















































Paano Minimizan ang Press Brake Springback
Talaan ng Nilalaman
• Ano ang Nagdudulot ng Matinding Springback sa Press Brake?
• Pagtatakda ng Anggulo ng Overbending sa CNC Press Brakes
○ Hakbang 1: Alamin ang Inaasahang Halaga ng Springback
○ Hakbang 2: Idagdag ang Kompensasyon ng Anggulo sa Sistema ng Kontrol
• Pagpapabuti ng mga Pagpipilian sa Tooling upang Bawasan ang Springback
○ Pagpili ng Tamang Buksan ng V-Die
○ Pagpili ng Mas Maliit na Radius ng Punch
• Pagtaas ng Lakas ng Pagbend at Pagpapakilos ng mga Paraan ng Bottoming
○ Pagkukurba ng Hangin Laban sa Pagkukurba sa Ilalim
• Mga Tip na May Kaugnayan sa Materyal para Bawasan ang Pagbalik ng Sheet Metal sa Pagkukurba
○ Mga Pagsasaalang-alang sa Mataas na Lakas na Bakal at Stainless Steel
○ Ang Epekto ng Butil at Direksyon ng Pag-rol
• Kalibrasyon ng Makina at Presisyon ng Backgauge
○ Pagpapatunay ng Parallelismo ng Ram
○ Kalibrasyon ng Sistema ng Backgauge
• Mga Madalas Itanong
○ Bakit mas malinaw ang pagbalik sa press brake sa stainless steel?
○ Ano ang pinakaepektibong paraan para bawasan ang pagbalik sa press brake nang hindi pinalalitan ang mga tool?
○ Lagi bang nababawasan ang pagbalik kapag dinadagdagan ang tonelada?
○ Paano kalkulahin ang springback nang may mataas na katiyakan?
• Konklusyon
Ang pagharap sa hindi pare-parehong mga anggulo ng pagkukurba sa trabaho sa sheet metal ay nangangahulugan ng pagharap sa nakakainis na isyu ng springback ng press brake—isa sa mga problema na laganap sa maraming operator na kailangang paulit-ulit na i-adjust ang mga anggulo, nang walang malinaw na pag-unawa kung bakit bumabalik ang metal sa orihinal nitong hugis matapos ikurba. Ang springback ay isang likas na katangian ng pisika ng metal kapag kinukurba, ngunit ang labis na springback ay malayo pa sa hindi masosolusyunan. Ang gabay na ito ay maglalakbay sa inyo sa pamamagitan ng mga praktikal at sinubukan sa shop na estratehiya upang bawasan ang springback ng press brake na JUGAO, mapabuti ang katiyakan ng pagkukurba, at makamit ang pare-pareho at maaasahang resulta sa pang-araw-araw na produksyon.
Ano ang Nagdudulot ng Matinding Springback ng Press Brake?
Bago harapin ang springback ng press brake, mahalaga na maunawaan ang ugat ng dahilan kung bakit ito naging labis sa mga operasyon ng pagkukurba ng sheet metal.
Ang springback ay nangyayari dahil ang metal ay sumasailalim sa elastic recovery kapag ang pwersa ng pagkukurba ay inalis. Mas mataas ang lakas ng materyal at mas malaki ang radius ng kurba, mas malinaw ang epekto ng springback.
Ang pangunahing mga salik na nag-aambag ay:
• Mga materyales na may mataas na tensile strength (halimbawa: stainless steel at high-strength steel)
• Sobrang lapad na V-die openings
• Hindi sapat na pwersa ng pagkukurba na inilalapat
• Mali ang pagpili ng punch radius
• May kusang mali ang angle programming sa mga CNC press brake system
Sa pamamagitan ng pagkilala sa pangunahing salik na nagdudulot ng springback sa isang tiyak na gawain sa machining, maaari kang magpatupad ng mga nakatuon na solusyon, imbes na gumawa ng mga random na pag-adjust sa angle na nagbibigay ng kaunti o walang resulta.
Pagtatakda ng Overbending Angle sa CNC Press Brakes
Ang kontroladong overbending ay isa sa pinakasimple at epektibong paraan upang mabawasan ang springback sa press brake.
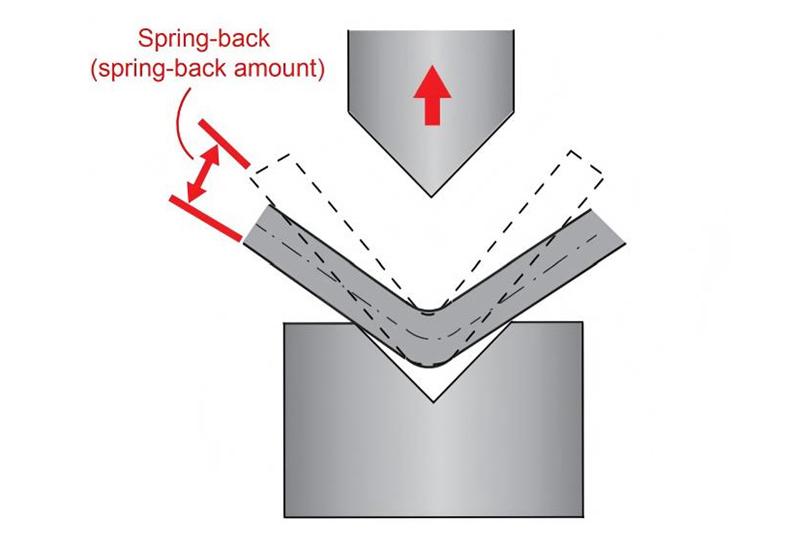
Hakbang 1: Alamin ang Inaasahang Halaga ng Springback
Ang pormula para sa pagkalkula ng halaga ng springback ay: Δθ=θi(【E−kσyE)Ri+KntRi+Knt−1】
Simulan sa pamamagitan ng paggawa ng pagsusulit na pagbend gamit ang eksaktong materyal at kapal na kailangan para sa gawain. Pagkatapos sukatin ang aktuwal na anggulo ng pagbend gamit ang digital angle gauge, ihambing ito sa pre-programmang anggulo—ang pagkakaiba sa pagitan ng dalawa ay ang halaga ng springback na kailangan mong isaalang-alang.
Halimbawa, kung iprogram mo ang 90° na pagbend ngunit ang aktuwal na sukat na anggulo ay 92°, kailangan mong ilagay ang kompensasyon para sa sobrang pagbend na humigit-kumulang 2°.
Hakbang 2: Idagdag ang Kompensasyon ng Anggulo sa Sistema ng Kontrol
Ang mga modernong CNC control system tulad ng Delem ay nagpapahintulot sa iyo na i-adjust ang mga anggulo ng pagbend nang direkta sa pamamagitan ng interface ng kontrol. Sa halip na gumawa ng manu-manong pag-aadjust bawat oras na isinasagawa ang isang gawain, ilagay ang kinalkulang halaga ng kompensasyon sa programa—ito ay nagti-titiyak ng pare-parehong resulta, lalo na sa mga batch production run kung saan ang pag-uulit ay napakahalaga.
Ang pamamaraang ito ay nakikilala sa mga senaryo ng pangkalahatang produksyon kung saan ang pagpapanatili ng pare-parehong anggulo ng pagkukurba ay hindi pwedeng balewalain.
Pagpapabuti ng Pagpipilian ng Kagamitan upang Bawasan ang Springback
Ang tamang pagpili ng kagamitan ay isang mahalagang kadahilanan sa pagbawas ng springback ng press brake, at ang maling pagpili ng kagamitan ay karaniwang sanhi ng labis na springback.
Paggawa ng Tamang Pagbukas ng V-Die
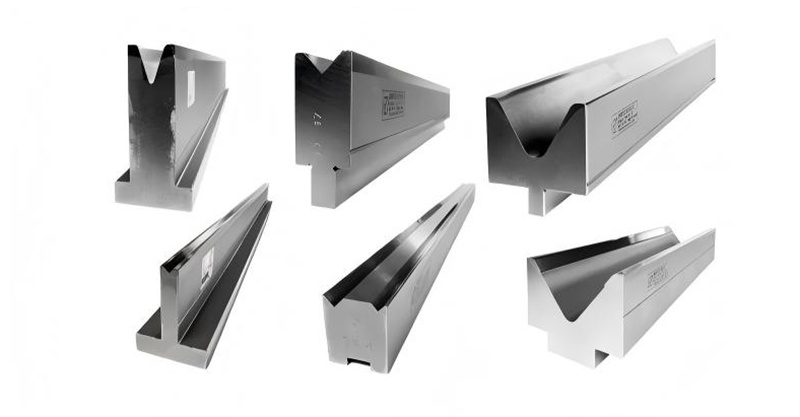
Isang karaniwang kamalian sa pagkukurba ng sheet metal ang paggamit ng sobrang lapad na pagbukas ng V-die. Ang mas malaking bukas na V ay nagdudulot ng mas malaking radius ng kurba, na kung saan ay nagpapalakas ng springback.
Narito ang isang sinubukan at napatunayang patakaran sa pagpili ng mga pagbukas ng V-die:
• Para sa mild steel, ang ideal na bukas na V ay 6–8 beses ang kapal ng materyal.
• Para sa stainless steel, pinaaangkop nang kaunti ang bukas na V upang mas mahusay na kontrolin ang elastic recovery ng materyal at bawasan ang springback.
Paggawa ng Mas Maliit na Radius ng Punch
Ang mas maliit na radius ng tip ng punch ay nagpapataas ng plastic deformation ng metal habang binubend ito, na kung saan nababawasan ang bahagi ng elastic recovery na nagdudulot ng springback. Gayunman, mahalaga ang pagkamit ng balanse: ang isang radius ng punch na sobrang maliit ay nagpapataas ng panganib na mag-crack ang materyal, lalo na kapag ginagamit sa mataas na lakas na steel.
Pagpapalakas ng Bending Force at Pagpapakatatag ng mga Paraan sa Bottoming
Ang pagpapalalim ng penetration depth ng punch papasok sa die ay isa pang lubos na epektibong estratehiya upang pigilan ang labis na springback ng press brake.
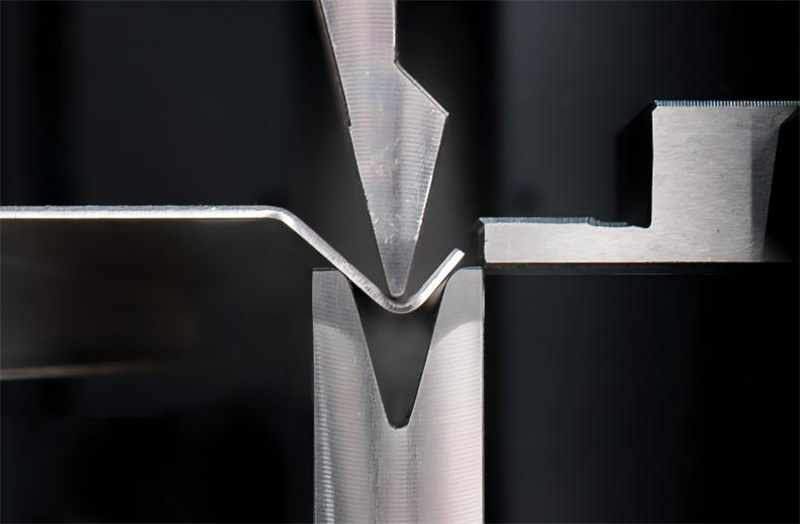
Air Bending Kontra Bottoming
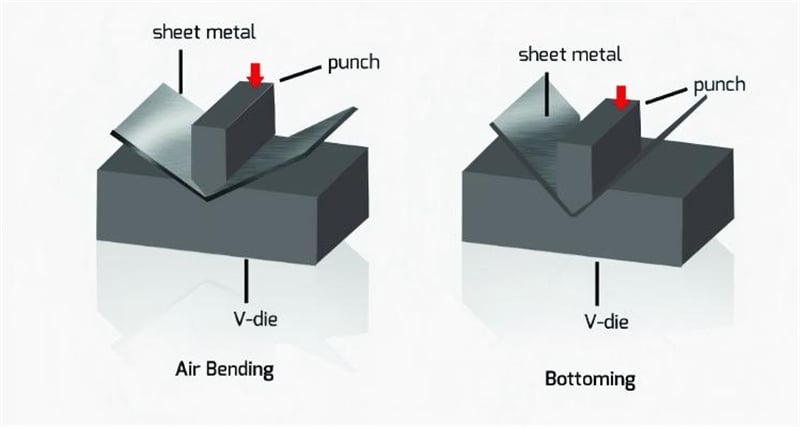
Ang air bending ay may posibilidad na magproduces ng higit na springback dahil ang materyal ay hindi ganap na pinipilit pumasok sa loob ng die cavity habang binubend.
Kapag pinahihintulutan ng mga teknikal na spesipikasyon ng proyekto, ang paglipat sa alinman sa mga paraang ito ay maaaring makabawas nang malaki sa springback:
• pag-umpisa sa ilalim
• Coining
Ang coining ay partikular na epektibo sa pagpapaliit ng springback dahil ito ay pumipilit sa materyal na dumaranas ng plastic deformation na lampas sa kanyang elastic limit.
Bago gamitin ang bottoming o coining, kalkulahin palagi ang kinakailangang tonnage gamit ang isang bending force chart upang maiwasan ang sobrang pagbabaga sa makina at maging sanhi ng pinsala.
Mga Tip na May Kaugnayan sa Materyal para sa Pagbawas ng Springback sa Sheet Metal Bending
Iba-iba ang pag-uugali ng iba't ibang sheet metal materials habang sinusubok ang proseso ng pagbend, at bawat isa ay may karaniwang saklaw ng springback na dapat tandaan:
• 304 stainless steel: 2 hanggang 3 degree
• Mild aluminum: 1.5 hanggang 2 degree
• Cold-rolled steel: 0.75 hanggang 1.0 degree
• Hot-rolled steel: 0.5 hanggang 1.0 degree
• Copper at brass: 0.00 hanggang 0.5 degree
Mga Pagsasaalang-alang para sa High-Strength Steel at Stainless Steel
Ang mga materyal na ito ay may mas mataas na yield strength kaysa sa karaniwang bakal, na direktang nagreresulta sa mas malaking springback ng press brake.
Kapag binubend ang mataas na lakas na bakal o stainless steel, sundin ang mga sumusunod na hakbang upang mabawasan ang springback:
• Pakitipid ang bukas na bahagi ng V-die
• Dagdagan ang halaga ng overbending compensation
• Siguraduhing naka-position ang backgauge nang may katiyakan na eksaktong presisyon
• Gawin ang maramihang pagsubok sa pagbend bago simulan ang mass production
Ang Epekto ng Grain at Rolling Directions
Mahalaga rin na suriin ang direksyon ng grain ng materyal kapag nagpaplano ng pagbend. Ang pagbend ng materyal nang perpendicular sa kanyang rolling direction ay hindi lamang nababawasan ang panganib ng cracking kundi nagpapabuti rin ng pagkakapareho ng angle ng bend, na nagpapabawas pa ng variation sa springback.
Ang kontrol sa materyal ay madalas na isang napapabayaang aspeto ng sheet metal bending, ngunit may malaking epekto ito sa huling katiyakan ng pagbend at sa antas ng springback.
Kalibrasyon ng Makina at Presisyon ng Backgauge

Kahit ang pinakamainam na kagamitan at ang perpektong kinukwentang kompensasyon ng anggulo ay mabibigo sa pagbawas ng springback kung ang press brake mismo ay hindi tamang nakakalibrado at hindi maayos na napapanatili.
Pagsusuri ng Pagkakaseparallel ng Ram
Kung ang ram ng press brake ay hindi parallel sa worktable, ang isang gilid ng nabent na bahagi ay magpapakita ng mas malaking springback kaysa sa kabila, na magreresulta sa hindi pare-parehong mga anggulo. Suriin nang regular ang pagkakaseparallel ng ram gamit ang isang precision gauge upang agad na matukoy at maayos ang isyung ito.
Kalibrasyon ng Sistema ng Backgauge
Ang hindi tumpak na posisyon ng backgauge ay nagbabago sa haba ng flange na binubend, na hindi direktang nakakaapekto sa pagkakapare-pareho ng anggulo ng bend at lumalala sa mga problema ng springback. Kaya naman, mahalaga ang pagpapakatatag ng kalibrasyon ng sistema ng backgauge ng press brake upang bawasan ang mga pagkakaiba sa pagbend at ang springback.
Ang pangkalahatang pagpapanatili ng makina at ang regular na kalibrasyon ay mahalaga upang mabawasan ang kumulatibong mga pagkakamali sa pagbend na nagdudulot ng labis na springback.
Mga madalas itanong
Bakit mas malinaw ang springback ng press brake sa stainless steel?
Ang stainless steel ay may mas mataas na tensile strength at mas malaking elasticity kaysa sa mild steel, na nangangahulugan na ito ay nagpapakita ng mas malaking elastic recovery matapos alisin ang lakas ng pagbend, na humahantong sa mas matinding springback.
Ano ang pinakaepektibong paraan para mabawasan ang springback ng press brake nang hindi pinalalitan ang tooling?
Ang pinakapraktikal na solusyon ay ang pagpapatupad ng kontroladong overbending compensation sa CNC controller—ito ay ginagawa sa pamamagitan ng unang paggawa ng mga test bend, pagsukat ng aktwal na springback, at pag-input ng korespondiyenteng halaga ng compensation sa programa.
Laging ba binabawasan ng pagtaas ng tonnage ang springback?
Hindi kinakailangan. Ang pagtaas ng tonnage upang palakasin ang penetration depth ay maaaring tumulong sa pagbawas ng springback, ngunit ang labis na tonnage ay maaaring sirain ang tooling ng press brake at kahit ang mismong makina. Ang paggamit ng kontroladong bottoming o coining techniques ay isang mas epektibo at ligtas na paraan upang mabawasan ang springback.
Paano kalkulahin ang springback nang may mataas na katiyakan?
Ang pinakamaaasahang paraan ay gawin ang pagsusulit na pagkukurba gamit ang tunay na materyales at kapal na gagamitin sa produksyon, sukatin ang panghuling anggulo ng kurba gamit ang digital na angle gauge, at ihambing ang nasabing sukat sa pre-programadong anggulo. Ang numerong pagkakaiba sa pagitan ng dalawang ito ang eksaktong halaga ng kompensasyon na kailangan mong gamitin.
Kongklusyon
Ang springback sa press brake ay isang hindi maiiwasang pisikal na pangyayari sa pagkukurba ng sheet metal, ngunit ang labis na springback ay lubos na kontrolado. Sa pamamagitan ng pag-unawa sa natatanging katangian ng mga materyales na ginagamit mo, pagpili ng tamang tooling, paglalapat ng tumpak na kompensasyon sa overbending, at tiyakin na ang press brake ay wastong nakakalibrado at napapanatiling mabuti, maaari mong malakiang mapabuti ang katiyakan ng pagkukurba at makamit ang pare-parehong resulta sa produksyon.
Kung nahihirapan ka sa hindi pare-parehong mga anggulo ng pagkukurba o tumatanggap ka ng mga reklamo tungkol sa kalidad na may kinalaman sa springback, simulan muna ang pagsusuri sa mga pangunahing dahilan ng labis na springback imbes na gumawa ng mga blind at paulit-ulit na pag-aadjust sa iyong mga programa sa CNC. Para sa propesyonal na gabay sa pagpili ng mga kagamitan, pagkalkula ng tonelada, o mga setting ng CNC compensation, huwag mag-atubiling makipag-ugnayan sa aming technical team. Laging handa kaming tumulong upang makamit mo ang matatag at mataas na presisyong mga resulta sa pagkukurba para sa lahat ng iyong mga proyekto sa sheet metal.

