















































Ключові інсайти з керівництва з експлуатації ESTUN E21
Щоб підвищити ефективність ваших робочих процесів у виготовленні металевих виробів, важливо зрозуміти основи керівництва з експлуатації ESTUN E21. Якщо ви шукаєте професійних порад щодо оптимізації використання цього контролера, ви звернулися за адресою.
У цій статті розкриваються основні положення з Руководства з експлуатації ESTUN E21, наведені практичні поради для оптимізації ваших операційних процесів. Незалежно від того, чи є ви досвідченим оператором, чи тільки починаєте працювати з цією системою, ці рекомендації нададуть вам необхідні знання для підвищення точності та продуктивності у виконанні завдань. Давайте разом вивчимо це керівництво та розкриємо повний потенціал ESTUN E21 для вашого обладнання.
Основна процедура експлуатації
Щоб ефективно використовувати контролер ESTUN E21, спочатку слід ознайомитися з його базовим процесом роботи. Почніть з перевірки правильності підключення контролера та наявності живлення. Після запуску обладнання першим кроком є введення необхідних робочих параметрів на дисплеї контролера. Це включає вибір режиму роботи (ручний або автоматичний) залежно від конкретного завдання. Виконання цих початкових кроків забезпечить точну роботу відповідно до рекомендацій, наведених у Руководстві з експлуатації ESTUN E21.
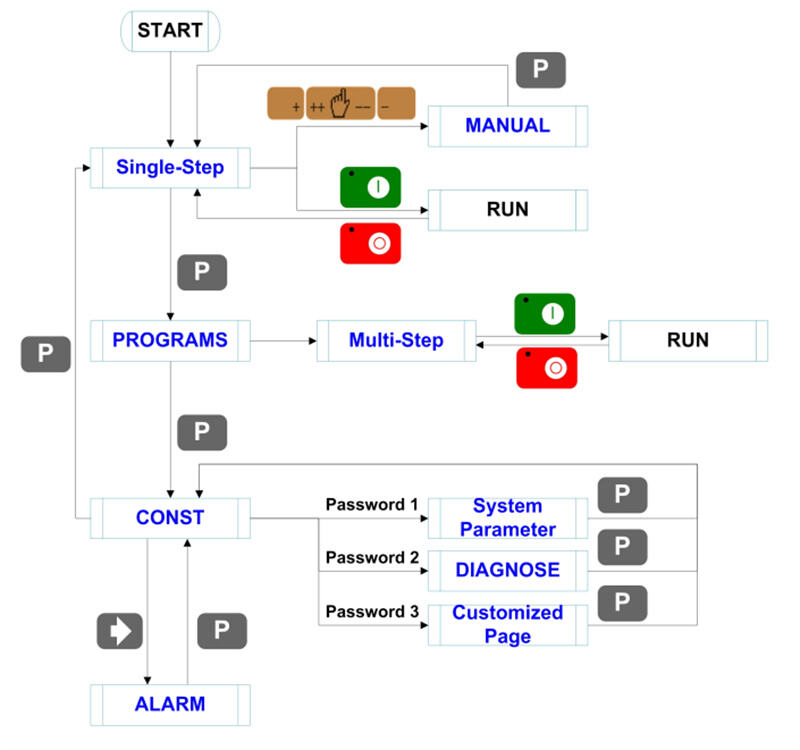
Базовий процес перемикання режимів та роботи пристрою показано на малюнку.
Програмування контролера ESTUN E21
Програмування гнучного преса за допомогою контролера ESTUN E21 є простим, але ефективним. Щоб запрограмувати завдання, спочатку потрібно увійти в меню програмування на контролері. Це передбачає навігацію по інтерфейсу для введення таких команд, як кути згину, тип матеріалу та товщина матеріалу. Дотримуючись цих кроків, можна забезпечити роботу верстата з необхідною точністю для складних завдань, як зазначено в Керівництві з експлуатації ESTUN E21. Ви також можете коригувати та зберігати кілька програм, що забезпечує гнучкість і ефективність у повсякденній роботі.
Пристрій пропонує два методи програмування: програмування окремих кроків і багатокрокове програмування. Користувачі можуть вибирати відповідний метод залежно від фактичних виробничих потреб.
Програмування окремих кроків
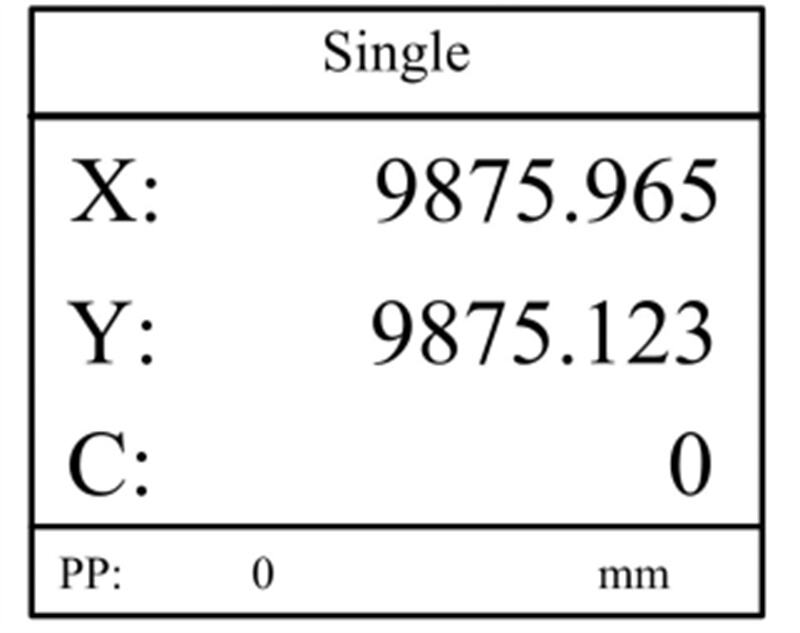
Програмування в один крок зазвичай використовується для виконання обробки заготовки за одного операційного циклу. Коли контролер вмикається, він автоматично переходить на сторінку програми однокрокового режиму.
Кроки операції
1. Після запуску пристрою він автоматично перейде на сторінку налаштування однокрокової програми.
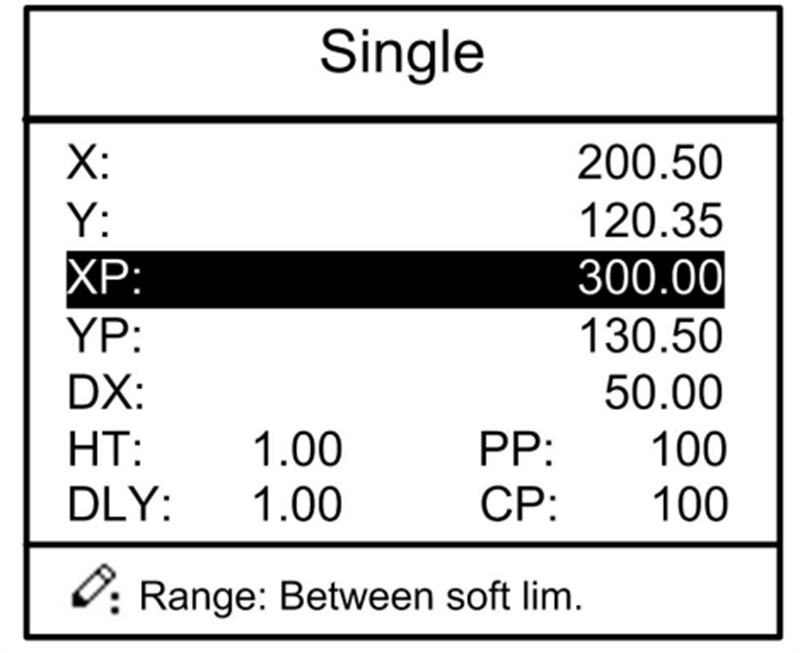
2. Натисніть призначену клавішу, щоб вибрати параметр, який потрібно налаштувати, використовуйте цифрові клавіші для введення значення програми, а потім натисніть клавішу підтвердження, щоб завершити введення.

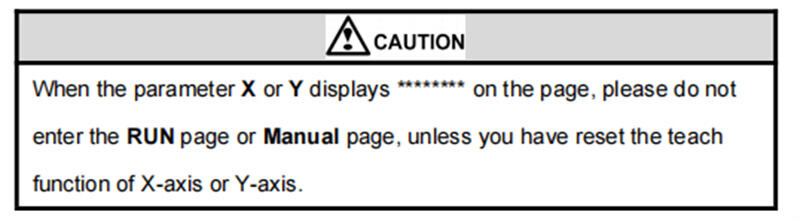
Примітка: параметри можна налаштовувати лише тоді, коли горить індикатор «Стоп».
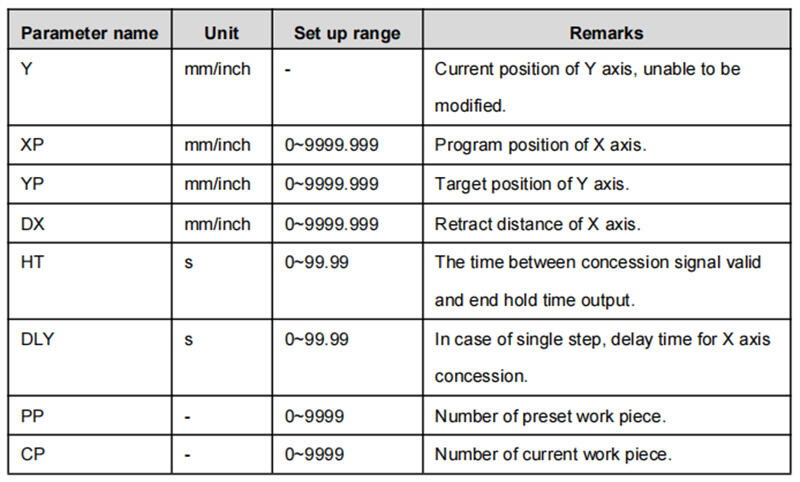
Діапазон налаштування параметрів однокрокового режиму наведено в таблиці.

3. Натисніть клавішу запуску і система буде працювати згідно з цією програмою, як показано на малюнку.

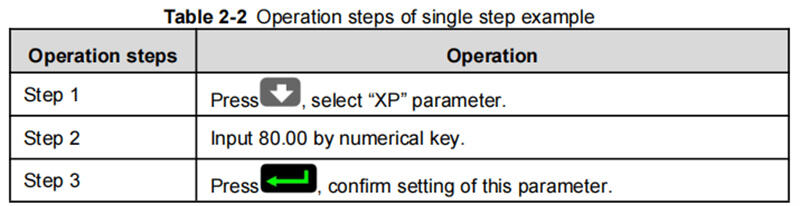
Приклад роботи
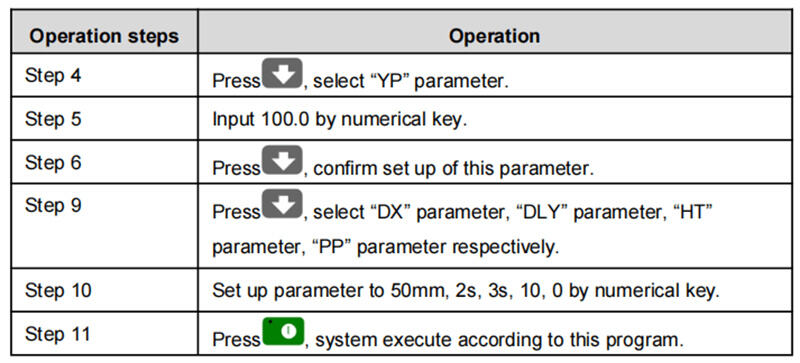
Як рекомендовано у посібнику з експлуатації ESTUN E21, ви можете покращити свою програму з одного кроку, налаштувавши глибину згинання на 100,0 мм і задній упор на 80,00 мм. Встановіть відстань відступу на 50 мм, час очікування компенсації — 2 секунди та час затримки — 3 секунди. Призначте номер заготовки як 10, забезпечивши, щоб кожен робочий крок відповідав деталям, наведеним у таблиці посібника. Дотримання цих параметрів гарантує ефективність і точність результатів металообробки.
Програмування з багатьма кроками
Програмування з багатьма кроками призначене для обробки однієї заготовки через кілька окремих операційних кроків. Воно дозволяє безперервно виконувати кілька кроків, тим самим підвищуючи ефективність обробки.
Кроки операції
1. Коли пристрій увімкнено, автоматично відображається сторінка параметрів одного кроку.
2. Натисніть клавішу режиму, щоб перейти до сторінки керування програмами, як показано на малюнку.

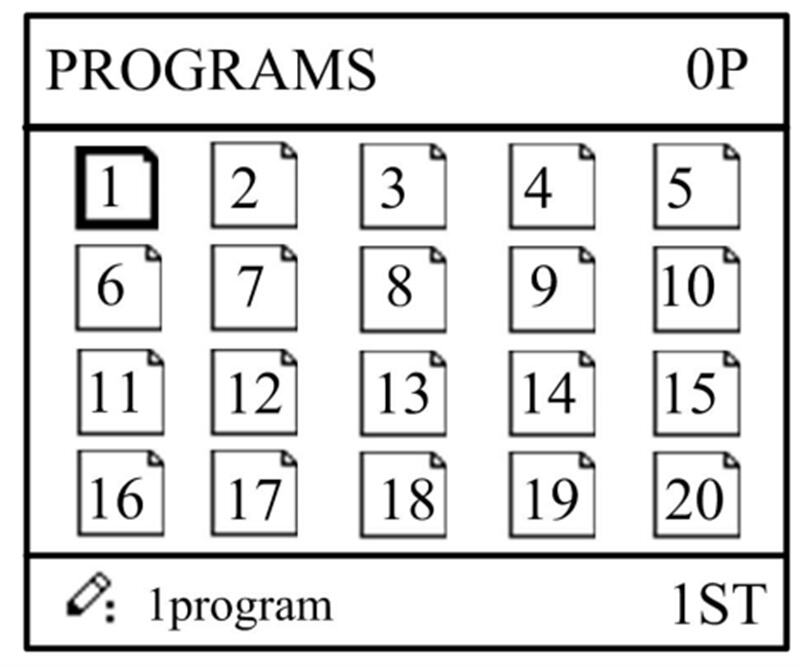
3. Натисніть клавішу вибору, щоб обрати серійний номер програми, або безпосередньо введіть номер програми (наприклад, введіть «1»).

4. Натисніть клавішу підтвердження, щоб перейти до сторінки налаштування багатокрокової програми, як показано на малюнку.
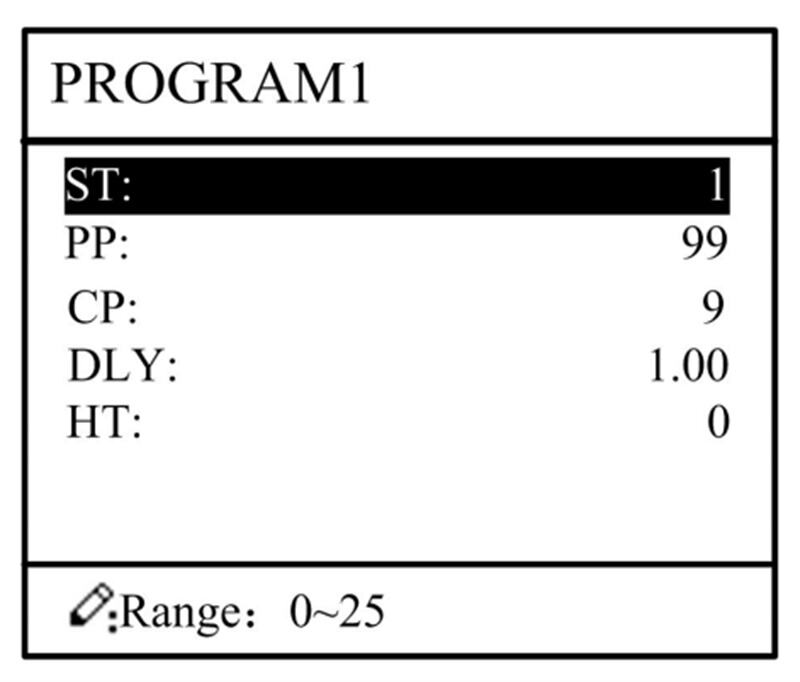
5. Натисніть клавішу зі стрілкою вниз, щоб вибрати параметр багатокрокового програмування, який потрібно налаштувати, введіть потрібне значення та натисніть клавішу Enter, щоб активувати налаштування.
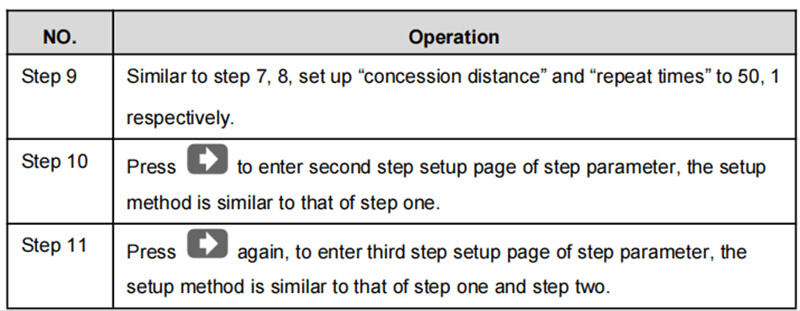
6. Після завершення налаштування натисніть клавішу зі стрілкою вправо, щоб перейти до сторінки налаштування параметрів кроку, як показано на малюнку.
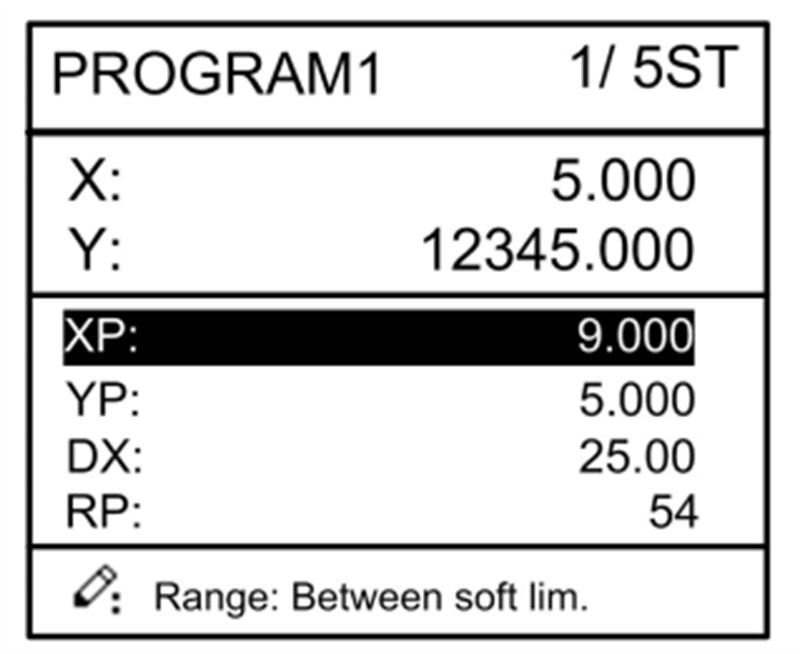
7. Натисніть клавішу зі стрілкою вниз, щоб вибрати параметр кроку, який потрібно налаштувати, введіть значення програми та натисніть клавішу Enter, щоб підтвердити налаштування.
8. Використовуйте клавіші зі стрілками вліво та вправо, щоб перемикатися між кроками. Якщо ви перебуваєте на першому кроці, натискання клавіші зі стрілкою вліво переведе вас на останню сторінку налаштування параметрів кроку; якщо ви перебуваєте на останньому кроці, натискання клавіші зі стрілкою вправо поверне вас на першу сторінку налаштування параметрів кроку.
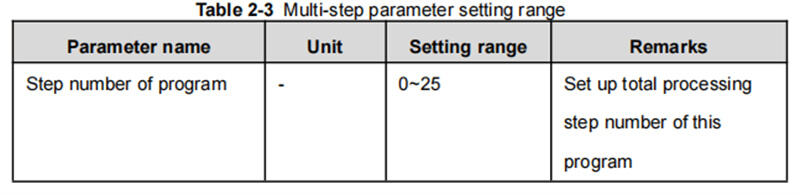
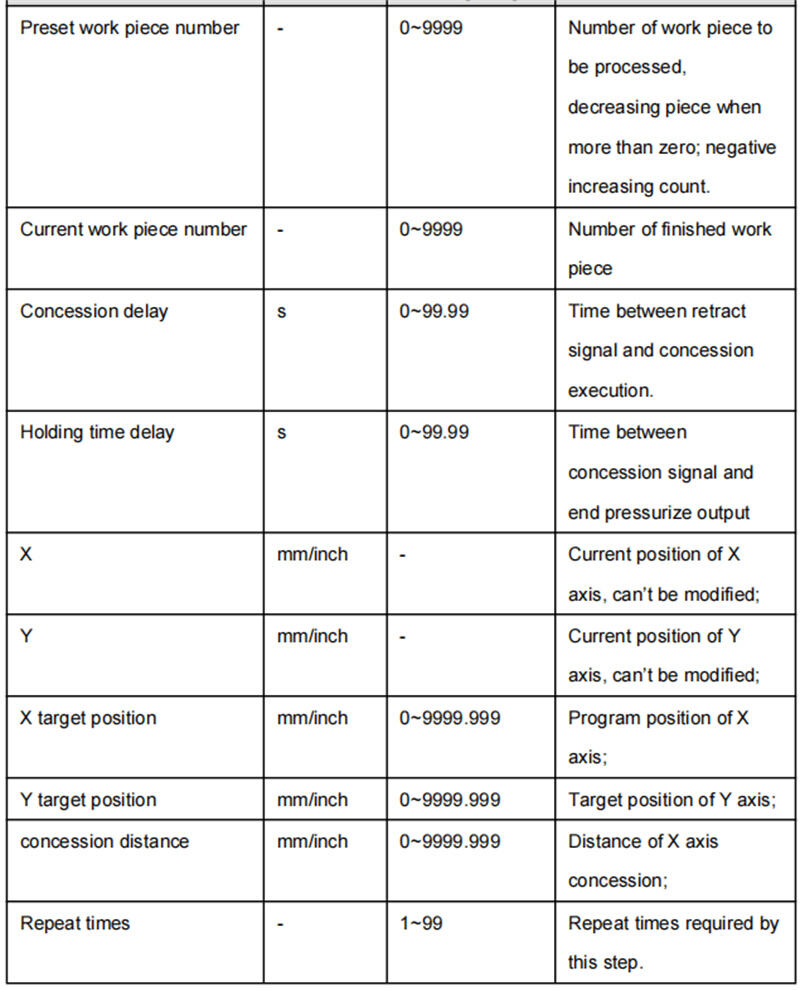
Діапазон налаштувань для багатокрокових параметрів показано в таблиці.
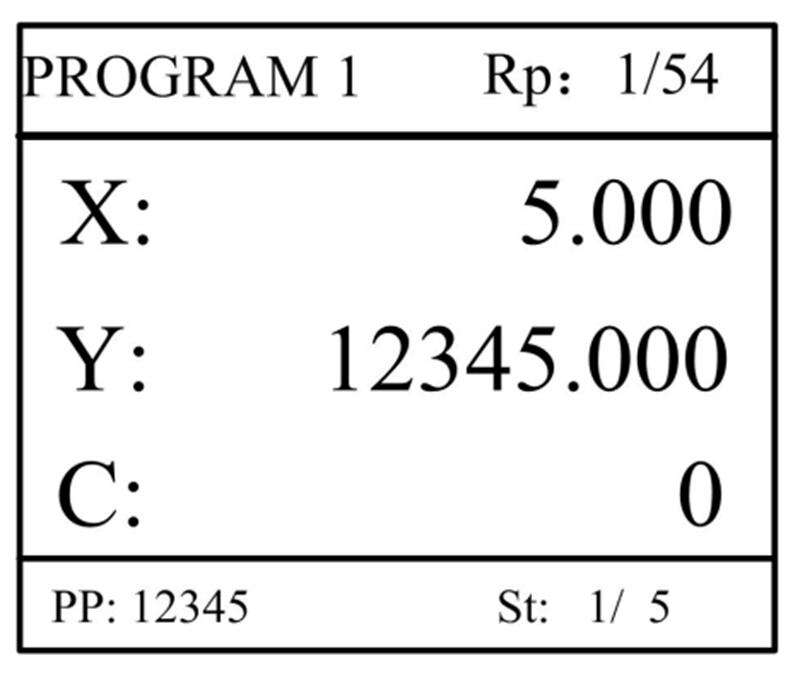
9. Натисніть клавішу запуску, і система почне працювати згідно з цією програмою, як показано на малюнку.
Приклад роботи
Вихідні умови: Як показано нижче, необхідно обробити 50 одиниць окремої деталі з такими вимогами:
• Перший згин: 50 мм
• Другий згин: 100 мм
• Третій згин: 300 мм у протилежному напрямку
Аналіз: Виходячи з технічних характеристик деталі та технічних умов обладнання:
• Перший згин: Встановіть положення осі X на 50,0 мм, положення осі Y на 85,00 мм та компенсацію на 50 мм.
• Другий згин: Встановіть положення осі X на 100,0 мм, положення осі Y на 85,00 мм та компенсацію на 50 мм.
• Третій згин: Встановіть положення осі X на 300,0 мм, положення осі Y на 85,00 мм та компенсацію на 50 мм.
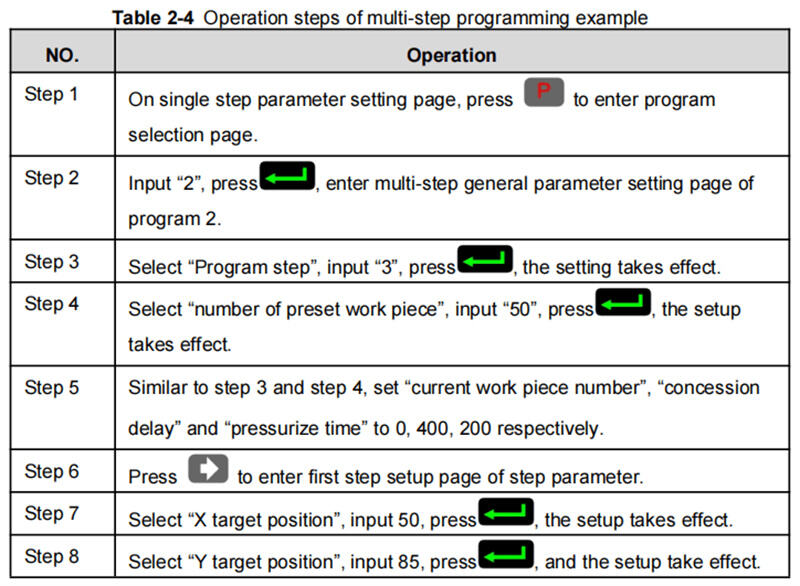
Редагуйте програму обробки для цього виробу в Програмі № 2. Конкретний процес операції наведено в таблиці.
При використанні Посібника з експлуатації ESTUN E21 ефективне багатоетапне програмування ґрунтується на таких ключових пунктах:
• Повернення до початкового кроку: після завершення багатоетапного програмування завжди повертайтеся до початкового кроку, щоб забезпечити правильну послідовність виконання програми.
• Навігація параметрів: використовуйте клавіші зі стрілками вліво та вправо для перегляду та ефективного змінювання всіх параметрів кроку.
• Коригування програми: програми можна редагувати та вдосконалювати за потребою, забезпечуючи гнучкість і адаптивність.
• Автоматична обробка: після завершення партії (наприклад, 50 виробів) система автоматично зупиняється. Ви можете перезапустити її для безперебійної обробки наступної партії.
Дотримання цих кроків — згідно з Посібником з експлуатації ESTUN E21 — забезпечує оптимальну продуктивність і ефективність роботи верстата.
Налаштування параметрів
Користувачі можуть налаштувати всі параметри, необхідні для нормальної роботи системи, включаючи системні параметри, параметри осі X та параметри осі Y.
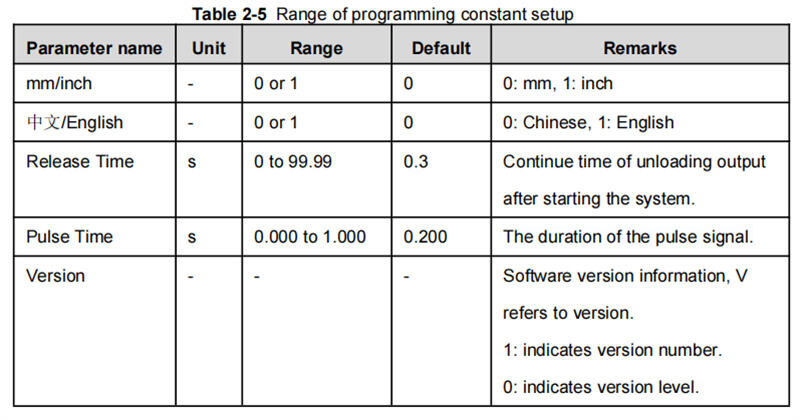
1. На сторінці керування програмами натисніть клавішу P, щоб перейти до сторінки програмних констант (як показано на малюнку). На цій сторінці можна налаштувати програмні константи.
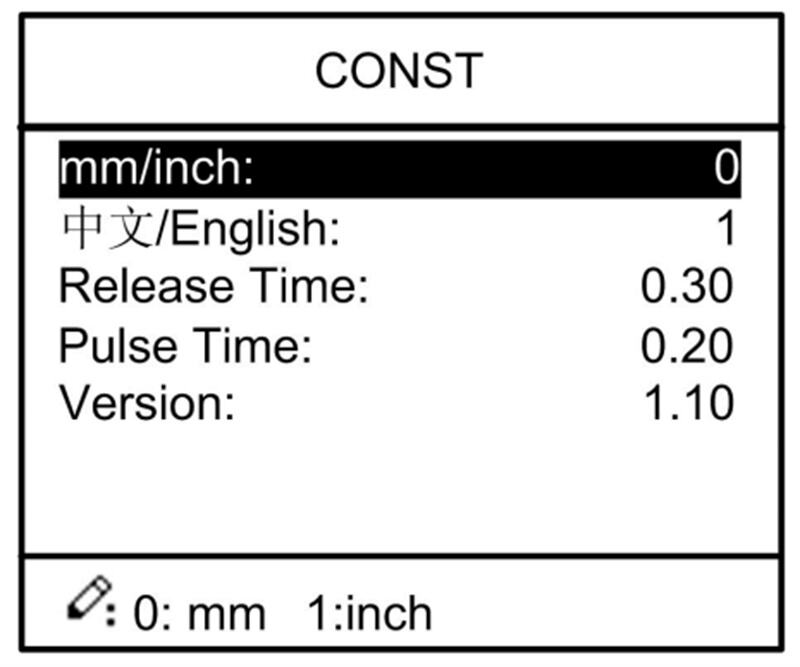
Діапазон налаштування програмних констант наведено в таблиці.
2. Введіть пароль «1212» та натисніть клавішу Enter, щоб відкрити сторінку навчання (як показано на малюнку). Налаштуйте тут параметри, а діапазон налаштування параметрів наведено в таблиці.
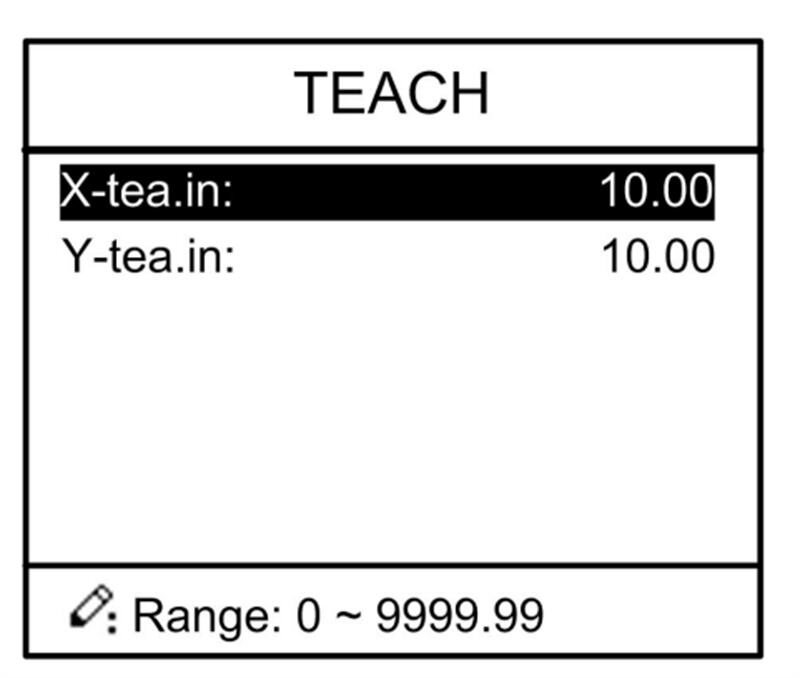
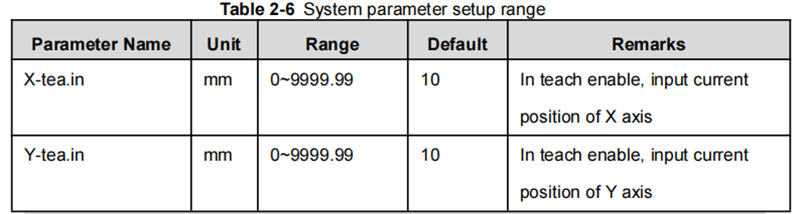
Як виконувати навчання: у керівництві з експлуатації ESTUN E21 рекомендується вимірювати положення повзунка та заднього упору для забезпечення точності. Якщо пряме вимірювання ускладнене, запрограмуйте процес, а потім виміряйте готовий виріб. Цей метод гарантує точність і відповідає рекомендаціям посібника щодо оптимальної роботи обладнання.
3. Натисніть клавішу P, щоб повернутися на сторінку програмних констант.
Ручна регуляція
У режимі поетапного керування ви можете вручну керувати рухом осей, натискаючи відповідні клавіші. Цей підхід допомагає користувачам налаштовувати інструмент та заготовку.
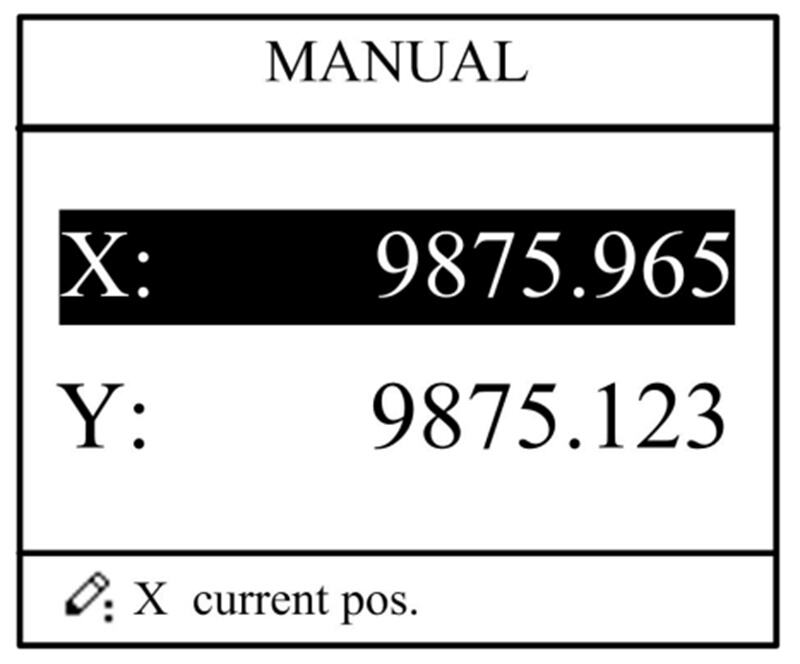
1. На сторінці налаштування параметрів поетапного режиму натисніть клавішу «Плюс» або «Мінус», щоб перейти до сторінки ручного керування (як показано на малюнку).
2. Відрегулюйте положення осі згідно з вашими фактичними потребами, дотримуючись вказівок у таблиці вище:
◦ Якщо режим приводу відповідної осі — звичайний двигун: [Дотримуйтесь конкретних інструкцій у таблиці оригінального посібника]
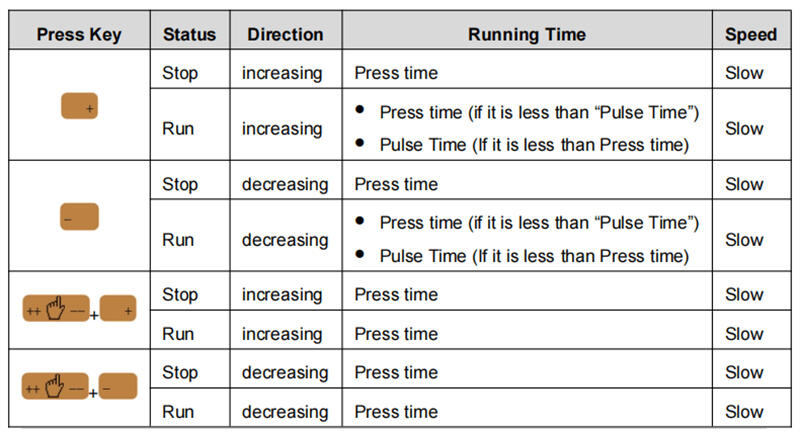
Примітка: коли система знаходиться в робочому стані, ручне регулювання працює лише для осі X.
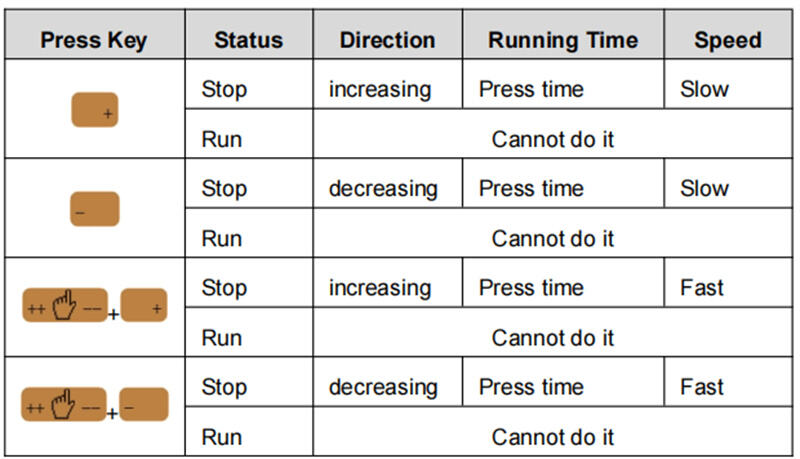
◦ Якщо режим приводу відповідної осі — частотне керування: [Дотримуйтесь конкретних інструкцій у таблиці оригінального посібника]
1. Натисніть клавішу P, щоб повернутися на сторінку налаштування параметрів поетапного режиму.
Часто задані питання (FAQ)
Як Посібник з експлуатації ESTUN E21 допомагає покращити точність верстата?
Посібник містить детальні вказівки щодо калібрування та процесів вирівнювання — кроків, які мають важливе значення для досягнення точних операцій. Стабільне дотримання цих рекомендацій може значно покращити точність і загальну продуктивність обладнання.
Які кроки усунення несправностей описані в посібнику з експлуатації ESTUN E21?
У посібнику з експлуатації ESTUN E21 описано кілька заходів усунення несправностей, таких як перевірка електричних з'єднань, перевірка кодів помилок, відображених на дисплеї, та звернення до інструкції для вирішення певних помилок.
Висновок
Отже, посібник з експлуатації ESTUN E21 надає ключові рекомендації для ефективної роботи вашого обладнання. Основні моменти, які слід пам'ятати: освоєння базового процесу експлуатації, розуміння програмування окремих кроків і вправне керування багатокроковим програмуванням. Цей посібник забезпечує операторів основними знаннями, необхідними для підвищення продуктивності та ефективності роботи обладнання.
Правильне налаштування та регулярне технічне обслуговування мають важливе значення для збільшення терміну експлуатації та підтримання продуктивності вашого гнучильного преса. Дотримуючись цих рекомендацій і проводячи планове обслуговування, ви можете скоротити час простою та підвищити ефективність виробництва. Для отримання більш детальної підтримки або додаткових запитань, будь ласка, звертайтеся до нашої команди. Крім того, ви можете ознайомитися з іншими пов'язаними документами в розділі документації, щоб отримати додаткову інформацію.

