















































ESA S530 Matris ve Bıçak Kurulum Sistemi: Tam İşletim Kılavuzu
İçindekiler
1. Genel Bakış
2. Yeni Bir Baskı Tasarlamak Nasıl Yapılır
3. Özel Çizim Gerektiren Baskılar
4. Önceden Ayarlanmış Baskılar İşlevi
5. Yeni Bir Matris Nasıl Çizilir
6. Özel Çizim Gerektiren Matrisler
7. Önceden Ayarlanmış Matrisler İşlevi
8. Sıkça Sorulan Sorular (SSS)
9. Sonuçlar
1. Genel Bakış
Endüstriyel üretim alanında, matris ve kalıpların verimli bir şekilde ayarlanması, üretim verimliliğini ve ürün hassasiyetini doğrudan belirler—sadece üretkenliği artırır, aynı zamanda ürünlerin yüksek kalite standartlarını karşılamasını da sağlar. ESA S530 Matris ve Kalıp Ayarlama Sistemi (bundan sonra "ESA S530 Sistemi" olarak anılacaktır), bu süreci kolaylaştırmak üzere özel olarak tasarlanmıştır. Matris/kalıp çizimleri oluşturma ve önceden ayarlanmış parametreleri çağırma gibi özellikler sunarak kullanıcıların takım yönetimini optimize etmesine yardımcı olur.
Metal işlemede yeni başlayan biri olun ya da operasyon becerilerinizi geliştirmek isteyen deneyimli bir profesyonel olun, ESA S530 Sistemini öğrenmek ekipman durma süresini önemli ölçüde azaltabilir ve üretim hatlarının genel verimliliğini artırabilir. Son teknolojiyle donatılmış olan sistem, sorunsuz entegrasyonu ve hassas takım yönetimini destekler. Sezgisel arayüzü, hem eğitim maliyetlerini düşürür hem de kurulum sırasında hataları etkili bir şekilde azaltarak sürekli operasyon sonuçları sağlar.
2. Yeni Bir Baskı Tasarlamak Nasıl Yapılır
Yeni bir matkap özel olarak çizmek için aşağıdaki adımları izleyin:
1. Matkap/Kalıp Listesine Erişin: Matkap veya kalıp listesini görüntülemek için ilgili düğmeye basın. Eğer mevcut ekran die listesini gösteriyorsa, matkap listesine geçmek için düğmeyi tekrar basın.

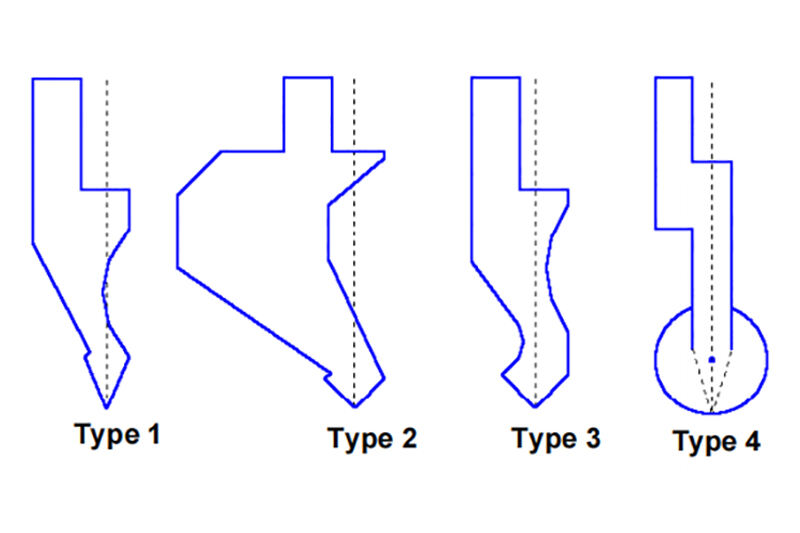
2. Matkap Tipini Seçin: Bir matkap oluşturmanın iki yolu vardır—tamamen özel çizim veya sabit parametreli dört ön ayarlı matkaptan birini kullanmak (parametreleri ayarlamak, matkabın ölçeklenmesine ve yeniden çizilmesine olanak tanır). Gerekli matkap, sistemde yerleşik katalogdan alınan önceden tanımlanmış türlerden birine benziyorsa, çizim sürecini basitleştirmek için önce ön ayarlı matkabı kullanmanız önerilir. Matkap şekli ön ayarlı seçeneklerin kapsamı dışında kalıyorsa, tam özel çizim yapılması gerekir.
3. Parametre Ayarlarını Girin: Menüyü açmak için "Ayarlar" düğmesine basın, ardından ihtiyaçlarınıza göre seçin:
◦ "Yeni Matkap Çizimi": Tam özel çizim modunu başlatın;
◦ "Ön Ayar Tipi 1/2/3": İlgili ön ayarlı matkap tipini çağırın;
◦ "Ön Ayar Tipi 4": Dairesel ön ayarlı matkabı çağırın.
1. Matkap Parametrelerini Girin: Sistem bir parametre giriş penceresi açacaktır. Ekran üzerindeki şemada gösterildiği gibi matkabın toplam yüksekliğini ve etkin yüksekliğini doldurun.
2. Çizim Arayüzüne Erişin: Parametre girişi ve tip seçimi tamamlandıktan sonra sistem çizim arayüzüne geçer (arayüz stili seçilen punça tipine göre otomatik olarak ayarlanır). Son olarak [Onayla] butonuna tıklayıp [ENTER] tuşuna basarak çizime başlayın.
3. Özel Çizim Gerektiren Baskılar
Özel çizimli punçlar için ayrılmış arayüz, sistemin çizim fonksiyonu aracılığıyla oluşturulmalıdır (spesifik işlemler için kullanım kılavuzundaki ilgili bölüme bakınız). Arayüz yerleşimi ve fonksiyonel bölümleri aşağıdaki gibidir:
• Sol Pencere: Çekirdek çizim alanı, punç çizimini gerçek zamanlı olarak göstermek için kullanılır;
• Sağ Pencere: Veri giriş alanı, çizilen çizgi tipine göre dinamik olarak değişir ve şunları destekler:
◦ Polar koordinat çizimi veri girişi;
◦ Köşe noktalarına dayalı çizim veri girişi;
◦ Yay çizimi veri girişi;
◦ Çizim spesifikasyon talimatları.
Temel Çizim Kuralları ve Adımlar
1. Çizim Yönü ve Konumlandırma: Delme matrisleri, saat yönünün tersine doğru çizilmelidir ve sabitleyicinin delme matrisinin sağ tarafında olduğuna dikkat edilmelidir.
2. Tepe Noktası Tanımı (Zorunlu Adım): Delme matrisi çizim fonksiyonunu kullanmadan önce, delme matrisinin tepe noktası tanımlanmalıdır—çizim başladığında vurgulanan çizgi, tepe noktasının iki kenarından biridir. Tanımlama işlemi şu şekildedir:
◦ Uzunluk (l) Girin: Delme matrisi tepe noktasının bir kenarının uzunluğunu girin, ardından onaylamak için [ENTER] tuşuna basın;
◦ Uç Açısı Girin: Şeklin doğruluğunu sağlamak için tepe açısını ayarlayın, ardından onaylamak için [ENTER] tuşuna basın;
◦ Pah (S) Girin: Delme matrisinin dayanıklılığını artırmak için pah parametrelerini ekleyin, ardından onaylamak için [ENTER] tuşuna basın;
◦ Uç Yarıçapı (R) Girin: Kuvvet dağılımını iyileştirmek için yarıçapı belirtin, ardından onaylamak için [ENTER] tuşuna basın;
◦ Delme Yükü Girin: Delme matrisinin maksimum taşıma kapasitesini işaretleyin (birim: ton/metre), ardından onaylamak için [ENTER] tuşuna basın.
Tamamlandıktan sonra sistem otomatik olarak köşeyi çizer ve ilk kenarla aynı uzunlukta bir sonraki çizgiyi oluşturur.
1. Özel Çizim İşlemleri
◦ Temel Veri Girişi: İlk olarak, köşe veri giriş penceresinin "Alan 1" bölümüne köşe parametrelerini doldurun. Ardından ikinci kenarın (Çizgi 11) uzunluğunu belirtin ve onaylamak için [ENTER] tuşuna basın;
◦ Açı Ayarı: İmleç otomatik olarak "Açı Giriş Alanı (α)" kısmına atlar. Bir sonraki çizginin relative açısını girin ve ardından [ENTER] tuşuna basın—sistem çizgiyi otomatik olarak çizer ve "Çizgi Uzunluğu Giriş Alanı 1" alanına geçer;
◦ Yay Çizimi: Eğri bir çizgi çizmek için [Yay] tuşuna basın. Çizgi uzunluğunu (l2) ve derinliği (p1) girin, ardından çizmeye devam etmek için [ENTER] tuşuna basın. Sonraki çizgiler için doğruluk sağlamak adına açıların ve uzunlukların mümkün olduğunca gerçek ölçülere yakın olmasına dikkat edin;
◦ Grafik İnce Ayar: Açıları (±1°) ve uzunlukları (±1 mm) ince ayarlamak için yön tuşlarını kullanın — açıları ayarlamak için sola/sağa tuşlarını, uzunlukları ayarlamak için yukarı/aşağı tuşlarını kullanın.
1. Veri Düzeltme Yöntemi
Hatalı girişler çizim sırasında gerçek zamanlı olarak düzeltilebilir. Aşağıdaki tuşları kullanarak gezinin ve düzenleyin:
◦ Önceki Giriş Alanına Geç: "Hat Giriş Alanı (l)" ile "Açı Giriş Alanı (α)" arasında geçiş yapın;
◦ Sonraki Hale Atla: Bir sonraki hat için doğrudan "Uzunluk Giriş Alanı (l)" konumuna geçin;
◦ Onayla ve Atlama Yap: Bir sonraki alana atladığınızda "Hat Giriş Alanı (l)" ile "Açı Giriş Alanı (α)" arasında geçiş yapmak için [ENTER] tuşuna basın.
1. Yaygın Hata Kurtarma
Yaygın bir hata, bir açı girdikten sonra [ENTER] tuşuna basmayı unutmaktır (özellikle açıları girmek için ok tuşlarını kullanırken). Bu durum, çizgi uzunluğunun yanlışlıkla açı alanına girilmesine ve dolayısıyla çizim sapmalarına neden olur. Bu durumda, açı giriş alanına dönmek için ilgili tuşa basın ve doğru veriyi tekrar girin.
2. Çizimin Kaydedilme Süreci
Çizimi tamamladıktan sonra "Kaydet" butonuna basın. Açılan pencerede matkap adını girin (harf ve sayı kombinasyonlarına izin verilir, örneğin ürün kataloğundaki matkap kodunu kullanabilirsiniz). İsmi girdikten sonra [Onayla]'ya tıklayın ve kaydetme işlemini tamamlamak için [ENTER] tuşuna basın.
4. Önceden Ayarlanmış Baskılar İşlevi
ESA S530 Sisteminin ön ayarlı matkap fonksiyonu, sezgisel bir arayüz aracılığıyla matkap yönetimini kolaylaştırır—ön ayarlı matkap arayüzü aynı anda önceden çizilmiş matkap şekillerini ve ilgili parametreleri görüntüler.
İşlem süreci aşağıdaki gibidir:
1. Parametre Gözden Geçirme: Parametre listesinde gezinmek için yön tuşlarını veya [ENTER] tuşunu kullanın. Seçilen parametre, çizim alanındaki ölçüm etiketlerine anında eşlenir ve sezgisel doğrulama yapılır;
2. Parametre Değişikliği: Parametre ayarı gerekliyse, değeri doğrudan değiştirin ve [ENTER]'a basın—çizim alanı yeni parametrelere otomatik olarak güncellenir;
3. Ayarları Kaydet: Parametreleri ayarladıktan sonra "Kaydet" komutuna basın. Matkap adını girin (harf ve sayı kombinasyonu önerilir, örneğin bir katalog kodu), [Onayla]'ya tıklayın ve daha sonra hızlı erişim sağlamak için [ENTER]'a basarak kaydedin.
5. Yeni Bir Matris Nasıl Çizilir
ESA S530 Sistemi'ni kullanarak yeni bir kalıp çizmek için aşağıdaki basitleştirilmiş adımları izleyin:
1. Kalıp Listesine Erişin: Kalıp listesini görüntülemek için ilgili düğmeye basın. Eğer mevcut ekran matkap listesini gösteriyorsa, geçiş yapmak için düğmeye tekrar basın.
2. Kalıp Tipini Seçin: "Tam Özel Kalıp" veya "Ön Ayarlı Kalıp" (sabit parametrelerle) arasında seçim yapabilirsiniz. Gerekli kalıp ön ayarlı tiplerden birine benziyorsa, işlemleri basitleştirmek için öncelikle ön ayarlı kalıp kullanılmalıdır. Kalıbın özel bir şekli varsa (örneğin çoklu kanallı yapı, düzensiz tasarım), tamamen özel çizim yapılması gerekir.
3. Çizim Modunu Başlat: Menü tuşuna basın. İhtiyacınıza göre "Yeni Kalıp Çizimi" (tam özel) veya "Ön Ayarlı Kalıp Çağır" seçeneğini seçin ve açılan pencerede kalıbın temel boyutlarını girin.
4. Çizim Arayüzüne Erişim: Parametre girişi tamamlandıktan sonra sistem, kalıp tipine otomatik olarak uyum sağlayan arayüz stiline göre çizim arayüzüne geçecektir. Son olarak çizime başlamak için [ENTER] tuşuna basın.
6. Özel Çizim Gerektiren Matrisler
Kalıplar için özel çizim arayüzü, sistemin çizim fonksiyonu aracılığıyla oluşturulmalıdır. Arayüz düzeni zımba çizimine benzer, ancak işlevsel odak noktaları farklıdır:
• Sol Pencere: Kalıp çiziminin gerçek zamanlı olarak görüntülendiği temel çizim alanı;
• Sağ Pencere: Çizim içeriğine göre dinamik olarak değişen veri giriş alanı ve polar koordinatlar, V-oluk, kare oluk ve diğer veri girişi türlerini destekler.
Temel Çizim Kuralları ve Adımlar
1. Çizim Yönü ve Konumlandırma: Kalıplar saat yönünde çizilmelidir ve yer belirleyici aynı zamanda kalıbın sağ tarafındadır.
2. Temel Çizim Süreci:
◦ İlk olarak, polar koordinat giriş penceresinde 11. çizginin uzunluğunu doldurun ve onaylamak için [ENTER] tuşuna basın;
◦ Ardından bir sonraki çizginin açısını tanımlayın. Eğer bir oluk yapısı çizilmesi gerekiyorsa, oluk veri giriş penceresine geçin ve sırasıyla oluk açısı, genişlik, yarıçap ve yük parametrelerini girin. Her maddeyi tamamladıktan sonra bir sonraki adıma geçmek için [ENTER] tuşuna basın.
1. Hata Düzeltme: Çizim sırasında yön tuşlarını kullanarak farklı giriş alanlarına gidin ve parametreleri gerçek zamanlı olarak düzeltin. Bir açı girdikten sonra [ENTER] tuşuna basmayı unutmak yaygın bir hatadır ve veri hizalamasında bozulmaya neden olur. Bu durumda, açı alanına geri dönün ve doğru değeri yeniden girin.
2. Kare Kanal Çizimi: [Kare Kanal] tuşuna basın. Açılan pencerede kanal derinliği, genişliği, yarıçapı ve yükü sırayla girin. Her girişten sonra onaylamak üzere [ENTER] tuşuna basın — sistem otomatik olarak kare kanalı çizecek ve ana çizim arayüzüne dönerek işlemleri sürdürecektir.
3. Özel Kanal Yapısı Ayarları:
◦ Düzleştirme Kanalları: Önce kapanış çizgilerini tanımlayın, ardından bir düzleştirme çizgisi çizin. Kalıp dış çizgisi tamamlandıktan sonra, işaretlemek üzere [Düzleştir] tuşuna basın;
◦ Pnömatik Kanallar: Çizim işlemi sıradan kalıplarla aynıdır. Tamamlandıktan sonra kalıp parametre arayüzünde pnömatikle ilgili ek parametre ayarlarının yapılması gerekir.
1. Çizimi Kaydetme: Çizimi tamamladıktan sonra "Kaydet" butonuna basın. Açılan pencerede kalıp adını girin, [Onayla]'ya tıklayın ve kaydetmeyi tamamlamak için [ENTER] tuşuna basın.
7. Önceden Ayarlanmış Matrisler İşlevi
Ön ayarlı kalıplar, verimliliği artırmak için ESA S530 Sisteminin temel fonksiyonlarından biridir. Bu kalıplar, önceden çizilmiş kalıp şekillerini ve destekleyici parametreleri sağlayarak tekrarlayan işlemleri önemli ölçüde azaltır.
İşlem süreci aşağıdaki gibidir:
1. Parametre Gezinimi: Parametre listesinde gezinmek için yön tuşlarını veya [ENTER] tuşunu kullanın. Seçilen her parametre, çizim alanında karşılık gelen ölçüm etiketini anında gösterecektir ve böylece hızlı doğrulama imkanı sağlanır;
2. Parametre Ayarı: Parametre değişikliği gerekiyorsa, yeni değeri doğrudan girin ve [ENTER] tuşuna basın—sistem çizim efektini otomatik olarak güncelleyecektir ve yeniden çizim gerekmez;
3. Konfigürasyonu Kaydet: Parametreleri ayarladıktan sonra "Kaydet" butonuna basın. Kalıp adını girin (proje veya ürün bilgisi etiketlenmesi önerilir), [Onayla]'ya tıklayın ve kaydetmek için [ENTER] tuşuna basın. Daha sonra bu kalıba erişirken doğrudan ada göre arama yapabilirsiniz, böylece değişimi daha verimli hale getirebilirsiniz.
8. Sıkça Sorulan Sorular (SSS)
S5: ESA S530 Sistemini pres bükme işlemlerine nasıl etkili bir şekilde uygularım?
Pres bükme işlemlerinde sistemin rolünden tam olarak yararlanmak için temel, önceden tanımlanmış kalıp fonksiyonunu etkin bir şekilde kullanmaktır. Önceden tanımlanmış kalıplar sadece önceden çizilmiş şekiller sunmakla kalmaz, aynı zamanda farklı bükme ihtiyaçlarına hızlı uyum sağlayabilmek için özel parametre ayarlarını da destekler. Ayrıca, sahada yapılan ayar süresini azaltmak ve işlem doğruluğunu ile verimliliğini artırmak için bıçak/kalıp çizim kurallarına (örneğin yön, sabitleme noktası konumu) önceden aşina olmanız önerilir.
S6: Kullanım sırasında bir hata oluşursa ne yapmalıyım?
İlk olarak, ESA S530 Sistemi'ne özgü hata kodu açıklamaları için işletim kılavuzuna bakın. Çoğu sorun şu şekilde çözülebilir: 1) Kalıp parametrelerinin yeniden kalibre edilmesi (örneğin, açılar ve uzunluklar gibi hizalanmamış verilerin düzeltilmesi); 2) Yaygın sorunlar için (örneğin, çekme hizasızlığı, kaydetme hatası) standart çözümler için kılavuzdaki "Sorun Giderme" bölümüne başvurulması. Sorun devam ederse, daha fazla yardım almak için teknik destek ile iletişime geçin.
S3: Birden fazla kalıp konfigürasyonu kaydedilebilir mi?
Evet. ESA S530 Sistemi sınırsız sayıda kalıp konfigürasyonunun kaydedilmesini destekler ve her konfigürasyon için özel isimler kullanılmasına izin verir (örneğin, "Ürün A - V-Oyuğu Kalıp", "Ürün B - Kare Oyuğu Kalıp"). Daha sonra üretim görevlerini değiştirirken karşılık gelen konfigürasyonu ismiyle doğrudan çağırabilirsiniz; bu da yeniden çizim yapma veya parametreleri ayarlama ihtiyacını ortadan kaldırarak iş akışını önemli ölçüde kolaylaştırır.
9. Sonuçlar
ESA S530 Matris ve Bıçak Kurulum Sistemi'nin kullanımını ustaca kullanmak, metal işleme üretim süreçlerini optimize etmek için önemlidir. Önceden ayarlanmış matris/bıçakları çağırma, özel şekiller çizme veya birden fazla yapılandırmayı kaydetme durumunda olun, temel sistem operasyonu özelliklerine uymaktadır—bu hem işlem hassasiyetini sağlar hem de ekipman durma süresini büyük ölçüde azaltır ve üretim hattı verimliliğini artırır.
ESA S530 Sisteminin standartlara uygun kullanılması ve düzenli bakımı, performansının ve ömrünün maksimize edilmesi açısından hayati öneme sahiptir. Belirtilen prosedürleri takip ederek ve düzenli bakımın sağlanarak makine durma süresini en aza indirebilir ve üretim verimliliğini artırabilirsiniz. Daha kapsamlı destek veya sorular için ekibimizle iletişime geçmenizi öneririz. Ayrıca, pres büküm işlemlerinin optimizasyonu konusundaki bilginizi daha da geliştirmek için diğer dokümantasyonlarımızı incelemeyi düşünebilirsiniz.

