















































Типи процесів згинання металу
Техніки гнучки листового металу мають спільну мету — формування металу у потрібні форми, проте їхні принципи роботи значно відрізняються. Володіння цими методами вимагає розуміння ключових факторів, таких як товщина матеріалу, розміри згину, радіус кривини та передбачене застосування — усе це впливає на вибір найбільш підходящого процесу гнучки.
Наведені нижче методи демонструють не лише те, як гнути листовий метал, але й як обрати правильну техніку для досягнення оптимальних результатів. Найпоширеніші методи гнучки листового металу включають:
Гнучка в V-подібній матриці
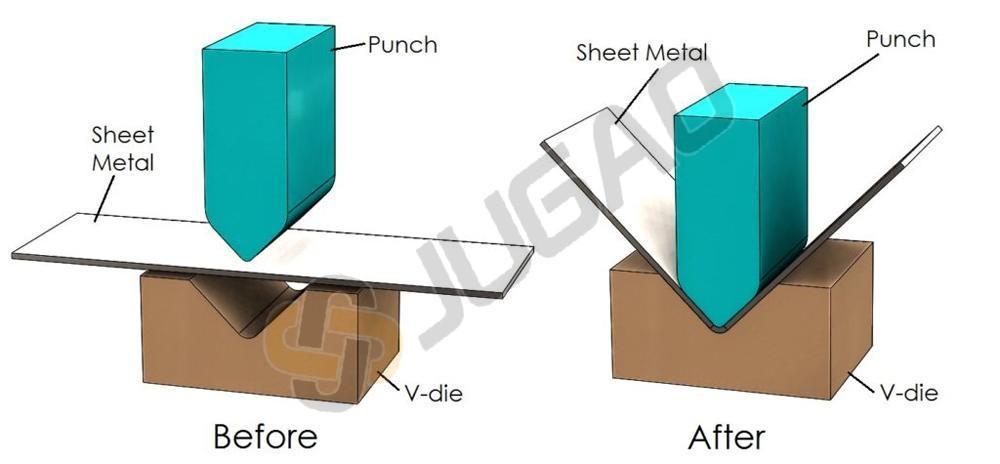
Це найпоширеніший метод гнучки, придатний для більшості проектів із гнучки. Він використовує пуансон та підковоподібну матрицю для формування листового металу під потрібним кутом. Під час процесу пуансон втискує аркуш металу в підковоподіbну матрицю.
Кут згину залежить від глибини, на яку пуансон входить у матрицю. Цей метод є простим і ефективним, оскільки дозволяє виконувати гнуття без переустановки заготовки.
Гнучку підковоподібною матрицею можна поділити на три підтипи:
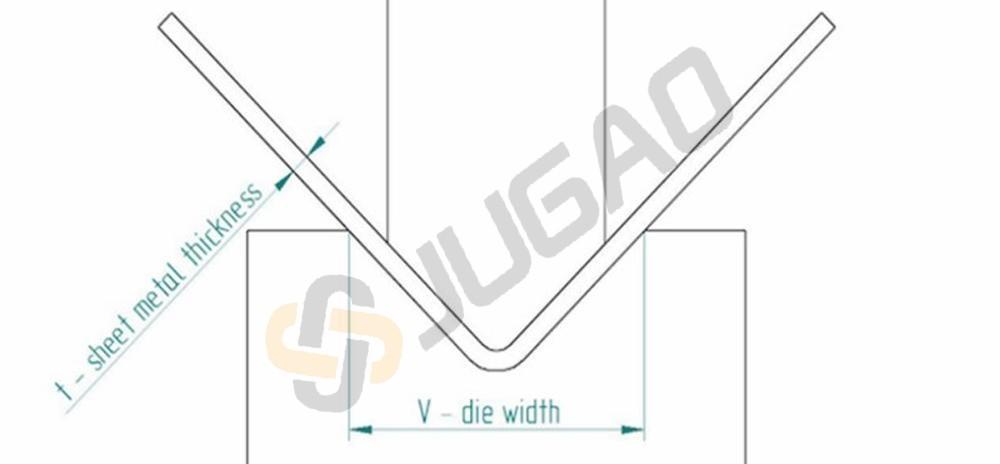
Запресовування
Привалювання схоже на повітряне гнуття, але має ключову відмінність: пуансон повністю втискує лист у матрицю, поки він не контактує повністю з поверхнями матриці. Цей підхід зменшує ризик дефектів, пов’язаних із повітряним гнуттям.
Цей метод вимагає більшої потужності, оскільки потрібно додаткове зусилля для завершення деформації та утримання деталі на місці після формування. Він сумісний із різними конфігураціями підковоподібних матриць.
Гнучення з упором забезпечує високу точність і не потребує точного контролю над зусиллям, що робить його придатним для використання на старих або менш точних гнучильних пресах.
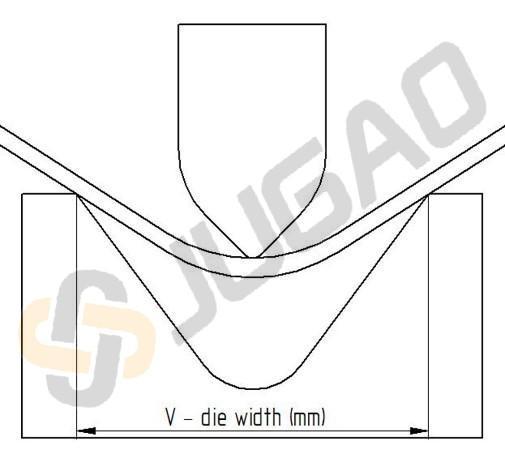
Коінінг
Калібрування полягає у прикладанні великого зусилля до листа металу між пуансоном та матрицею. Це забезпечує дуже точний кут гнучіння з мінімальним пружним поверненням.
Хоча калібрування забезпечує чудову точність, воно вимагає більшого зусилля та має довший час циклу порівняно з іншими методами.
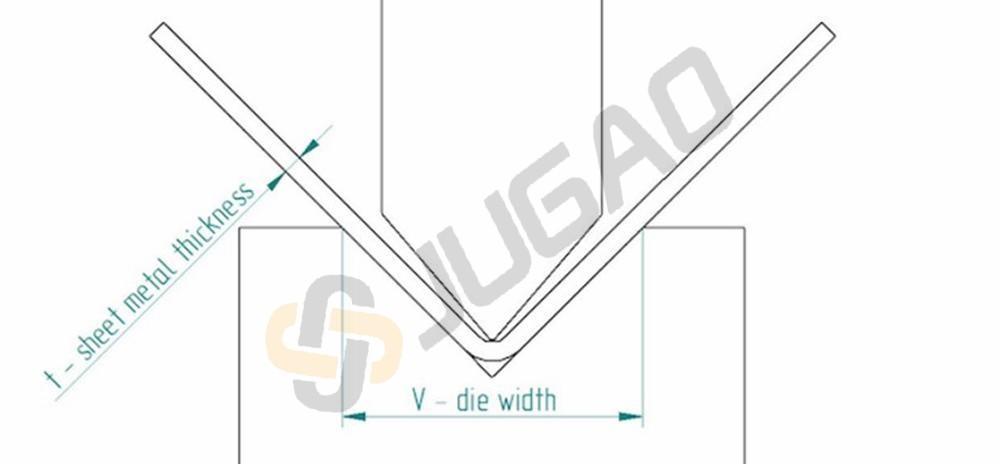
Повітринна гинання
Повітряне гнучіння (або часткове гнучіння) менш точне, ніж гнучіння з упором або калібрування, але широко використовується завдяки простоті та гнучкості оснащення, оскільки не потребує спеціальних матриць.
Помітним недоліком є те, що повітряне гнучіння більш схильне до пружного повернення.
У цьому процесі пуансон прикладає зусилля у двох точках листа над отвором матриці. Оскільки лист не торкається дна матриці, для V-подібного повітряного гнучіння зазвичай використовується гнучильний прес.
(Прес-гальма — це верстат, що використовується при обробці листового металу, який затискає заготовку та прикладає зусилля між пуансоном і матрицею для утворення потрібного згину.)
Гнучкість валу
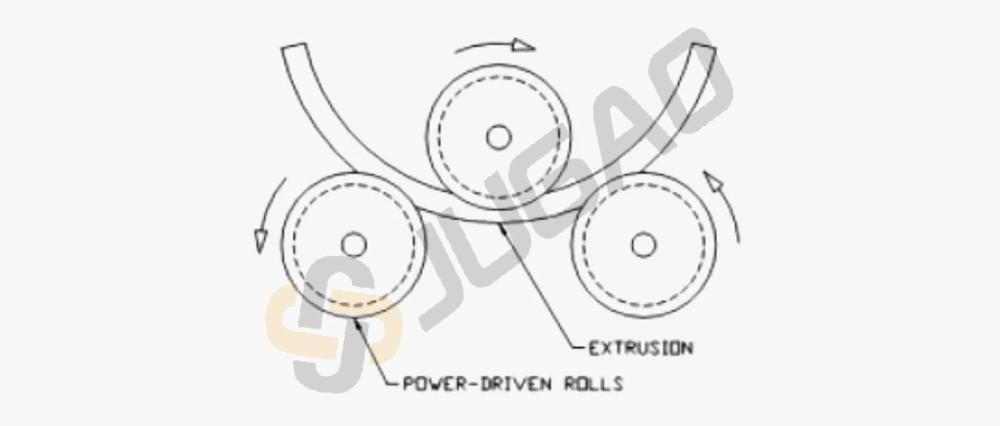
Гнучка валками використовує набір із 2, 3 або 4 валків для формування листового металу в криволінійні форми. Найпоширенішою є пірамідальна схема з трьох валків, де верхній валок регульований, а два нижніх — нерухомі.
Лист подається між верхнім валком і двома нерухомими валками. Під час обертання валки захоплюють лист, тоді як регульований валок створює натиск донизу, щоб досягти потрібної кривини. У системі з чотирма валками додано ще один валок для кращої опори, що робить її ідеальною для важких завдань.
Цей метод використовується переважно для виготовлення циліндричних або конічних форм, таких як труби, газові балони, резервуари, посудини під тиском та труби.
Wipe Bending
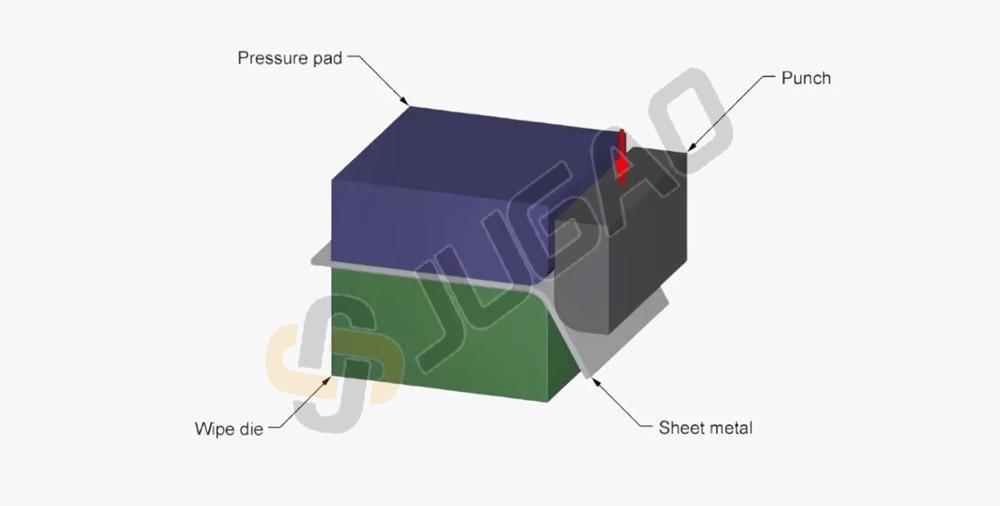
Згинання листового металу з використанням прижимної матриці (або згинання краю) виконується за допомогою прижимної матриці та пуансона. Листовий метал затискається між матрицею та прижимною пластиною, чим відкривається ділянка, яку потрібно зігнути. Потім пуансон рухається вниз, закруглюючи матеріал над краєм матриці, щоб утворити потрібний кут. Цей метод є гарною альтернативою згинанню на прес-ножах для менших фланців.
Ця техніка дозволяє одночасно формувати кілька країв, що підвищує продуктивність. Також вона мінімізує ризик утворення тріщин на поверхні в місцях згину.
Обертальне згинання
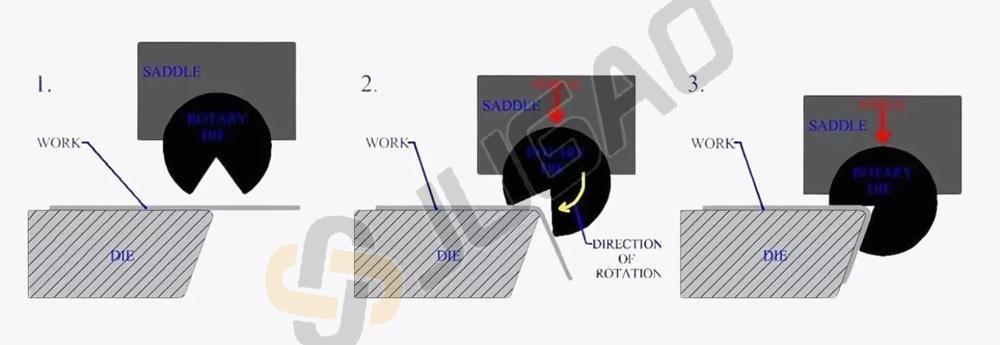
Обертальне гнучення зазвичай використовується для гнучення труб із кривизною від 1° до 180°, але також застосовується до листового металу. Процес включає три основні компоненти: гнучильну матрицю, затискну матрицю та тискову матрицю. Гнучильна та затискна матриці фіксують заготовку, тоді як тискова матриця прикладає дотичне зусилля від вільного кінця до точки відліку згину. Обертові матриці можна регулювати для точного контролю кута та радіуса згину. Для запобігання зминанню всередину труби часто вставляють оправку, однак для суцільних деталей із листового металу це не потрібно.
Цей метод формування підходить для створення згинів на плоских листах і широко використовується у виготовленні труб і фасонних виробів.
Обертальне гнучення забезпечує чудовий контроль, дозволяючи витримувати тісні допуски ±0,5°. Оскільки необхідне зусилля на 50–80 % нижче, ніж у інших методів, значно зменшується ризик поверхневих дефектів, таких як тріщини.

