















































Viktiga funktioner i DELEM DA-69T-inställningsläget
Innehållsförteckning
1. Navigering i DELEM DA-69T-inställningsgränssnittet
2. Allmänna inställningar
3. Hantering av material
4. Säkerhetskopierings- och återställningsfunktioner
a. Produktsäkerhetskopiering
b. Produktåterställning
c. Verktygssäkerhetskopiering
d. Verktygsåterställning
e. Säkerhetskopiering och återställning av tabeller och inställningar
f. Automatiska schemalagda säkerhetskopior
g. Katalognavigation
5. Programinställningar
6. Standardvärden
7. Beräkningsinställningar
8. Produktionsinställningar
9. Produktionstidsberäkning
10. Tidsinställningar
11. Vanliga frågor (FAQ)
12. Slutsats
DELEM DA-69T-inställningsläget är en avgörande komponent i pressbänkens drift och förses med avancerade konfigurationsfunktioner som gör det möjligt för användare att utöva exakt kontroll över maskinens prestanda. Den här guiden undersöker de grundläggande funktionerna i DELEM DA-69T-inställningsläget och förklarar hur varje funktion optimerar pressbänkens drift och förbättrar den totala produktionseffektiviteten. Oavsett om du är en ny användare som vänjer dig vid systemet eller en erfaren operatör som söker fördjupa dina kunskaper ger den här resursen all väsentlig information som krävs för att fullt ut utnyttja DELEM DA-69T:s potential.
Navigera i DELEM DA-69T-inställningsgränssnittet
Växla till inställningsläget genom att trycka på navigeringsknappen Inställningar. Gränssnittet är utformat för intuitiv användning, där alla konfigurationsalternativ är ordnade i logiska flikar. För flikar som överskrider skärmens visningskapacitet drar du helt enkelt flikfältet horisontellt för att komma åt alla tillgängliga inställningar.
Allmänna inställningar
Fliken Allmänna inställningar gör det möjligt att finjustera kärnoperativa parametrar, vilket direkt förbättrar prestandan för bänkpressen genom flexibla och användarvänliga justeringsalternativ:
Parameterjustering
För att ändra parametrar väljer du den relevanta fliken och trycker på den önskade inställningen. Ett virtuellt tangentbord visas för inmatning av numeriska eller alfanumeriska värden, medan nedrullningsbara listor stödjer snabb val—med vertikal rullning tillgänglig för längre listor.
Enhetsval
Anpassa måttenheter så att de överensstämmer med dina operativa behov:
• Tum/mm-väljare: Växla mellan millimeter och tum för linjära mått
• Ton/kN-väljare: Välj ton eller kilonewton för kraftmätning
• Motstånd per m/mm: Välj motståndsenheter per meter eller millimeter
Anpassning av gränssnitt
• Språk: Välj från en lista med supporterade gränssnittsspråk. Observera att gränssnittet kan startas om vid växling till språk med icke-standardtecken.
• Hjälpspråk: Standardinställningen är det valda gränssnittsspråket, med engelska som reservalternativ. Ytterligare hjälpspråk kan installeras via nätverksanslutning eller USB-minne.
Inmatningsinställningar
• Tangentbordslayout: Välj Qwerty-, Qwertz- eller Azerty-layout för att anpassa sig till användarens vanor
• Tangentljud: Aktivera eller inaktivera ljudåterkopplingen från inmatningspanelen
• Kommandopanelens position: Byt kommandopanelens placering till antingen vänster eller höger sida av skärmen (standard: höger sida)
Dessa anpassningsbara funktioner gör DELEM DA-69T-inställningsläget till ett mångsidigt verktyg för att anpassa maskininställningarna efter enskilda driftkrav.
Hantering av material
DELEM DA-69T-inställningsläget möjliggör effektiv programmering, redigering och borttagning av materialdata, med en maximal lagringskapacitet på 99 materialposter. För varje material kan användaren definiera tre grundläggande egenskaper:
1. Materialnamn: Visas på programmeringsskärmarna, begränsat till 25 tecken och måste börja med en bokstav
2. Draghållfasthet: Anger materialets prestanda vid dragbelastning
3. E-modul: Anger materialets elasticitetsmodul
Sträckhärtningsexponent
Sträckhärtningsexponenten (betecknad som n) är en avgörande materialparameter som direkt påverkar noggrannheten i böjberäkningar. Denna parameter anges av materialleverantörerna tillsammans med draghållfastheten och E-modulen. En korrekt inmatning av n-värdet förbättrar beräkningen av innerdiametern, vilket leder till exakta värden för böjdjup och böjtillägg – och slutligen optimerar positionen för bakmåttskalan samt den utvecklade längden för böjningar.
Som standard är n-värdet inaktiverat (inställt på _.__) och kan konfigureras mellan 0,01 och 1,00 (ett typiskt värde för mjuk stål är 0,21). Om värdet återställs till 0 inaktiveras parametern helt.
Beräkning av sträckhärtningsexponenten
N-värdet kan beräknas på två sätt, beroende på om en tabell för böjtillägg finns tillgänglig:
1. Utan tabell för böjtillägg
Utför en provböjning i manuellt läge och välj sedan knappen 'Beräkna n' i materialtabellen. Systemet beräknar n-värdet baserat på skillnaden mellan X-axelns position och den uppmätta sidlängden. Beräkningsprecisionen beror på korrekt inmatning av plåttjocklek, verktygsparametrar och sidlängdsmätningar.
2. Med en böjningsutjämnings-tabell
N-värdet kan hämtas direkt från den förkonfigurerade tabellen. Välj det aktuella materialet och tryck på 'Beräkna n' för att visa det automatiskt beräknade resultatet.
Hantering av materialdata
Material listas initialt efter sitt unika materialnummer (ID) och kan sorteras efter vilken egenskap som helst för effektiv navigering. För att ändra eller radera ett material väljer du helt enkelt motsvarande rad. Nytt material kan läggas till genom att välja en tom rad och ange de krävda egenskapsvärdena.
Att behärska sträckhärdningsexponenten och hanteringen av materialdata är avgörande för att uppnå exakta och konsekventa metallbearbetningsoperationer med DELEM DA-69T.
Säkerhetskopierings- och återställningsfunktioner
DELEM DA-69T:s inställningsläge har robusta säkerhetskopierings- och återställningsfunktioner för att skydda dataintegriteten och säkerställa obegränsade pressbänksoperationer. Systemet stödjer säkerhetskopiering och återställning av produkt- och verktygsdata i DLC-filformat, vilket är kompatibelt med äldre DELEM-styrmodeller – vilket ger flexibilitet att enkelt skydda kritiska driftsdata.
Säkerhetskopiering och återställning kan utföras med olika lagringsmedier (t.ex. USB-minnen, nätverkslagring) beroende på vilka anslutningar som finns tillgängliga på maskinen. Användare kan skapa och välja anpassade kataloger efter behov, med separata lagringsplatser för produkt- och verktygsdata för att upprätthålla en strukturerad filhantering.
4.1 Produktsäkerhetskopiering
För att säkerhetskopiera produktionsprogram till en extern lagringsenhet:
1. Gå till fliken Säkerhetskopiering/återställning och välj produkter i avsnittet Säkerhetskopiering.
2. När den initiala säkerhetskopieringskatalogen har angetts laddas skärmen för produktsäkerhetskopiering, med följande nyckelfunktioner:
○ Produktvisning: Alla produkter i den valda källkatalogen listas, vilket speglar visningsalternativen i Produktläge för intuitiv navigering.
○ Platsvisning: Överst på skärmen visas den aktuella källkatalogen och den angivna säkerhetskopieringsplatsen, vilket säkerställer full transparens i filhanteringen.
○ Selektiv säkerhetskopiering: Tryck på en produkt för att markera den för säkerhetskopiering (en säkerhetskopieringsmarkör bekräftar valet). Om ett dubbelt produktnamn finns på säkerhetskopieringsplatsen uppmanar systemet användaren att bekräfta överskrivningen.
○ Gruppvis säkerhetskopiering: Funktionen Alla möjliggör enklickssäkerhetskopiering av alla listade produkter, vilket effektiviserar dataskyddet för flera filer.
○ Navigation i källkatalog: Använd Källkatalog för att öppna en katalogbläddrare och välja en annan källplats för produkter.
○ Navigation i säkerhetskopieringskatalog: Använd Säkerhetskopieringskatalog för att justera mållagringsplatsen för säkerhetskopierade produkter.
4.2 Återställning av produkter
För att återställa produktionsprogram till styrmodulen:
1. Gå till fliken Säkerhetskopiering/återställning och välj produkter i avsnittet Återställ.
2. När den ursprungliga återställningskatalogen har angetts läses skärmen för produktåterställning in med kärnfunktioner:
○ Intuitiv visning: Produkterna i den valda återställningskatalogen visas i samma format som i Produktläget för enkel identifiering.
○ Synlighet för källa/mål: Överst på skärmen visas aktuell återställningskälla och målenhetens plats.
○ Anpassning av katalog: Använd Återställningskatalog för att välja en annan källa och Målkatalog för att välja målplatsen på styrmodulen.
○ Välj återställning: Tryck på en produkt för att markera den för återställning (en bekräftelsemarkör visas). Om en identisk fil redan finns på styrmodulen uppmanar systemet användaren att bekräfta överskrivningen.
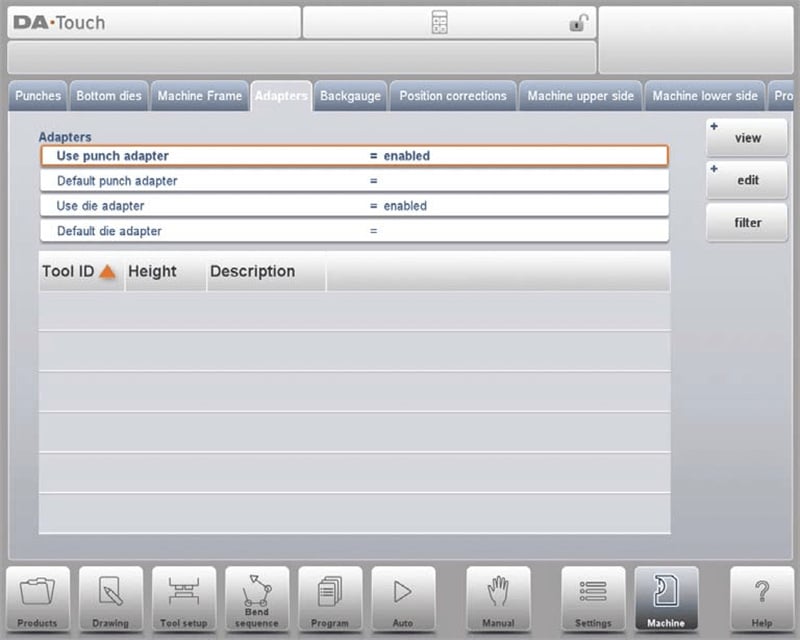
4.3 Verktygssäkerhetskopiering
För att säkerhetskopiera verktygsdata (stansar, stansverktyg, maskinformer) till en extern lagringsenhet:
1. Gå till fliken Säkerhetskopiering/återställning och välj verktyg i avsnittet Säkerhetskopiering.
2. Efter att ha angett den ursprungliga säkerhetskopieringskatalogen läses verktygets säkerhetskopieringsskärm in. Säkerhetskopieringsproceduren följer samma steg som för produktsäkerhetskopiering, med samma funktioner för valfri/satsvis säkerhetskopiering och navigering i kataloger.
4.4 Återställning av verktyg
Återställning av verktyg följer exakt samma procedurer som återställning av produkter, med samma gränssnittsdesign, möjligheter att anpassa kataloger och funktion för att påminna om dubbla filer.
4.5 Säkerhetskopiering och återställning av tabeller och inställningar
Fliken Säkerhetskopiering/återställning erbjuder dedicerad funktionalitet för säkerhetskopiering av användarspecifika inställningar och systemtabeller, med en procedur som är identisk med den för säkerhetskopiering/återställning av produkter och verktyg. Funktionen Alla automatiserar hela processen sekventiellt – säkerhetskopierar eller återställer Produkter + Verktyg + Tabeller + Inställningar i ett enda steg för maximal effektivitet.
4.6 Automatiska schemalagda säkerhetskopieringar
För att säkerställa konsekvent, manuellfri dataskydd inkluderar DELEM DA-69T-inställningsläge en funktion för automatiska schemalagda säkerhetskopieringar:
1. Gå till alternativet för säkerhetskopieringsplan i fliken Säkerhetskopiering/återställning.
2. Ange säkerhetskopieringsintervallet (1–31 dagar) för en automatisk säkerhetskopieringsåtgärd.
3. När den schemalagda tiden inträffar och maskinen är inaktiv, uppmanar systemet användaren att antingen utföra säkerhetskopieringen omedelbart eller skjuta upp den (med en påminnelse inställd för 1–24 timmar).
4. Användare kan ange en föredragen standardplats för säkerhetskopiering för alla schemalagda säkerhetskopieringar.
Denna automatiska funktion förenklar datahanteringen och säkerställer att viktig driftsdata konsekvent skyddas utan manuell ingripande.
4.7 Katalognavigation
Genom att välja Säkerhetskopieringskatalog öppnas ett dedikerat fönster som visar alla tillgängliga säkerhetskopieringskataloger, med intuitiva navigeringsverktyg för att hantera lagringsstrukturen:
• Bläddra bland underkataloger: Tryck på punktikonen för att öppna och visa innehållet i underkataloger.
• Navigera uppåt i kataloghierarkin: Tryck på ikonen (FÖRÄLDRAR) för att gå upp ett katalognivå; upprepa för att nå toppnivån för enhetsväxling.
• Enhetsval: På den översta nivån väljer du den önskade lagringsenheten (t.ex. USB, nätverk) och väljer sedan den relevanta underkatalogen.
• Nätverkslagring: Med en aktiv nätverksanslutning väljer du Nätverk och väljer en tillgänglig nätverksvolym (navigationen speglar hanteringen av lokala enheter).
• Underkataloghantering: Skapa eller ta bort underkataloger med hjälp av alternativen Skapa underkatalog och Ta bort underkatalog; tryck på valfri underkatalog för att välja den som säkerhetskopieringsplats.
Effektiv katalognavigation säkerställer att säkerhetskopierade data förblir organiserade och lättillgängliga – en grundpelare för effektiv datahantering vid pressbänksoperationer.
Programinställningar
DELEM DA-69T-inställningsläge innehåller en omfattande databas för vinkelkorrigering och avancerade programmeringsparametrar som förbättrar böjningsprecisionen och driftens konsekvens. Viktiga funktioner inkluderar:
Aktivering av vinkelkorrigeringens databas
Genom att aktivera denna inställning sparas alla vinkelkorrigeringar som matas in under produktionen (automatiskt läge) i en dedikerad databas. Korrigeringar för specifika böjningar behålls för framtida användning, vilket säkerställer konsekvens mellan identiska eller liknande projekt och minskar installations- och förberedelsetiden.
Automatiska korrekturförslag
Under produktionen kontrollerar styrmodulen databasen efter befintliga korrigeringar för liknande böjningar:
• Exakta matchningar utlöser ett automatiskt korrekturförslag.
• Böjningar med en vinkelskillnad på ≤10° jämfört med lagrade poster får interpolerade korrekturförslag.
• Inga förslag ges om korrigeringar för intilliggande böjningar skiljer sig åt med mer än 5° (för att undvika felaktiga justeringar).
Initialt program för vinkelkorrigering ming
Den här parametern möjliggör små initiala vinkelkorrigeringar, som endast syns på korrigeringssidan i automatiskt läge. Till exempel kan en baskorrigering på -8° justeras med en initial korrigering på -6°, vilket ändrar den visade korrigeringen till -2° utan att ändra det totala effektiva korrigervärdet.
Allmän vinkelkorrigeringprogrammering
Tillämpar globala korrigeringar på alla böjningar i ett program (inte lagrat i vinkelkorrigeringens databas). Kan aktiveras för enkelaxlig (G-korr. α1) eller dubbelaxlig (G-korr. α1 och α2) korrigering (standardkonfiguration).
Lagring av vinkelkorrigeringar i manuellt läge
Aktiverar loggning av vinkelkorrigeringar som fastställs i manuellt läge, vilka senare kan tillämpas på programmering i automatiskt läge för förbättrad böjningsnoggrannhet.
Parametrar för korrigeringprogrammering
• Vinkelkorrigering: Välj mellan att kopiera delta-värden, behålla fasta delta-värden eller göra oberoende justeringar för vinkelkorrigeringar under produktionen (standard: kopiera korrigeringar).
• X-korrigering: För CX1- och CX2-axlarna välj mellan att kopiera korrigervärden, behålla delta eller oberoende justeringar (speglar alternativen för vinkelkorrigering).
Oberoende programmering av Y1/Y2
Möjliggör oberoende programmering av Y1- och Y2-axlarna för extremt exakt styrning (standardinställning: programmering för enkelaxlig drift för förenklad hantering).
Maskin-ID och beskrivning
Tilldela ett unikt ID och ett beskrivande namn till varje maskin i en anläggning för att:
• Förhindra programmeringsfel vid inläsning av data från säkerhetskopior.
• Förenkla drift och profilhantering över flera DELEM-styrda maskiner.
Dessa målriktade programmeringsfunktioner understryker DELEM DA-69T:s mångsidighet och förbättrar direkt pressbänkens noggrannhet och produktivitet för komplex metallbearbetning.
Standardvärden
Standardvärden definierar de initiala parametrarna för alla pressbänkfunktioner, vilket förenklar programmeringen och säkerställer driftkonsekvens – en avgörande funktion för att optimera maskinens effektivitet. Viktiga standardinställningar inkluderar:
Standardöppning för Y-axeln
Anger det initiala öppningsvärdet för Y-axeln i programläget, vilket minskar manuell parameterinmatning för nya program och snabbar upp inställningen.
Standardpresshastighet
Fastställer en standardmässig initial presshastighet för alla nya program, vilket säkerställer enhetlig drift under produktion.
Standardväntetid innan återdragning
Definierar styrnhetens återdragningsbeteende i böjprogram (standard: Ja, konfigureras under efterbehandling och programmering), vilket förenklar driftflödet genom konsekvent återdragningsstid.
Standardkod för stegändring
Anger när stegändringar sker i ett böjprogram (standard: UDP, med detaljerade förklaringar tillgängliga på sidan Valbara data i programläget), vilket möjliggör strukturerad och exakt progression genom böjstegen.
Standardfördröjningstid
Förinställer väntetiden för X-axeln vid stegändringar för att anpassa sig efter produktens hanteringsbehov, vilket ger flexibilitet att lägga till nödvändiga pauser för förbättrad noggrannhet och materialhantering.
Standardväntetid
Ställer in en standardväntetid för böjprogram, vilket möjliggör kontrollerad böjning genom att pausa maskinen vid kritiska steg i böjprocessen.
Standardförböjningsvinkel
Anger den initiala förböjningsvinkeln för grafiska produkter, vilket underlättar korrekta förböjningsberäkningar och exakt böjformning.
Standardhemsöppning
Ger ett initialt öppningsvärde för flänspositionering vid hemsböjning (startvärde: 0,00 mm), vilket säkerställer att det inte uppstår någon lucka mellan flänsarna och att hemsböjningen utförs med hög precision.
Standardmått
Avgör om ritningar av grafiska produkter använder yttre eller inre mått (D1), vilket förbättrar ritningens noggrannhet genom att definiera måttsättningsegenskaper redan från början.
Genom att förstå och anpassa dessa standardvärden efter specifika produktionskrav kan användare optimera maskininställningarna och uppnå effektivare och mer konsekventa pressbänksoperationer.
Beräkningsinställningar
Hantering av böjningsutjämningsvärde är kärnan i fliken Beräkningsinställningar, en avgörande funktion för att uppnå exakta böjningsoperationer. Böjningsutjämningsvärde justerar X-axelns position för att kompensera för plåtens förkortning efter böjning, och styrningen DELEM DA-69T erbjuder flexibla beräknings- och justeringsalternativ.
Beräkning av böjningsutjämningsvärde
Två huvudsakliga metoder finns tillgängliga för beräkning av böjningsutjämningsvärde:
• Beräkning: Styrenheten använder sin standardinbyggda formel för att automatiskt beräkna böjningsutjämningsvärdet, vilket ger en pålitlig standardinställning för alla böjningsoperationer.
• Tabell: Använd förkonfigurerade tabeller för böjningsutjämningsvärden på styrenheten för fördefinierade korrekturvärden, vilket ger förbättrad noggrannhet för specifika material och böjparametrar.
Dataförberedelse och korrigering av böjningsutjämningsvärde
Aktivera eller inaktivera korrigeringar av böjningsutjämningsvärde vid förberedelse av programmeringsdata, med tydliga operativa konsekvenser:
• Korrigering av: Ingen böjningsmarginal tillämpas vid numerisk programmering – idealiskt för projekt där standardparametrarna uppfyller kraven på noggrannhet.
• Korrigering på: Böjningsmarginalkorrigeringar integreras i den numeriska programmeringen, vilket säkerställer exakta justeringar av axlarna i enlighet med beräknade värden. Alla korrigeringar lagras och kan granskas i Produktionsläget.
Obs: Denna inställning påverkar endast produktprogrammeringen; efterbearbetning i Ritningsläget inkluderar automatiskt böjningsmarginalen i CNC-programberäkningarna för sekvensritning.
Redigera böjningsmarginaltabeller
För befintliga böjningsmarginaltabeller väljer du parametern Aktiv böjningsmarginaltabell för att öppna ett dedikerat redigeringsfönster. Funktioner för tabellhantering inkluderar:
• Fältredigering: Använd Tab-tangenten för att välja fält i en tabellpost, ange nya värden och tryck på RETUR för att spara ändringarna.
• Tabellbegränsning: Tabeller kan inte skapas direkt i Inställningsläget – endast förinstallerade tabeller kan redigeras.
• Laddningstabeller: Välj Läs in tabell för att navigera till filplatsen och läsa in en befintlig böjningsutjämnings-tabell.
• Referens: För detaljerad information om tabellen, se DELEM:s dedikerade manual för böjningsutjämnings-tabeller.
Ytterligare beräkningsparametrar
• Nedtryckningskraftfaktor: Nedtryckningskraften beräknas genom att multiplicera luftböjningskraften med denna faktor, vilket säkerställer korrekt krafttillämpning vid nedtryckningsböjningsoperationer.
• Z-avståndsjustering: Definierar det uppmätta avståndet från fingrets kant till plåtens hörn. För maskiner med automatiska Z-axlar beräknas fingrarnas positioner automatiskt i förhållande till plåtens ände för maximal precision och effektivitet.
Dessa beräkningsfunktioner möjliggör omfattande anpassning av böjningsberäkningar, vilket direkt förbättrar DELEM DA-69T:s noggrannhet för anpassade metallbearbetningsbehov.
Produktionsinställningar
Fliken Produktionsinställningar erbjuder en uppsättning avancerade konfigurationer som optimerar pressbänkens produktionsfunktioner, med fokus på precision, säkerhet och driftseffektivitet. Viktiga funktioner inkluderar:
Lagerantalssläge
Hanterar produktionscykeln via en konfigurerbar lagerräknare (räkning uppåt eller nedåt):
• Nedräkning: Idealisk för att uppfylla fasta produktionskvoter – maskinen stannar automatiskt så snart målantalet uppnåtts.
• Uppräkning: För att spåra produktionsförloppet, med ökning vid varje slutförd produktionscykel.
Automatisk böjändringsläge
Styr automatisk stegvis belastning för böjningsoperationer:
• Aktiverat: Nästa uppsättning böjningsparametrar läses in automatiskt – endast ett tryck på startknappen krävs för att fortsätta produktionen.
• Inaktiverat: Manuell val och aktivering av nästa steg krävs, vilket ger operatören större kontroll vid komplexa böjningar.
Parallellitetsförskjutning
Ställer in ett globalt parallellitetsvärde för Y-axelns slag för att säkerställa konsekvent parallellitet under produktionen – särskilt kritiskt vid spännpunkten för enhetlig böjkvalitet.
Lås touchskärmen vid start
Låser touchskärmen under maskinens drift för att förhindra oavsiktliga parameterjusteringar, vilket avsevärt förbättrar driftsäkerheten och minskar kostsamma produktionsfel.
Tryck- och spännkorrigeringar
• Tryckkorrigering: Justerar kraften som tryckventilen utövar för exakt kraftkontroll under böjning.
• Spännkorrigering: Ändrar bjälkens position för att säkerställa stadig plåtspänning, en grundläggande förutsättning för noggranna och konsekventa böjningar.
Justeringar av delstöd
• Standardreturhastighet: Ställer in hastigheten för delstödets återdragning efter att en böjning slutförts.
• Extra vinkel: Ger ytterligare vinkeljusteringar under dekompression, vilket möjliggör exakt materialhantering och positionering.
Säkerhetsåtgärder för X- och Z-axlarna
Avgörande för att förhindra kollisioner mellan verktyg och maskin:
• X-säkerhetsförskjutning: Skapar en dedicerad säkerhetszon för X-axeln för att undvika kollisioner med stansverktyg, stansar och annat verktyg.
• Mellanliggande X för Z-rörelse: Definierar en säker tillfällig position på X-axeln för sömlös rörelse längs Z-axeln – nödvändigt vid användning av flera olika stansstorlekar.
• Mellanliggande R för X-rörelse: Anger en tillfällig position på R-axeln för att förhindra stansinterferens under rörelser längs X-axeln.
Anteckningar som visas
Konfigurerar maskinen att automatiskt visa vikstegsanteckningar i automatiskt läge, vilket säkerställer att operatörer har realtidsåtkomst till kritiska instruktioner för varje viksteg.
Dessa robusta produktionsinställningar förbättrar pressbänkens prestanda avsevärt och gör DELEM DA-69T till ett oumbärligt verktyg för metallbearbetning med hög precision och hög effektivitet.
Beräkning av produktionstid
Beräkning av produktions tid är en nyckelkomponent i beräkningen av böjsekvensen, där den totala produktions tiden för en produkt bestäms av axelns positions hastighet och produkthanterings tider – båda påverkas av produktens fysiska mått.
Små produkter (i Z-riktningen) möjliggör snabba övre-under-svängar, medan långa produkter (i X-riktningen) kräver extra tid för omplacering av materialet. DELEM DA-69T:s inställningsläge hanterar detta genom att möjliggöra anpassad konfiguration av svängtider via en dedicerad tabell, som kategoriserar svängtider i fyra längdintervall med hjälp av tre användardefinierbara gränsvärden.
Genom att anpassa svängtider för olika produktstorleksintervall kan användare optimera maskininställningarna för varje produktionskörning – vilket ökar den totala produktiviteten och säkerställer korrekt tidsbestämning av böjsekvensen.
Tidsinställningar
Fliken Tidsinställningar konfigurerar visningen och justeringen av datum och tid på styrmodulen DELEM DA-69T, med full synkronisering till det underliggande operativsystemet Windows:
• Visning av tid: Välj att visa datum och tid, endast tid eller ingen tid/datum på titelpanelen.
• Tidsformat: Växla mellan 24-timmars- och 12-timmarsformat för tidsvisning.
• Datumformat: Välj mellan dd-mm-åååå, mm-dd-åååå eller åååå-mm-dd för datumvisning.
• Justera tid: Uppdatera systemets datum och tid manuellt – ändringarna tillämpas automatiskt på operativsystemet Windows som körs på styrmodulen.
Frågor som ofta ställs (FAQ)
Kan jag spara anpassade inställningsprofiler i inställningsläget för DELEM DA-69T?
Ja. Inställningsläget för DELEM DA-69T stödjer skapande och lagring av anpassade inställningsprofiler. Den här funktionen möjliggör snabb växling mellan olika konfigurationer för att anpassa sig till specifika produktionsbehov, vilket avsevärt förbättrar driftseffektiviteten och minskar maskininställningstiden.
Vad ska jag göra om jag stöter på ett fel i DELEM DA-69T-inställningsläget?
Om ett fel uppstår bör du först använda de diagnostiska verktygen som är inbyggda i inställningsmenyn för att identifiera och felsöka problemet. Om problemet kvarstår bör du konsultera den officiella DELEM-användarhandboken eller kontakta JUGAO-supporten för ytterligare hjälp.
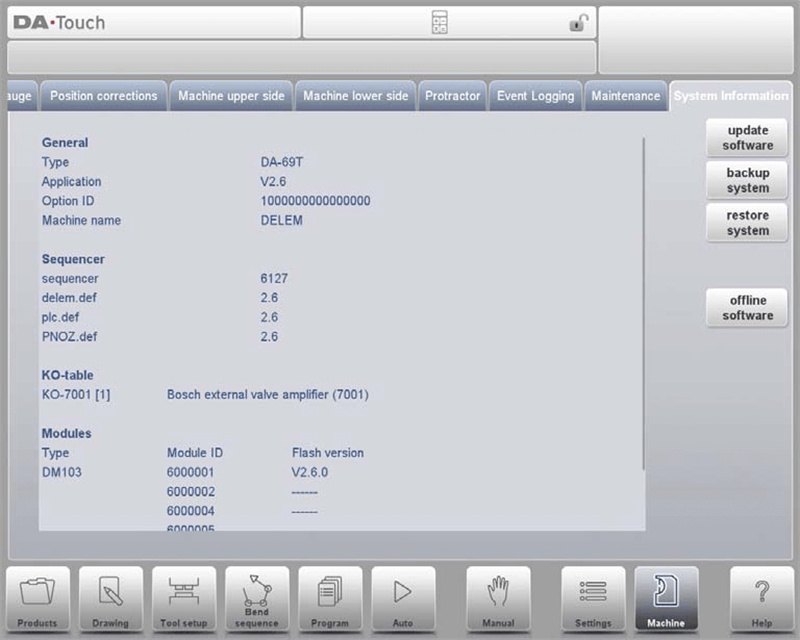
Är det möjligt att utföra programuppdateringar i DELEM DA-69T-inställningsläget?
Ja. Inställningsläget inkluderar dedicerade alternativ för programuppdateringar i avsnittet Systeminställningar. Användare kan söka efter tillgängliga firmware-/programuppdateringar och installera dem direkt för att säkerställa att styrenheten kör den senaste versionen – med tillgång till förbättrade funktioner, prestandaförbättringar och säkerhetsuppdateringar.
Slutsats
Att behärska de viktigaste funktionerna i DELEM DA-69T:s inställningsläge är avgörande för att maximera effektiviteten, precisionen och tillförlitligheten i dina pressbänkoperationer. Genom att bekanta dig med systemets konfigurerbara parametrar och anpassa styrmodulens inställningar till dina specifika produktionskrav kan du avsevärt förbättra maskinens prestanda, höja kvaliteten på produktionen och minimera kostsamma driftstopp som orsakas av felaktiga konfigurationer eller operativa fel.
För att fullt ut utnyttja DELEM DA-69T:s möjligheter rekommenderar vi att du tillämpar dessa inställningar strategiskt samt utför regelbundna utrustningskontroller för att säkerställa optimal prestanda. Om du har frågor, behöver ytterligare vägledning eller teknisk support står JUGAO-teamet redo att hjälpa dig. Tveka inte att kontakta oss för omfattande support eller för att utforska ytterligare resurser som kan höja dina metallbearbetningsoperationer ytterligare.

