Grundkenntnisse über Biegeformen
1. Oberes Biegebauwerk
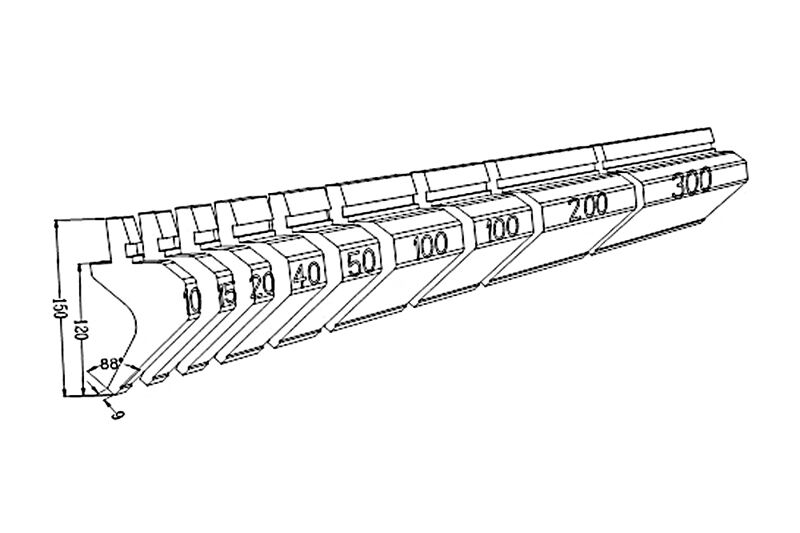
Das obere Bauwerk wird auch als Faltmesser bezeichnet. Es ist in zwei Arten unterteilt: Ganzheitlich und geteilt. Die Länge des ganzheitlichen oberen Bauwerks beträgt 415mm und 835mm. Die Länge des geteilten Typs beträgt 10, 15, 20, 40, 50, 100 (linkes Ohr), 100 (rechtes Ohr), 200, 300 (mm); das geteilte Messer kann zu verschiedenen Biegelängen kombiniert werden.
Das obere Bauwerk ist in vier Arten unterteilt: Gerades Messer, gekrümmtes Messer, Bogenschwert und Spezialmesser.
(1) Arten und Verarbeitungsmerkmale von geraden Messern
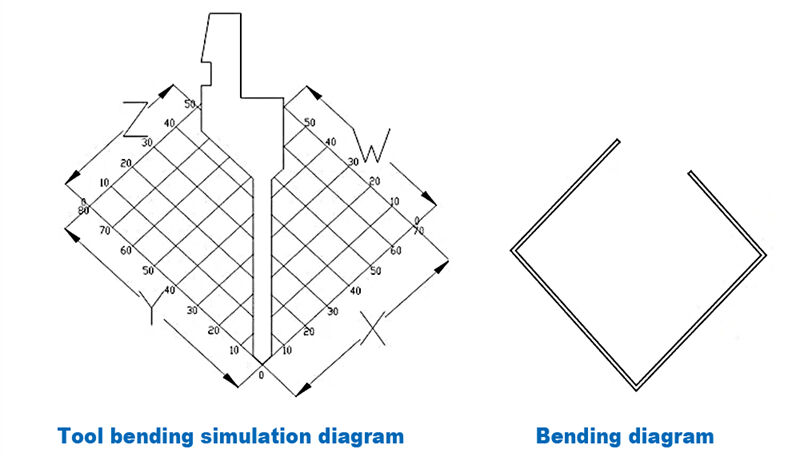
Geeignet für das Biegen symmetrischer Produkte, können die vordere und hintere Richtung vermieden werden. Die Werkzeugdicke beträgt 6 mm, daher kann der Biegschlitz so klein wie 6 mm sein.
Aus dem Werkzeugsimulationsschema für Biegung ist ersichtlich, dass die vordere und hintere Richtung des Werkzeugs vermieden werden kann, aber die Länge von Z und W ist kleiner als die Länge von X und Y. Der Spitzenwinkel dieses Werkzeugs beträgt 88 Grad, und der R-Winkel der Spitze beträgt 0,2. Darüber hinaus werden Werkzeuge mit Spitzenwinkeln von 30 und 45 Grad häufig verwendet.
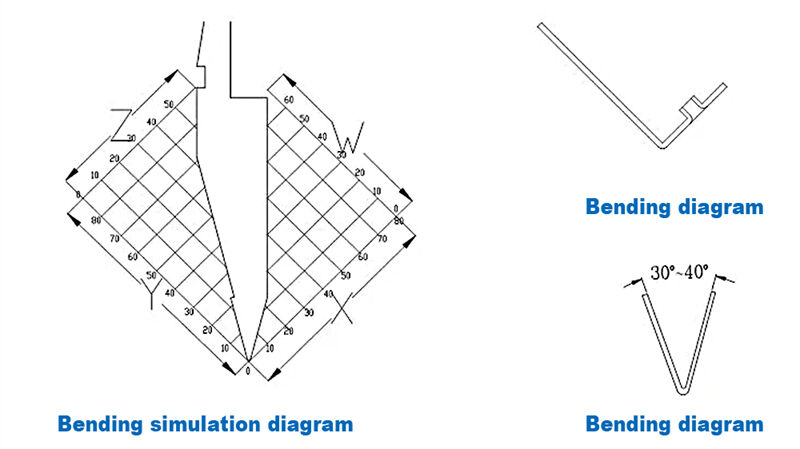
Der Spitzenwinkel beträgt 30 Grad, und der R-Winkel der Spitze beträgt 0,67, sodass der Biegewinkel zwischen 30 und 180 Grad liegen kann. Der kleine Winkel an der Spitze des Werkzeugs kann verwendet werden, um Bohrlöcher oder Nüsse zu vermeiden. Es kann auch als Tief-Einsatzform verwendet werden, und das Werkzeug kann vorn und hinten ausweichen.
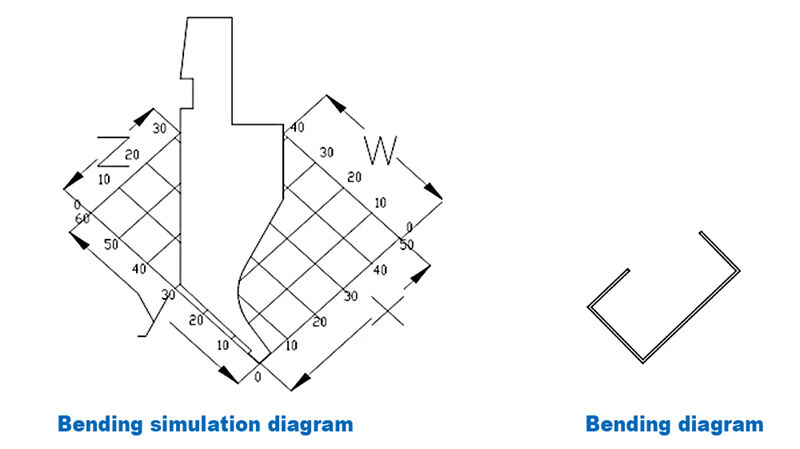
(2) Arten und Verarbeitungsmerkmale von gekrümmten Messern
Während des Biegeprozesses nutzt das Werkzeug hauptsächlich die Vermeidung in Richtung W. Wenn X>15MM, wird die Vermeidungswirkung immer schlechter. Wenn Y>30, ist die Biegebedingung erfüllt, andernfalls wird das Messerrückgrat berührt. Dieses Werkzeug wird allgemein als kleines gebogenes Messer bezeichnet.
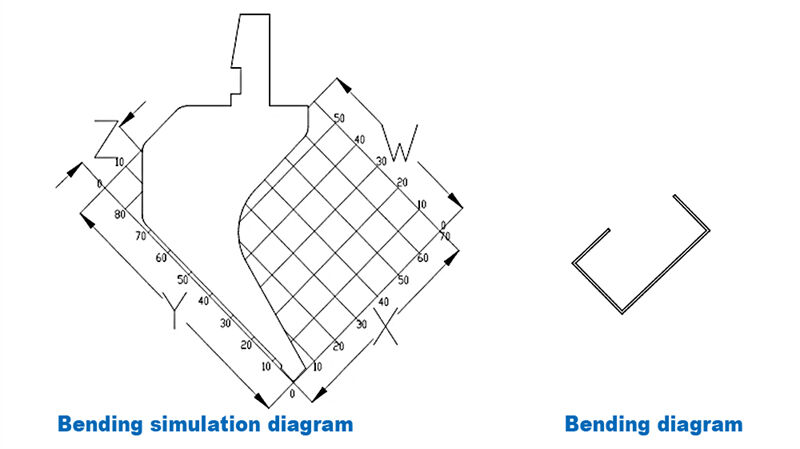
Während des Biegeprozesses nutzt das Werkzeug hauptsächlich die Vermeidung in Richtung W. Wenn X>25MM, wird die Vermeidungswirkung immer schlechter. Wenn Y>75, ist die Biegebedingung erfüllt, andernfalls wird das Messerrückgrat berührt. Dieses Werkzeug wird allgemein als großes gebogenes Messer bezeichnet.
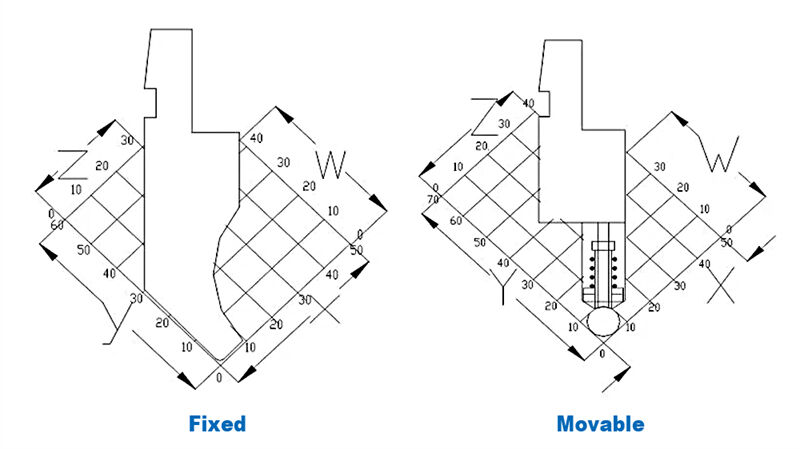
(3) Arten und Bearbeitungsmerkmale von Bogenschneidern
Bogenschneider werden in festen und beweglichen Typen unterteilt. Bogenschneider erfüllen verschiedene Verarbeitungsbedingungen für Bogenbiegung durch den Austausch von Rundstangen. Wenn die X-Dimension eines festen Bogenschneiders >10MM ist, ist seine Vermeidungswirkung dieselbe wie die eines kleinen gekrümmten Schneiders. Das allgemeine Auswahlkriterium für das untere V-förmige Werkzeug ist der Bogenradius plus zwei Plattenstärken.
(4) Arten und Verarbeitungsmerkmale von Spezialwerkzeugen
Die Spezialwerkzeuge des Bremsers umfassen Stufendüsen, Glättungsdüsen und einige speziell geformte obere Biegedüsen.
a: Die vorhandenen Stufendüsen sind in zwei Arten unterteilt: 415mm und 835mm. Die Maßangaben der segmentierten Form entsprechen den Spezifikationen der Werkzeugsegmentierung. Die Biegeform der Formspezifikation wird gebildet. Bei einer dickeren Platte, wie T=2,0, muss jedoch berücksichtigt werden, dass aufgrund der starken Eindrückungen und der Einschränkungen des Werkzeugs selbst eine Bildung schwierig sein wird.

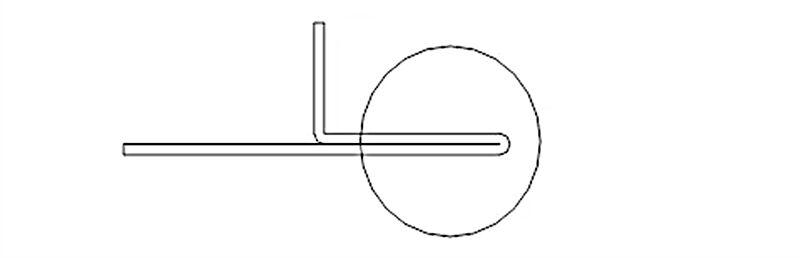
b: Das obere Werkzeug des Auseinanderdruckwerkzeugs ist eine flache Form, und das untere Werkzeug kann durch eine normale Biegeform unten ersetzt werden, aber vermeiden Sie die V-Nut. Es wird hauptsächlich für Bearbeitungsmethoden wie Flachpressen von Kanten und Rivetn von Nuten verwendet.
2. Biegeunterform
Die Unterkante der Falzmaschine umfasst Biegeunterkante, Einfügeunterkante, Auseinanderdruckunterkante usw.
(1) Biegeunterform
Die Auswahl der Biegeunterform der Falzmaschine basiert hauptsächlich auf der Plattenstärke des zu verarbeitenden Produkts. Derzeit ist der Auswahlstandard für Unterkanten bei Yixin Company 6T, der als Maßstab für vor Ort Operationen gilt, es sei denn, es treten besondere Umstände auf. Wenn aufgrund von Bearbeitungsbeschränkungen eine große V- oder kleine V-Nutbearbeitung erforderlich ist, muss der Biegekoeffizient entsprechend angepasst werden.
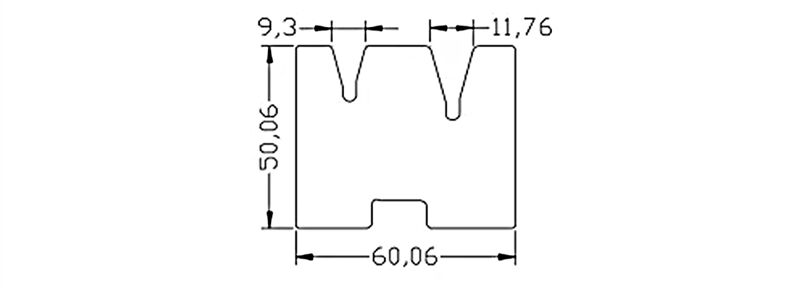
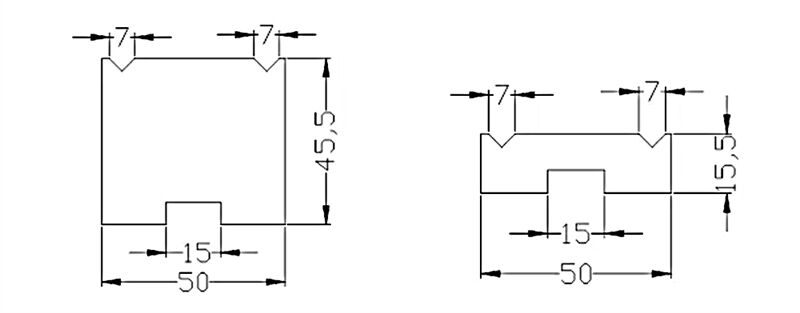
Formanalyse: Die Abbildung zeigt eine Art von unterem Stempel. Die Arten von V-Nuten umfassen hauptsächlich 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V und einige spezielle große V-Nut-Biegetools. Diese Art von Biegeunterstempel wird hauptsächlich in 46 hoch und 26 hoch unterteilt, je nach Höhe.
(2) Einfüge-Tiefen-Unterstempel
Formanalyse: Die Abbildung zeigt einen der Einfüge-Tiefen-Unterstempel. Die Arten von V-Nuten umfassen hauptsächlich 4V, 6V, 8V, 12 und einige spezielle Einfüge-Tiefen-Unterstempel. Es eignet sich für das Biegen und Einfügen jedes Winkels zwischen 30-180 Grad.