















































Чому режим автоматичної роботи DELEM DA-69S зручний у використанні?
У галузі сучасних операцій з гнучких пресів режим автоматичної роботи DELEM DA-69S вирізняється зручним у використанні дизайном. Незалежно від того, чи ви досвідчений технік, чи новачок у роботі з гнучильними пресами, ця стаття ознайомить вас із основними перевагами цього режиму та пояснить, як він спрощує процеси обробки металу та підвищує ефективність роботи.
I. Інтуїтивний дизайн інтерфейсу режиму автоматичної роботи DELEM DA-69S
Дизайн інтерфейсу має ключове значення для підвищення зручності використання. Режим DA-69S автоматичної роботи спрощує логіку операцій та оптимізує подання інформації, що робить складні операції гнучки більш доступними.
1. Спрощене меню навігації
Меню навігації режиму DA-69S Automatic Mode оптимізовано з чіткою логікою роботи:
• Натисніть кнопку "Auto", щоб перевести систему керування в автоматичний режим виробництва.
• Натисніть клавішу "Start", і програма послідовно виконає кожен крок гнучки без участі оператора, значно підвищуючи ефективність.
• Під час перемикання між різними продуктами в бібліотеці продуктів режим Automatic Mode може безпосередньо перейти у стан виробництва без повторного налаштування.
• Під час вибору нової програми гнучки система відобразить попередження "перевірте інструменти", щоб забезпечити точну модель і положення інструменту та уникнути помилок у роботі.

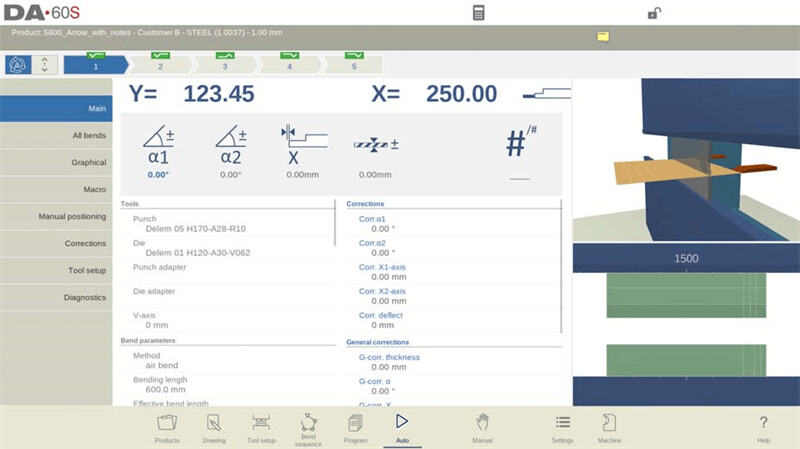
Крім того, у верхній частині екрана в автоматичному режимі чітко відображається поточний обраний продукт і його опис для швидкого підтвердження. Вибірник згинів у верхній частині показує всі заплановані етапи гнучки; натискання на етап дозволяє вибрати потрібну операцію, а натискання кнопки старт запускає виробництво з цього етапу, забезпечуючи більшу гнучкість. Великі піктограми (кнопки у вигляді плиток) над меню полегшують швидке редагування найчастіше використовуваних параметрів, скорочуючи кількість операцій.
2. Детальні налаштування параметрів
Цей режим підтримує точне регулювання параметрів, дозволяючи налаштування залежно від різних вимог до гнучки, щоб забезпечити точність обробки:
• Корекція кутів (осі Y1/Y2): Коригування можна виконувати окремо для лівого та правого боків машини. Наприклад, якщо запрограмований кут 90° призводить до згину 92°, достатньо встановити значення корекції -2°. Це значення автоматично зберігається, забезпечуючи узгодженість наступних операцій.
• Корекція осей Y1/Y2: Застосовується до абсолютного програмування або процесів калібрування. Параметри корекції зберігаються в поточній активній програмі, що усуває необхідність повторного введення.
• Корекції допоміжної осі: Активуються на основі припуску згину осі X, ці корекції оптимізують точність згинання та спрощують робочі процеси.
• Загальні корекції: Універсальні параметри, такі як товщина, кут і регулювання осі X, застосовуються до всіх етапів згинання в програмі, адаптуючись до варіацій матеріалів і похибок верстата для забезпечення однакової якості виробів.
• Спеціалізовані корекції: Підтримує корекцію прогину та корекцію осі підтримки деталі (PST), відповідаючи вимогам точності складних операцій згинання.
• Параметри заготівки та повторень: Оператори можуть ефективно керувати лічильником заготівок і встановлювати повторювані операції для оптимізації ритму виробництва.
• Режим кроку: На відміну від безперервного автоматичного режиму, поетапний режим робить паузу після кожного циклу згинання, дозволяючи операторам перевіряти стан заготовки та вчасно вносити корективи.
3. Інтуїтивні режими перегляду для безперебійної роботи
Режими перегляду мають зручну компоновку, що дозволяє операторам швидко перемикати функції, не вивчаючи складних операцій, і скорочує час підготовки. Під час першого входження в автоматичний режим система за замовчуванням переходить до головного вигляду, а інші режими перегляду можна вибрати праворуч на екрані. Перемикання виглядів не змінює дані згинання і не перериває стан запуску. Функції кожного вигляду такі:
• Головний вигляд (Main): Відображає як числові дані, так і графічну інформацію (за наявності) для гнучки. Підтримує пряме програмування параметрів коригування та перемикання між графічним і числовим режимами перегляду. Положення згину можна перевірити за допомогою функцій масштабування, панорамування та обертання. Вікно інструменту автоматично фокусується на поточному інструменті, вказуючи правильну позицію інструменту.
• Перегляд усіх згинів (All Bends): показує всі дані гнучки у табличному форматі з можливістю відображення або приховування графічної панелі. Параметри розташовані у рядках для зручного перегляду групами.
• Графічний перегляд (Graphical): Забезпечує повноекранний графічний інтерфейс процесу гнучки з підтримкою переходу до 3D-перегляду для детального спостереження. Також дозволяє регулювати кут огляду, масштаб та переглядати фотографії окремих кроків.
• Перегляд макро (Macro): Відображає значення осей у вигляді списку великим шрифтом, що підходить для сценаріїв, коли операції виконуються на відстані від панелі керування. Дозволяє одночасно контролювати цільові та фактичні положення всіх осей.
• Вигляд ручного позиціонування (Ручне позиціонування): Показує значення осей великим шрифтом, підтримує керування та регулювання положення осей за допомогою ручного колеса. Натискання стрілки «вчителя» (розташованої між фактичним і запрограмованим значеннями) фіксує поточне значення осі в кроці програми. Якщо встановлено додатковий зовнішній ручний термінал, це також дозволяє дистанційно керувати ручним колесом для навчання осей і позицій гнучки.
• Вигляд корекцій (Корекції): Перелічено значення корекції для всіх кроків гнучки та коригувань опор за потреби. Коли вводиться значення корекції α1, система автоматично скопіює його до α2, збереже різницю між ними або залишить α2 без змін, залежно від параметра "Програмування корекції кута". Стовпець "Збережена корекція" (відображається, коли активовано базу даних корекції кутів) позначає значення корекції для кожного згину; порожнє поле вказує на відсутність запису в базі даних, а знак ">" вказує на однакові значення згинів. Натискання кнопки "Усі зі збережених" синхронізує всі значення корекції згинів у програмі зі значеннями бази даних. Крім того, передбачена можливість додавання записів до таблиці допусків через "Допуск згину" та обчислення значень корекції на основі виміряних кутів (введення одного виміряного кута застосовується рівномірно, тоді як введення значень лівого/правого/середнього дозволяє виконати абсолютну корекцію випуклості). Додатковий транспортир може безпосередньо вводити виміряні значення, а значення корекції оновлюються після нового циклу гнучки.
• Вигляд налаштування інструменту (Tool Setup): Відображає конфігурацію інструменту, необхідну для поточної програми, дозволяючи перевіряти властивості та положення інструментів, але не їх змінювати. Щоб налаштувати інструменти, вийдіть з автоматичного режиму та перейдіть до меню "Налаштування інструменту".
• Вигляд діагностики (Diagnostics): Використовується переважно для обслуговування, контролює робочий стан незалежних осей та стан входів/виходів системи керування, забезпечуючи дані для усунення несправностей.
II. Додаткові функції для підвищення точності та продуктивності
Окрім дизайну інтерфейсу, автоматичний режим DA-69S оснащений рядом практичних функцій, призначених для подальшого підвищення точності обробки та ефективності виробництва.
1. Функція нотаток (Notes)
Оператори можуть додавати нотатки до продуктів або програм у автоматичному режимі:
• Нотатки можуть містити загальні описи або деталі конкретних етапів гнучки, також можна додавати довідкові документи у форматі PDF.
• Індикатор «приміток» на екрані сигналізує про наявність нових приміток; натискання на нього дозволяє переглянути їх, забезпечуючи постійний доступ до ключової інформації.
2. Корекція згинання/ланцюгового згинання
Підтримує встановлення загальних параметрів корекції для операцій згинання або ланцюгового згинання. Натискання кнопки «Корекція згинання» або «Корекція ланцюгового згинання» відкриває окреме вікно для введення значень корекції:
• Під час зміни загальної кутової корекції всі пов’язані індивідуальні значення корекції автоматично перераховуються, і навпаки.
• Вісі α1 та α2 можуть мати незалежні значення корекції. Після введення значення корекції для α1 система автоматично синхронізує його з α2, зберігаючи різницю між ними, або залишає α2 без змін, залежно від параметра «Програмування кутової корекції». Для налаштування α2 працюйте безпосередньо у вікні корекції згинання/ланцюгового згинання або змінюйте його індивідуальні значення корекції.
3. Режим тестового згинання
Цей режим спеціально розроблено для точного налаштування, допомагаючи операторам оптимізувати параметри перед офіційним виробництвом:
• Після активації всі осі залишаються у відведенні після першого циклу гнучки. Якщо підтримка деталі увімкнена, вісь підтримки зберігає поточний кут.
• Вісь Y зупиняється у верхній мертвій точці (ВМТ), що дозволяє операторам виміряти кут гнучки та внести корективи. Після завершення коригувань вісь підтримки деталі відновлює роботу, коли вісь Y проходить задане положення, забезпечуючи точність наступних операцій гнучки.
4. Керування виробництвом та функція списку завдань
Спрощує процеси управління виробництвом і підтримує контроль за кількома партіями та відстеження прогресу:
• Коли система перебуває у режимі виконання завдання, «Індикатор завдання» показує поточний стан; натискання на нього дозволяє переглядати та керувати завданнями.
• Коли потрібно перемкнути партії продукції у списку завдань, натисніть функціональну клавішу «Активувати продукт», і система безпосередньо перемкнеться на цільовий продукт.
• Під час виробництва оператори можуть оновлювати "кількість бракованих виробів"; система автоматично коригує "кількість виготовлених виробів", яку також можна змінити вручну. Як оператори, так і керівники завдань, можуть додавати записи або нотатки щодо виробництва у "поле коментаря".
• Статус завдання поділяється на чотири категорії:
◦ Новий: жоден виріб цієї партії ще не виготовлено;
◦ Незавершений: цільовий випуск цієї партії ще не досягнуто;
◦ У процесі: ця партія вже завантажена в обладнання та перебуває у стадії виробництва;
◦ Завершено: виробництво цієї партії підтверджено як завершене.
• Завдання залишається активним до тих пір, поки в режимі "Продукти" не буде вибрано новий продукт або завдання. Після завантаження нового продукту попереднє завдання автоматично деактивується і має бути знову вибране та запущене, якщо це потрібно.
III. Поширені запитання (FAQ)
1. Як функція контролю робочого місця підтримує автоматичний режим DELEM DA-69S?
Функція контролю робочої ділянки дозволяє операторам одночасно відстежувати кілька виробничих партій, оновлювати кількість продуктів у реальному часі та точно відслідковувати хід виробництва. Це зменшує обсяг ручної статистичної роботи і ще більше підвищує експлуатаційну ефективність та точність даних автоматичного режиму. це зменшує обсяг ручної статистичної роботи і ще більше підвищує експлуатаційну ефективність та точність даних автоматичного режиму.
2. Як точно відкалібрувати гнучку прес-ножицю, використовуючи Автоматичний режим DA-69S?
Спочатку переконайтеся, що прес-ножиці встановлені рівно. Потім використовуйте цифровий індикатор для вимірювання кута згинання матриці та налаштуйте параметри відповідно до рекомендацій з калібрування, наданих виробником. Після налаштування перевірте результат калібрування, щоб переконатися, що він відповідає вимогам до точності обробки.
3. З якою частотою потрібно обслуговувати прес-ножиці, коли активовано Автоматичний режим DA-69S?
Регулярне технічне обслуговування рекомендується кожні 500 годин роботи. Воно включає перевірку зносу ключових компонентів (таких як осі та матриці), очищення машини від бруду та змащення рухомих частин для підтримання оптимальних умов роботи в автоматичному режимі.
IV. Висновок
Висока ефективність автоматичного режиму DELEM DA-69S пояснюється його подвійними перевагами: «інтуїтивно зрозумілий інтерфейс + функції підвищеної точності». Інтерфейс спрощує логіку роботи та скорочує час навчання, тоді як додаткові функції забезпечують точність і ефективність. Як новачки, так і досвідчені оператори швидко освоюють його, що прискорює процес гнучки в цеху.
Якщо вам потрібна додаткова інформація щодо конкретних операцій у автоматичному режимі DA-69S або ви маєте індивідуальні запитання, будь ласка, звертайтеся до нашої команди за підтримкою. Ви також можете ознайомитися з додатковими матеріалами, щоб оптимізувати свій план металообробки.
Чи бажаєте ви, щоб я підготував Таблиця швидкого довідника з основних операцій для автоматичного режиму DELEM DA-69S ? Вона уточнить ключові кроки навігаційного меню, параметри налаштувань і режими перегляду у стислій табличній формі, що полегшить швидке звернення до неї під час роботи на місці.

