ausgewählten Verzeichnis können in der Sicherungsoberfläche angezeigt werden, und die grundlegenden Funktionen, die mit dem Produktmodus übereinstimmen, können zum Durchsuchen und Auffinden der zu sichernden Produktprogramme genutzt werden;
2. Pfade überprüfen: Am oberen Rand der Oberfläche werden der aktuelle Quellpfad der Produktprogramme und der angegebene Speicherpfad für die Sicherung in Echtzeit angezeigt. Bestätigen Sie vor der Ausführung, dass die Pfade korrekt sind;
3. Produkte auswählen: Klicken Sie auf das Produktprogramm in der Liste, um es als zu sicherndes Programm zu markieren; das System zeigt ein Sicherungskennzeichen an, um die Auswahl zu bestätigen; falls bereits ein Produktprogramm mit demselben Namen im Sicherungspfad vorhanden ist, wird eine Meldung eingeblendet, in der der Benutzer entscheiden kann, ob das vorhandene Programm überschrieben werden soll;
4. Batch-Sicherung: Klicken Sie auf die Schaltfläche „Alle“, um alle Produktprogramme in der Liste gleichzeitig zu sichern und so die Sicherungseffizienz zu steigern;
5. Quellverzeichnis ändern: Falls Sie das Quellverzeichnis der zu sichernden Produktprogramme anpassen müssen, klicken Sie auf die Option „Quellverzeichnis“ und wählen mithilfe des Verzeichnisbrowsers einen neuen Quellpfad aus;
6. Sicherungsverzeichnis ändern: Klicken Sie auf die Option „Sicherungsverzeichnis“, um zu einem neuen Speicherort zu navigieren, und wählen Sie diesen als Zielverzeichnis für die Sicherung.
Wiederherstellung von Produktdaten
Wählen Sie im Wiederherstellungsbereich der Registerkarte „Sichern/Wiederherstellen“ die Option „Produkte“, um die Produktprogramme von der Festplatte im Steuerungssystem wiederherzustellen.

Nach Abschluss der Einstellung des anfänglichen Wiederherstellungsverzeichnisses gelangen Sie in die Benutzeroberfläche für die Produktwiederherstellung. Die Vorgangsschritte lauten wie folgt:
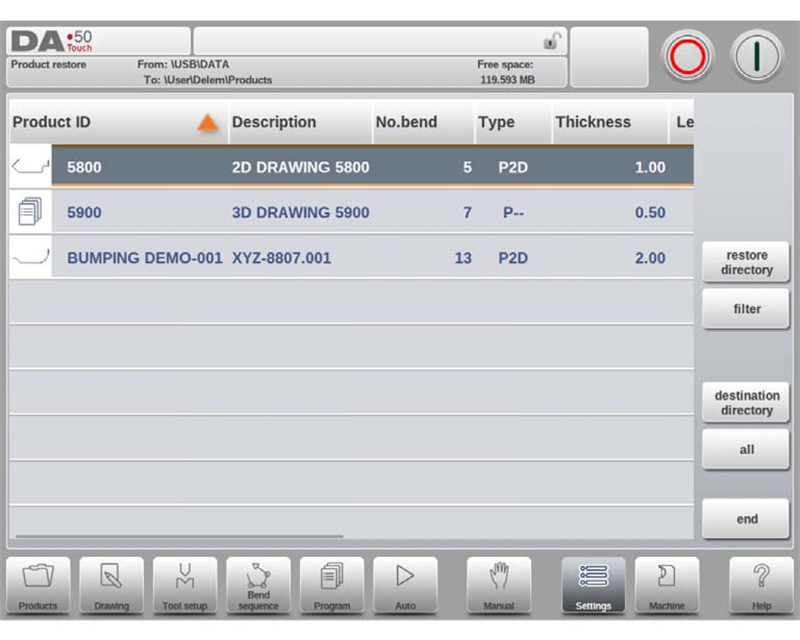
1. Zugriff auf die Wiederherstellungsoberfläche: Zeigen Sie alle Produktprogramme im ausgewählten Wiederherstellungsverzeichnis an;
2. Ansicht anpassen: Finden Sie mithilfe der Ansichtsanpassungsfunktion schnell die wiederherzustellenden Produktprogramme;
3. Pfade überprüfen: Bestätigen Sie den Quellpfad der wiederherzustellenden Produktprogramme sowie den Ziel-Speicherpfad auf dem Gerät;
4. Produkte auswählen: Klicken Sie auf das Zielproduktprogramm, um es für die Wiederherstellung zu markieren;
5. Doppelt vorhandene Dateien behandeln: Falls ein Produktprogramm mit demselben Namen auf dem Gerät vorhanden ist, fordert das System den Benutzer auf, zu entscheiden, ob es ersetzt werden soll;
6. Quellverzeichnis ändern: Navigieren Sie bei Bedarf zu einem neuen Quellverzeichnis für die wiederherzustellenden Produktprogramme;
7. Zielverzeichnis festlegen: Wählen Sie das Speicherverzeichnis für die wiederhergestellten Produktprogramme auf dem Gerät.
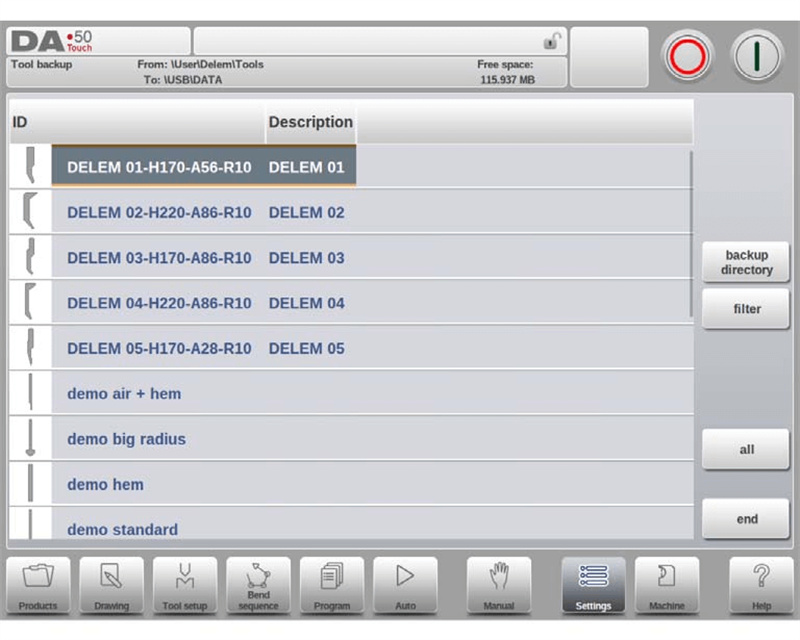
Sicherung von Werkzeugdaten
Wählen Sie im Bereich „Sicherung“ der Registerkarte „Sicherung/Wiederherstellung“ die Option „Werkzeuge“, um den Datenträgersicherungsprozess für Werkzeugparameter zu starten. Nach Abschluss der Festlegung des anfänglichen Sicherungsverzeichnisses wird die Benutzeroberfläche für die Werkzeugsicherung geöffnet.
Verschiedene Werkzeugparameter wie Stanzwerkzeuge, Matrizen und Umformwerkzeuge für Maschinen im Steuerungssystem können einheitlich gesichert werden. Der Ablauf ist identisch mit dem der Produktdatensicherung und ermöglicht so eine Vereinheitlichung der Bedienlogik.
Wiederherstellung von Werkzeugdaten
Der Wiederherstellungsprozess für Werkzeugparameter ist identisch mit dem für die Wiederherstellung von Produktdaten. Benutzer können die Wiederherstellung der Werkzeugdaten gemäß standardisierter Schritte durchführen und so die Verarbeitungskonfigurationsparameter der Werkzeuge schnell wiederherstellen.
Sicherung und Wiederherstellung von Tabellen und Einstellungen
Die Registerkarte „Sicherung/Wiederherstellung“ verfügt über exklusive Sicherungs- und Wiederherstellungsfunktionen für benutzerdefinierte Systemeinstellungen sowie verschiedene Konfigurationstabellen; der Ablauf entspricht dem der Sicherung und Wiederherstellung von Produkten und Werkzeugen. Das System bietet zudem die Schnellfunktion „Alle“. Nach einem Klick wird automatisch nacheinander eine vollständige Sicherung oder Wiederherstellung von Produkten, Werkzeugen, Tabellen und Systemeinstellungen durchgeführt, wodurch die Effizienz von Batch-Vorgängen erheblich gesteigert wird.
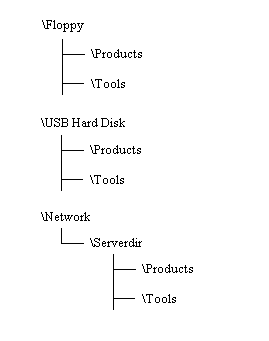
Verzeichnisnavigation
Nach einem Klick auf „Sicherungsverzeichnis“ öffnet das System ein Listenfenster mit den verfügbaren Sicherungsverzeichnissen. Um die Navigation und Verwaltung der Verzeichnisse zu vereinfachen, sind die konkreten Schritte wie folgt:
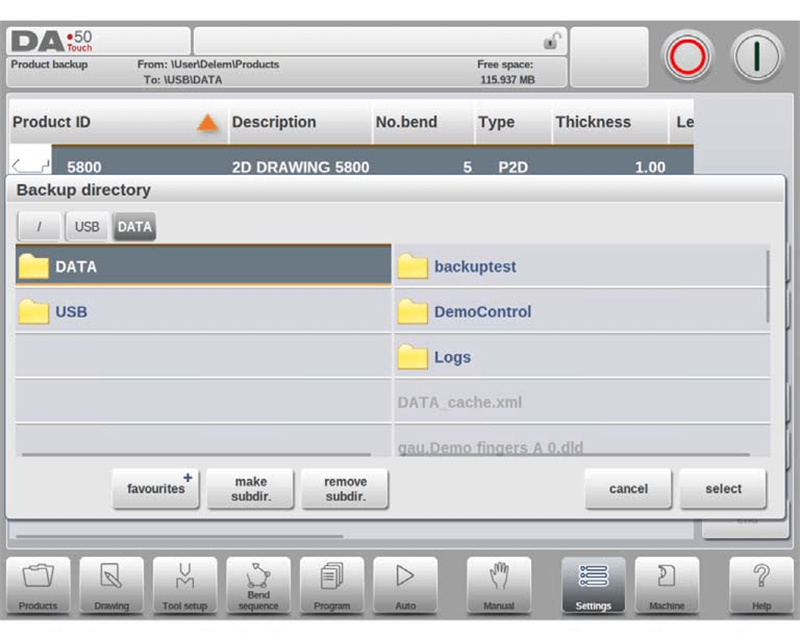
1. Verzeichnisnavigation: Klicken Sie auf das Punkt-Symbol, um ein Unterverzeichnis zu betreten, klicken Sie auf das Symbol für das übergeordnete Verzeichnis, um zum übergeordneten Verzeichnis zurückzukehren, und klicken Sie auf „Auswählen“, um das aktuelle Arbeitsverzeichnis zu bestätigen;
2. Geräteumschaltung: Klicken Sie wiederholt auf das Symbol für das übergeordnete Verzeichnis, bis Sie das Stammverzeichnis erreichen; wählen Sie anschließend erneut das Speichergerät sowie das entsprechende Unterverzeichnis aus;
3. Netzwerkzugriff: Falls das Gerät mit einem Netzwerk verbunden ist, wählen Sie zunächst die Option „Netzwerk“ aus, dann das gewünschte Netzlaufwerk; die nachfolgenden Navigationsvorgänge entsprechen denen bei lokalen Speichergeräten;
4. Verwaltung von Unterverzeichnissen: Klicken Sie auf „Unterverzeichnis erstellen“, um ein eigenes Speicherverzeichnis anzulegen, und klicken Sie auf „Unterverzeichnis löschen“, um nicht mehr benötigte Verzeichnisse zu bereinigen; nach dem Betreten eines beliebigen Unterverzeichnisses klicken Sie auf „Auswählen“, um die Verzeichnisbestätigung abzuschließen.
Programmeinstellungen
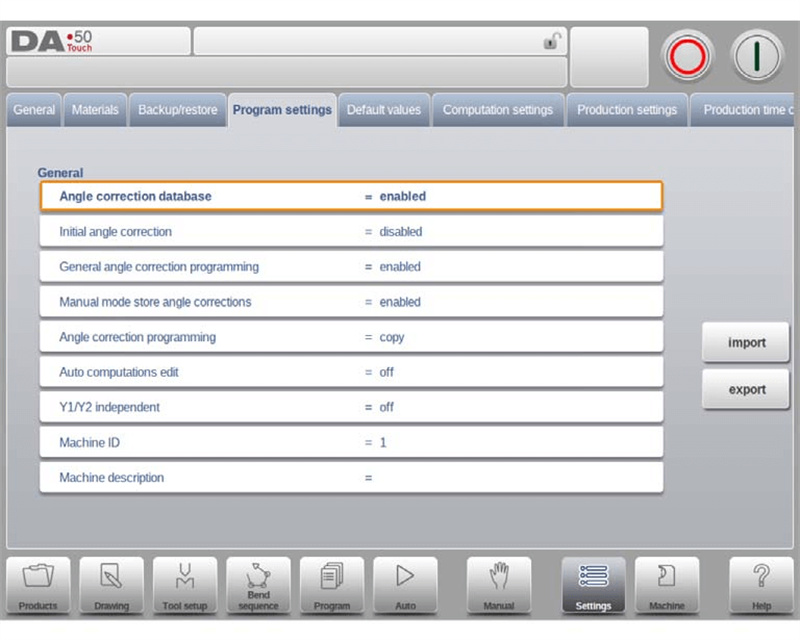
Die Winkelkorrektur-Datenbank ist eine der Kernfunktionen des DELEM DA-58T im Einstellungsmodus. Diese Datenbank kann die während der Produktion eingegebenen Winkelkorrekturparameter in Echtzeit speichern, um die Konsistenz der Bearbeitungsgenauigkeit für verschiedene Materialien und verschiedene Biegearten sicherzustellen, und stellt eine entscheidende Konfiguration dar, um die Bearbeitungsgenauigkeit bei der Produktprogrammierung zu gewährleisten. Um die Rolle der Winkelkorrektur-Datenbank voll auszuschöpfen und die Betriebseffizienz des Einstellungsmodus zu optimieren, sind folgende konkrete Konfigurationspunkte zu beachten:
Winkelkorrektur-Datenbank
1. Datenbank aktivieren: Nach Aktivierung dieses Parameters speichert die Datenbank automatisch die im Produktionsmodus (Automatikmodus) eingegebenen Winkelkorrekturwerte; während der Produktion ruft das System automatisch ab, ob für ähnliche Biegungen bereits Korrekturparameter in der Datenbank vorhanden sind, übernimmt diese direkt, falls vorhanden, oder generiert ansonsten adaptive Korrekturwerte mithilfe des Interpolationsalgorithmus;
2. Regeln für die Übereinstimmung der Biegeattribute: Das System vergleicht mehrere Kernattribute des Biegevorgangs, darunter Materialeigenschaften, Blechdicke, Stanzöffnungsgröße, Matrizenradius, Stempelradius und Biegewinkel. Die ersten fünf Attribute müssen vollständig übereinstimmen; die Korrekturwerte für den Biegewinkel werden entsprechend der Ähnlichkeit abgerufen oder interpoliert;
3. Erste Winkelkorrektur: Dieser Parameter ist ein eigenständiges Programmierfeld, das nur im Automatikmodus angezeigt wird und sich zur Feinkorrektur kleiner Winkel eignet. Sein Wert wird mit dem visualisierten Korrekturwert überlagert, um den endgültigen Gesamtwinkelkorrekturwert zu bilden;
4. Allgemeine Winkelkorrekturprogrammierung: Dieser Korrekturparameter gilt für alle Biegeprozesse innerhalb eines Programms, wird nicht für einen bestimmten Biegewinkel festgelegt und die zugehörigen Werte werden nicht in der Winkelkorrekturdatenbank gespeichert;
5. Speicherung der Korrekturwerte im manuellen Modus: Nach Aktivierung dieser Funktion werden die im manuellen Modus erzeugten Winkelkorrekturwerte gespeichert, um Daten für die anschließende Produktprogrammierung bereitzustellen;
6. Methoden zur Winkelkorrektur-Programmierung: Bei der Anpassung der Winkelkorrekturwerte können Sie wählen, die ursprünglichen Werte zu kopieren, die Differenzwerte beizubehalten oder die beiden Kernparameter Cα1 und Cα2 unabhängig voneinander anzupassen, um unterschiedlichen Anforderungen an die Verarbeitungskorrektur gerecht zu werden.
Automatische Berechnungen bearbeiten
Bei Änderung des Materialtyps, der Blechdicke, der Verarbeitungslänge oder der Konfiguration von Stempel bzw. Matrize berechnet das System automatisch die zentralen Verarbeitungsindikatoren – wie Biegekraft, Entlastungsstrecke und Parameter der Kröpfvorrichtung – entsprechend spezifischer Szenarien (z. B. Biegemethode), ohne dass eine manuelle Berechnung erforderlich ist, und steigert so die Programmier-Effizienz.
Unabhängige Y1-Y2-Programmierung
Es unterstützt die Einstellung der beiden Y-Achsen in den unabhängigen Programmiermodus oder den integrierten Programmiermodus. Der Anwender kann den adaptiven Programmiermodus entsprechend den Genauigkeitsanforderungen des Biegeprozesses auswählen, um die Achssteuerungsanforderungen komplexer Biegeoperationen zu erfüllen.
Maschinen-ID und Beschreibung
Für jede Abkantpresse kann eine eindeutige Maschinen-ID konfiguriert werden, um das einheitliche Management von Produktionsprogrammen zu erleichtern; gleichzeitig können Maschinenbeschreibungen hinzugefügt werden, um eine schnelle Identifizierung und Klassifizierung der Maschinen in Offline-Programmiersystemen wie JUGAO zu ermöglichen und den Produktionsmanagementprozess zu optimieren.
Standardeinstellungen und Berechnungseinstellungen
Dieses Modul ermöglicht die Konfiguration der grundlegenden Standardwerte für die Biegeoperation, darunter die Öffnungsgröße der Y-Achse, die Pressgeschwindigkeit, die Verweilzeit usw.; gleichzeitig können die zentralen Berechnungsparameter angepasst werden, beispielsweise die Aktivierung der Biegezuschlagtabelle, die Konfiguration der Datenvorbereitung usw., sodass die Produktprogrammierung vollständig an unterschiedliche Fertigungs- und Bearbeitungsanforderungen angepasst werden kann und die Prozessflexibilität erhöht wird.
Konfiguration der grundlegenden Standardwerte
1. Y-Öffnung Standard: Legt den Anfangswert der Öffnung der Y-Achse fest, um grundlegende Achssteuerungsparameter für die Biegeoperation bereitzustellen;
2. Pressgeschwindigkeit: Legt die Anfangspressgeschwindigkeit für das neu erstellte Bearbeitungsprogramm fest;
3. Warten auf Rückzug: Die anfängliche Einstellung der Funktion „Warten auf Rückzug“ im Biegeprogramm ist aktiviert (Ja);
4. Schrittwechselcode: Der Standard-Schrittwechselcode ist UDP;
5. Verzögerungszeit: Die Standard-Wartezeit für den Schrittwechsel der X-Achse beträgt 0;
6. Verweilzeit: Legen Sie die Standard-Verweilzeit für das Biegeprogramm fest, um den Biegeformeffekt sicherzustellen;
7. Vorbiegewinkel: Legen Sie den Standard-Vorbiegewinkel für die grafische Produktprogrammierung fest;
8. Falzöffnung: Die Standard-Falzöffnung für die Balkenposition beträgt 0,0 mm;
9. Abmessungen: Legen Sie den Standard-Basisabmessungsparameter (D1) für die grafische Zeichnung fest.
Einstellungen der Kernberechnungsparameter
1. Aktive Biegezugabentabelle: Es können zwei Berechnungsmodi ausgewählt werden – einer berechnet die Biegezugabe anhand der Standardformel, der andere ruft die Korrekturtabelle zur Berechnung auf (die Tabelle kann direkt bearbeitet werden, sofern sie vorhanden ist). Diese Einstellung ermöglicht die X-Achsen-Präzisionskorrektur infolge der Blechverkürzung;
2. Datenvorbereitung – Biegezuschlag: Es umfasst drei Konfigurationsmodi. Wenn die Korrektur deaktiviert ist, wird der Biegezuschlag nicht in die Programmierberechnung einbezogen; wenn die Korrektur aktiviert ist, wird der Korrekturwert während der Produktion angezeigt und kann bearbeitet werden; diese Einstellung hat keinen Einfluss auf den Post-Processing-Vorgang im Zeichenmodus, und das System berücksichtigt den Biegezuschlag automatisch bei der Erstellung eines CNC-Programms im Zeichenmodus. Wenn die Biegezuschlagtabelle aktiviert ist, können die Tabellenwerte über die Funktion „Tabelle bearbeiten“ in einem neuen Fenster angepasst werden. Wählen Sie während des Betriebs das Bearbeitungsfeld mit der Tab-Taste aus, geben Sie den neuen Wert ein und bestätigen Sie mit der Eingabetaste. Dieses Menü unterstützt nicht das Erstellen neuer Tabellen. Für detaillierte Konfigurationsspezifikationen zum Biegezuschlag siehe bitte das offizielle DELEM-Handbuch. Falls Sie andere Tabellen aufrufen müssen, suchen Sie diese über die Funktion „Tabelle laden“ und importieren Sie sie.
3. Unterstützungskraftfaktor: Der konkrete Wert der Unterstützungskraft kann berechnet werden, indem dieser Faktor mit der Luftbiegekraft multipliziert wird; dies bildet die Grundlage für die Konfiguration des Biegedrucks;
4. Z-Abstand: Dieser Parameter gibt den Abstand von der Fingerkante zur Blechecke an. Falls die Z-Achse am Gerät installiert ist, berechnet das System automatisch die optimale Betriebsposition des Fingers, um die Positioniergenauigkeit zu verbessern.
Produktionseinstellungen
Das Modul „Produktionseinstellungen“ im Einstellungsmodus DELEM DA-58T ist speziell darauf ausgelegt, die Produktionseffizienz zu optimieren und unterstützt die benutzerdefinierte Konfiguration zentraler Parameter wie „Lagerzählmodus“, „Schritt für automatischen Biegeumschaltmodus“ und „Parallelitätsversatz“. Anwender können den Produktionsprozess entsprechend den tatsächlichen Anforderungen des Produktionsbetriebs individuell anpassen, um sowohl die Bearbeitungseffizienz als auch die Präzision zu verbessern.
1. Lagerbestandszählfunktion: Unterstützt zwei Zählmodi – Aufwärtszählen und Abwärtszählen. Beim Abwärtszählen wird die Zählung automatisch bei Wert 0 gestoppt; nach einem Neustart des Geräts wird der Anfangswert wiederhergestellt – dies eignet sich für Produktionsaufgaben mit festem Sollwert; beim Aufwärtszählen kann der Produktionsfortschritt in Echtzeit erfasst werden, was sich für die Fortschrittsverfolgung bei Chargenverarbeitung eignet;
2. Automatischer Biegeprozesswechsel – Schritt: Im deaktivierten Zustand ist eine manuelle Auswahl und Inbetriebnahme der Parameter für den nächsten Prozess erforderlich; im aktivierten Zustand lädt das System automatisch die Parameter für den nächsten Prozess, und nach Drücken der Starttaste führt das Gerät automatisch die Positionierung durch, um einen nahtlosen Wechsel zwischen den Prozessen zu ermöglichen;
3. Parallelitätsversatz: Legt den gesamten Parallelitätsparameter der Y-Achse fest, der unterhalb des Spannpunkts (Y2 + Versatz) wirksam wird, um die Blechparallelität während des Biegevorgangs sicherzustellen;
4. Touchscreen beim Start sperren: Nach Aktivierung dieser Funktion wird der Touchscreen während des Betriebs des Geräts gesperrt, um Fehlbedienungen zu vermeiden, die die Produktion beeinträchtigen könnten;
5. Druckkorrektur: Durch den prozentualen Wert der berechneten Biegekraft wird eine präzise Steuerung des Druckventils ermöglicht, um die unterschiedlichen Biedruckanforderungen verschiedener Materialien zu erfüllen;
6. Klemmkorrektur: Das System berechnet automatisch die Position der Querträger beim Einspannen des Blechs. Um die Einspannwirkung sicherzustellen, kann der berechnete Klemmpunkt über diesen Parameter korrigiert und angepasst werden. Ein positiver Wert verschiebt die Querträgerposition nach unten, ein negativer Wert nach oben;
7. Zwischen-R für X-Bewegung: Festlegen der vorübergehenden Position der R-Achse, um Kollisionen mit dem Gerät während der X-Achsen-Bewegung zu vermeiden; diese Funktion kann nur aktiviert werden, wenn ein Wert ungleich null eingestellt wird;
8. Rückanschlag und X-Position-Sicherheit: Je nach Position der Sicherheitszone passt das System automatisch verschiedene Achsenbewegungsstrategien an:
○ Sowohl die alte als auch die neue Position liegen außerhalb der Sicherheitszone: X-Achse und Z-Achse bewegen sich synchron;
○ Alte Position außerhalb, neue Position innerhalb: Z-Achse bewegt sich zuerst;
○ Alte Position innerhalb, neue Position außerhalb: X-Achse bewegt sich zuerst;
○ Sowohl die alte als auch die neue Position liegen innerhalb der Sicherheitszone: Zuerst wird die X-Achse in die Zwischenposition gefahren, dann die Z-Achse und schließlich wird die X-Achse auf die Zielposition justiert.
Formel zur Definition der Sicherheitszone: SZ = X-sicher + SD (SD ist der von dem Gerätehersteller festgelegte Sicherheitsabstand).
Zeit- und Netzwerkeinstellungen
Die Zeiteinstellungen ermöglichen es den Benutzern, das Anzeigeformat für Datum und Uhrzeit individuell anzupassen, um sicherzustellen, dass die Gerätezeit mit dem Produktionsablaufplan synchronisiert ist; die Netzwerkkonfiguration kann erst nach der Installation der Netzwerkfunktion aktiviert werden, wodurch die Vernetzung des Geräts mit anderen Systemen realisiert und der quersystemübergreifende Austausch von Produktionsdaten ermöglicht wird.
Berechnung der Produktionszeit
Im DELEM-DA-58T-Einstellungsmodus berechnet der Lagerzählmodus (Stock Count Mode) automatisch die Produktionszeit während der Berechnung der Biegefolge, indem er die Achsenpositioniergeschwindigkeit mit der Zeit für die Werkstückhandhabung kombiniert und somit eine datengestützte Grundlage für die Erstellung von Produktionsplänen liefert. Die für manuelle Arbeitsschritte (z. B. das Drehen des Werkstücks) benötigte Zeit hängt unmittelbar von den Abmessungen des Produkts ab: Bei Produkten mit geringer Ausdehnung in Z-Richtung ist die Drehzeit kürzer, während bei Produkten mit großer Ausdehnung in X-Richtung mehr Zeit für den Drehvorgang erforderlich ist.
Das System legt drei Längenschwellenwerte (Grenze 1/2/3) als Einteilungsstandard für die Produktgröße fest. Benutzer können unabhängig voneinander die zeitaufwändigen Parameter für das Drehen von Produkten in den verschiedenen Schwellenintervallen konfigurieren, um die Zeitberechnung stärker an die tatsächliche Produktionssituation anzupassen.
Grundeinstellungen für die Zeit
1. Anzeigezeit: Der Anzeigeinhalt der Titelleiste kann eingestellt werden; es werden drei Modi unterstützt: Datums- und Zeitanzeige, ausschließlich Zeitanzeige oder ausgeblendete Zeit;
2. Zeitformat: Unterstützt den Wechsel zwischen 24-Stunden-Format und 12-Stunden-Format, um unterschiedlichen Gewohnheiten bei der Zeitbetrachtung Rechnung zu tragen;
3. Datumsformat: Unterstützt drei Anzeigeformate: tt-mm-jjjj, mm-tt-jjjj und jjjj-mm-tt, die je nach Bedarf vom Benutzer ausgewählt werden können;
4. Zeitkorrektur: Datum und Uhrzeit des Geräts können direkt angepasst werden; die kalibrierte Zeit wird automatisch synchron in das Windows-Betriebssystem des Geräts übernommen, um eine einheitliche Systemzeit sicherzustellen.
Netzwerkkonfiguration (nur verfügbar nach Installation der Netzwerkoption)
Die Netzwerkfunktion ist ein optionales Modul. Nach der Installation ermöglicht es die Verbindung zwischen dem Gerät und dem lokalen Netzwerk sowie dem Produktionsmanagementsystem und unterstützt die geräteübergreifende Übertragung und gemeinsame Nutzung von Produktionsprogrammen und Bearbeitungsdaten. Für die konkrete Konfiguration beachten Sie bitte das offizielle Gerätehandbuch.
Frequently Asked Questions (FAQ)
Wie lässt sich die Leistung einer Abkantpresse über den Einstellungsmodus DELEM DA-58T optimieren?
Der Schlüssel zur Optimierung der Leistung einer Abkantpresse liegt in der präzisen Konfiguration der tatsächlichen Verarbeitungsabmessungen der Produkte sowie der zeitbasierten Parameter für verschiedene Operationen im Einstellungsmodus DELEM DA-58T; gleichzeitig muss das Gerät genau kalibriert werden, um sicherzustellen, dass alle Parametereinstellungen den Spezifikationen und Anforderungen der Produktion und Bearbeitung entsprechen, sodass die Betriebsparameter des Geräts optimal an die tatsächlichen Produktionsanforderungen angepasst sind.
Wie werden Längenbegrenzungsgrenzen im Einstellungsmodus des DELEM DA-58T festgelegt?
Rufen Sie den Bereich für die Konfiguration der Längengrenzen im Einstellungsmodus auf und geben Sie die konkreten Werte für Grenze 1, Grenze 2 und Grenze 3 ein, um die Einstellung der Längenbegrenzungsgrenzen abzuschließen. Eine sinnvolle Konfiguration der dreistufigen Grenzen stellt sicher, dass Produkte unterschiedlicher Größe mit präzisen, zeitbasierten Parameterwerten für die Umformung abgeglichen werden können, wodurch die Plausibilität der Zeitberechnung und der Produktionsprozesse verbessert wird.
Fazit
Im Allgemeinen ist der Einstellungsmodus des DELEM DA-58T ein zentrales Werkzeug zur Verbesserung der Bedienfunktionen und der Bearbeitungsgenauigkeit von Abkantpressen. Seine umfangreichen Funktionskonfigurationen und hohe Anpassungsfähigkeit ermöglichen eine Optimierung der Produktprogrammierung und der Produktionsabläufe und stellen eine wichtige Voraussetzung für die feinabgestimmte Fertigung mit Abkantpressen dar.
Um die Leistung der Abkantpresse voll auszuschöpfen und die Lebensdauer der Anlage zu verlängern, sind standardisierte Parametereinstellungen und eine regelmäßige Wartung der Ausrüstung unverzichtbar. Die gezielte Nutzung der verschiedenen Funktionen dieses Einstellungsmodus kann die Ausfallzeiten der Anlage effektiv reduzieren und die Produktionseffizienz erheblich steigern. Sollten während des Betriebs Fragen auftreten oder professionelle technische Unterstützung erforderlich sein, können Sie jederzeit das zuständige technische Team kontaktieren; gleichzeitig können Sie sich auch an die entsprechenden Begleitdokumente halten, um weitere praktische Methoden zur Optimierung der Anlage kennenzulernen und den produktionsbezogenen Nutzwert der Abkantpresse weiter zu steigern.

