















































Kaynak robotu kaynak sürecinde yaygın sorunlar
Robotların kaynak etkisi, birçok faktörden etkilenir. Birçok müşteri, kaynak robotlarını kullanmada uzmanlaşmadan önce çeşitli sorunlarla karşılaşır. Bu sorunlar genellikle yanlış kullanım veya uygun olmayan robot ayarlarından kaynaklanır ve uygun ayarlamalarla çözülebilir. Aşağıda, kaynak robotlarının kullanımı sırasında karşılaşılan bazı yaygın sorunları ve çözüm yollarını inceleyeceğiz.
I. Kaynak Sırasında Başarısız Ark Ateşlemesi
1. Ark Henüz Ateşlenmemiş

Neden: Program, ark sonlandırma komutunu çalıştırmadan önce ilgili ark ateşleme komutunu içermemektedir.
Çözüm: Ek bir ark sonlandırma komutu veya ek bir ark başlatma komutu eklenip eklenmediğini kontrol edin.
2. Ark Başlatma Başarısız, Sinyal Algılama Hatası

Hata giderme yöntemi:
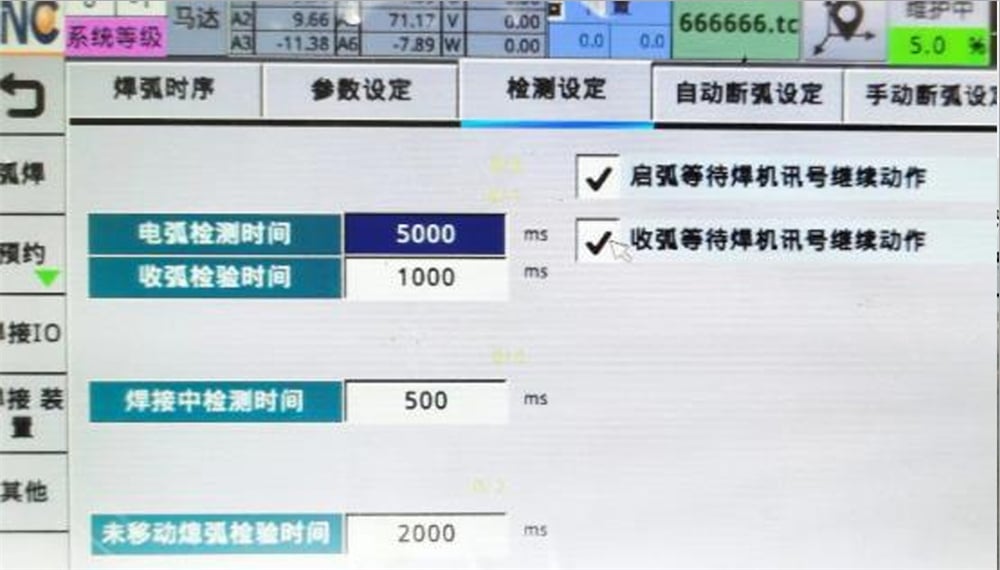
1) Parametre sayfasında kaynak kesintisi süresi ayarını kontrol edin. Genellikle 5000 ms’lik bir süre ayarı uygundur.
2) Kaynak makinesi sinyalinin sisteme başarıyla iletilip iletilmediğini kontrol edin.
3) İş parçasının topraklandığını kontrol edin.
3. Ark Oluşumu ve Tel Kırılması
Nedenler:
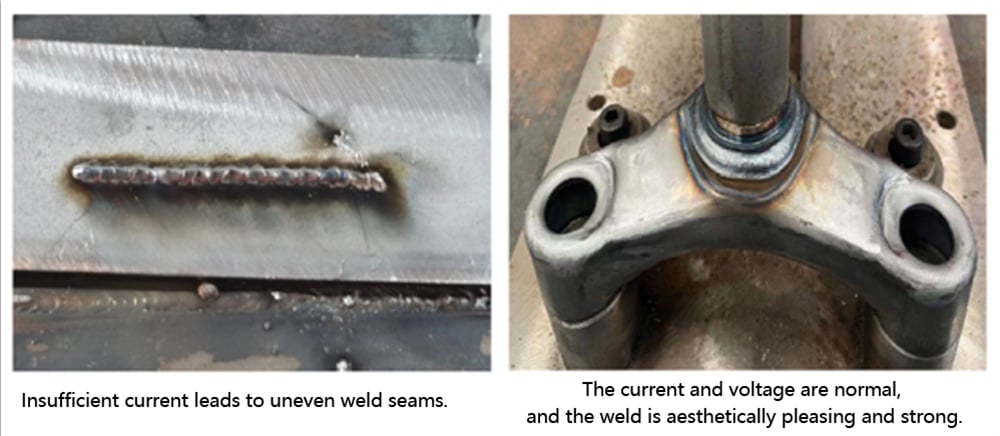
1) Akım ve gerilim uyumsuzluğu
Çözüm: İş parçasının gerçek kalınlığına ve kaynak makinesine göre uygun akım ve gerilim değerlerini ayarlamamız gerekir.
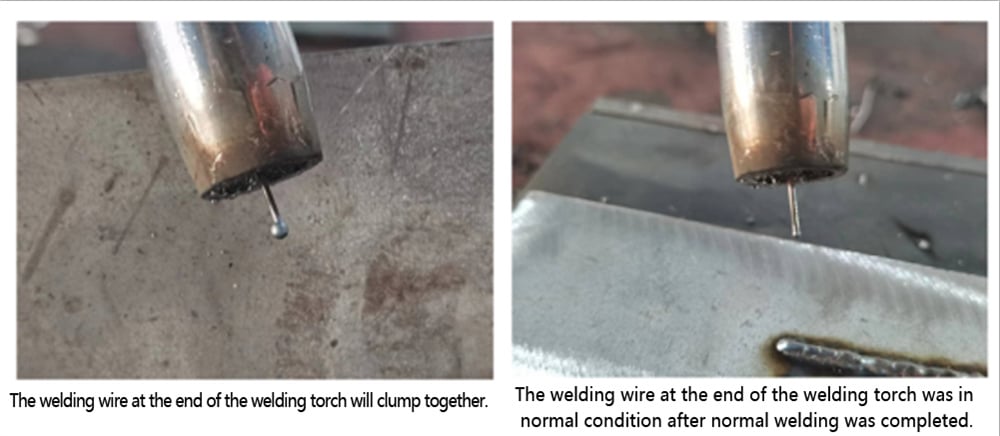
2) Kaynak teli uzunluğu çok fazla.
Çözüm: Genellikle kaynak telinin dışa doğru uzunluğu, kaynak telinin çapının 10 ila 15 katı olmalıdır. Kaynak telinin çapına göre uygun bir kaynak tel uzunluğu seçin.
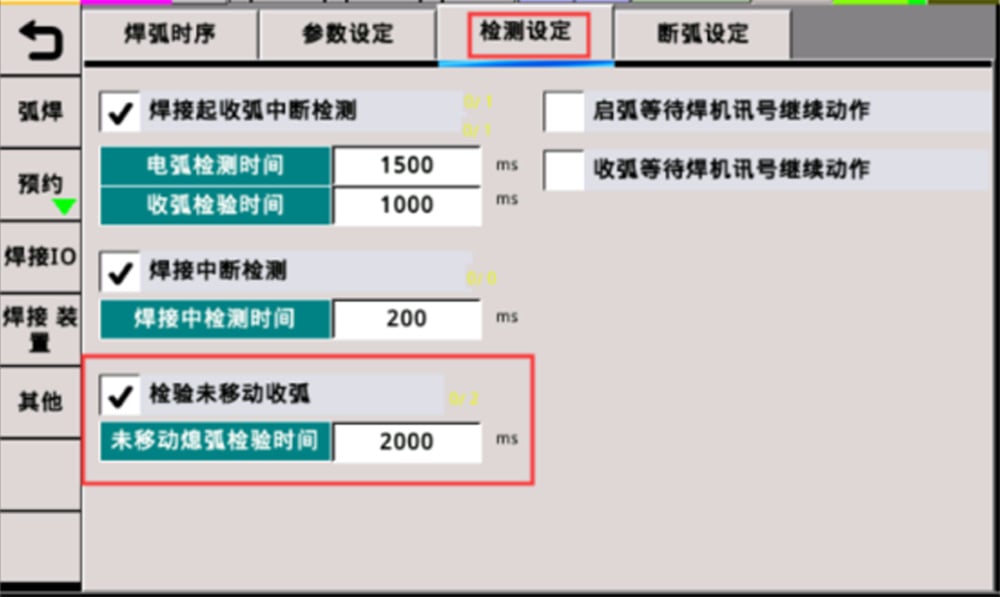
4. Ark ateşlemesinden sonra otomatik ark söndürme gerçekleşir.

Sorun giderme: Parametre zaman ayarında bir sorun olup olmadığını kontrol edin ve kaynak tabancasının hareket ettiğini kontrol edin.
II. Kaynak sırasında ark kesintisi oluşur.
Nedenler:
1. Kaynak teli iş parçasına temas etmez; bu durumda ark kesintisi alarmı tetiklenir.
Çözüm: Kaynak telinin ve iş parçasının konumunu yeniden ayarlayarak kaynak sırasında tam temasın sağlanmasını sağlayın. (Ancak tel, iş parçasına çok yakın olmamalıdır; aksi takdirde delinme meydana gelebilir.)
2. Uygun olmayan bir kaynak yolu, kaynak tabancasının çarpışmasına ve otomatik olarak yükselmesine neden olur.
Çözüm: Kaynak yolunu yeniden ayarlayın.
3. Kaynak makinesinin pozitif ve negatif elektrotları arasında kötü temas.
Çözüm: Pozitif ve negatif elektrotların kablolamasını kontrol edin.
III. Kaynaktan sonra ark sonlandırma başarısızlığının nedenleri:
1. Sinyal algılama hatası nedeniyle ark sonlandırma başarısızlığı.
Neden: Kaynak makinesi, robottan bir sinyal almadı; bu da robotun ark sonlandırmasını başarısız kıldı.
Sorun Giderme:
(1) Ayar parametrelerinin makul olup olmadığını kontrol edin.
(2) G/Ç sinyallerini ve ark sonlandırma I-noktası sinyalinin anormal olup olmadığını kontrol edin. Eğer I-noktası sinyali sürekli AÇIK konumdaysa...
(3) Devrede kısa devre olup olmadığını ve topraklama kablosunun anormal bağlanıp bağlanmadığını kontrol edin.
2. Ark başlatıldıktan sonra ark sonlandırma komutu ayarlanmamıştır.

Neden: Bu alarm öğretici pano üzerinde göründüğünde, ark sonlandırma komutunun unutulup unutulmadığını kontrol edin.
Çözüm: Programda ark başlatma komutundan hemen sonra bir ark sonlandırma komutu ekleyin.
Bu makale, kaynak robotlarının kaynak işlemi sırasında yaşanan ark başlatma, ark sonlandırma ve ark kesintisi ile ilgili sorunları ana hatlarıyla ele almaktadır. Kullanıcılar bu tür sorunlarla karşılaştıklarında çözüm önerilerine başvurabilirler. Sorun çözülemezse lütfen JUGAO teknik personeline başvurun.
Kaynak robotu, gaz korumalı kaynak, argon ark kaynak, plazma kesim ve lazer kaynak gibi çoklu kaynak fonksiyonlarını entegre eden otomatik bir robotdur. Yüksek esnekliğe, güçlü uyarlama yeteneğine, yüksek kaynak verimliliğine ve kararlı kaynak kalitesine sahiptir; makine imalatı, otomotiv imalatı, hassas elektronik ve kömür madenciliği gibi çeşitli alanlarda yaygın olarak kullanılabilir.

