















































Vad är den positiva och negativa brännvidden för en metallskärmande laser?
Metallskärmaskiner med hög effekttäthet använder laserstrålar som sveper över materialens yta, värmer upp dem till tusentals till tiotusentals grader Celsius på en mycket kort tid, smälter eller förångar materialen och använder sedan högtrycksgas för att blåsa bort de smälta eller förångade materialen från skärningen för att uppnå syftet med att skära material.

Metallasermaskiner används inom olika tillverknings- och processindustrier såsom plåtbehandling, flygindustri, rymdindustri, elektronik, hushållsapparater, tunnelbanedelar, bilar, maskiner, precisionsdelar, fartyg, metallurgisk utrustning, hissar, hushållsapparater, konstnärliga gåvor, verktygsbearbetning, inredning, reklam och extern metallbearbetning. Metallasermaskiner används huvudsakligen för snabb skärning av olika metallmaterial såsom kolstål, siliciumstål, rostfritt stål, aluminiumlegering, titanlegering, galvaniserad plåt, syrabadad plåt, aluzinkplåt, koppar, etc.
Vad är då den positiva och negativa brännvidden för en metallaser? Vad är sambandet mellan en lasers brännvidd och materialet?
Analys av sambandet mellan metallasermaskinernas positiva och negativa brännvidder och materialen:
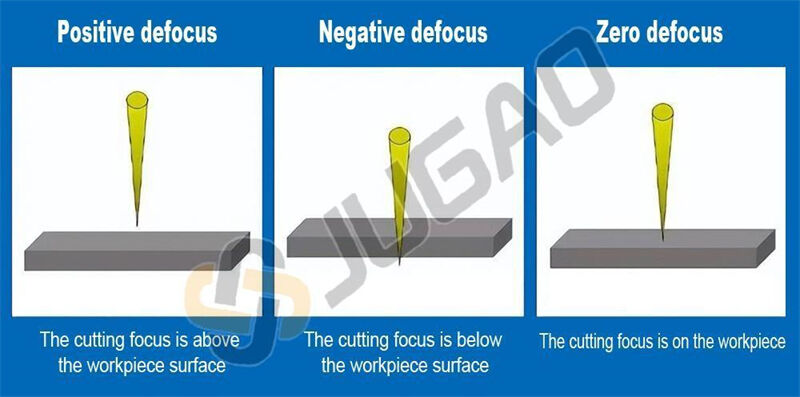
1. Skärningsfokuseringen på laser-skärarmaskinen är på arbetsstyckets yta
Denna metod är den mest vanliga fokuseringspositionen, även känd som 0 fokallängd, och används ofta för att skära arbetsstycken såsom SPC/SPH/SS41. När den används väljs skärarens fokus nära arbetsstyckets yta. I detta läge har arbetsstyckets övre och undre ytor olika slätthet. Generellt sett är den skärande ytan nära fokus relativt slät, medan den undre ytan, som ligger längre bort från skärningsfokus, är ojämn. Detta läge bör bestämmas enligt processkraven för de övre och undre ytorna i praktiska tillämpningar.
2. Skärningsfokuseringen på laser-skärarmaskinen är på arbetsstycket
Denna metod kallas negativ brännvidd, eftersom skärningspunkten inte ligger på ytan av skärmaterialet eller inne i skärmaterialet, utan ovanför skärmaterialet. Generellt används detta fokus eftersom plattans tjocklek är relativt stor. Om fokus inte är placerat på detta sätt kan det leda till otillräcklig mängd syre som levereras av dysan, vilket resulterar i en sjunkande skärtemperatur och att materialet inte kan skäras. En betydande nackdel med denna metod är dock att skärytan blir grov och inte lämplig för precisionskärning.
3. Laserskärarens skärfokus är inuti arbetsstycket
Denna metod kallas positiv brännvidd, och används generellt när man skär material såsom rostfria eller aluminiumplåtar, så att skärbrännpunkten ligger inne i arbetsstycket. Den huvudsakliga nackdelen med denna metod är att skärvidden är större än skärpunkten på arbetsstyckets yta, och detta läge kräver ofta en kraftigare skärluftströmning, tillräcklig temperatur samt längre skär- och genombrytningstid. Därför används den endast vid skärning av hårdare material såsom rostfritt stål eller aluminium.
Fokuseringens inverkan på skärningen:
1. Fokusläget är för sent, skarp och kort slagg;
2. Fokusläget är för tidigt, sfärisk slagg;
3. Fokusläget är korrekt, ingen slagg.

Användare kan välja en lämplig fokusmetod för skärning beroende på olika fokuspositioners effekt vid materialskärning och enligt egna bearbetningsbehov, för att bättre kunna utnyttja laserskärarens prestandafördelar!
Ovanstående är relationen mellan positiva och negativa brännvidder hos metallasermaskiner och material. JUGAO CNC MACHINE:s främsta produkter inkluderar laserlödningsmaskiner, CNC-hydrauliska böjningsmaskiner, laserlödningsmaskiner, skärningsmaskiner och rörböjningsmaskiner, som används inom plåtbehandling, chassin och skåp, belysning, mobiltelefoner, 3C, kökshåll, badrum, bearbetning av bilkomponenter och hantverksindustrin. Välkommen att kontakta oss online för att få mer information om maskinerna.

