















































Steg-för-steg-guide för ESA S875-diesinställning
Vid CNC-böjmaskinsdrift är inställningen av verktyg på ESA S875-styrningen ett avgörande steg för att uppnå exakta böjresultat och säkerställa säker, kollisionsfri produktion. Om du söker riktiga procedurer för verktygsinställning på ESA S875 samt korrekta metoder för att välja, mata in och konfigurera verktyg på styrningen ger denna guide tydliga och tillämpbara svar. I den här artikeln delas hela processen för verktygsinställning på ESA S875 upp i praktiska, steg-för-steg-instruktioner som hjälper dig att förstå hur verktygsval, ritningar och datahantering påverkar böjningsnoggrannheten och maskinens prestanda. Oavsett om du är ny på ESA S875-styrningen eller vill optimera din befintliga inställningsarbetsflöde kommer denna guide att möjliggöra korrekt verktygsinställning och öka den totala driftseffektiviteten för din böjmaskin.
Komma åt verktygslistan på ESA S875-styrningen
Steg 1: Visa verktygslistan på ESA S875
För att starta die-inställningsprocessen för ESA S875 måste du först komma åt verktygslistan på kontrollgränssnittet.

Tryck på motsvarande tangent för att visa antingen stanslistan eller die-listan.
Om stanslistan visas på skärmen trycker du på samma tangent igen för att växla till die-listan.
När die-listan visas är skärmen uppdelad i tre funktionsavsnitt:
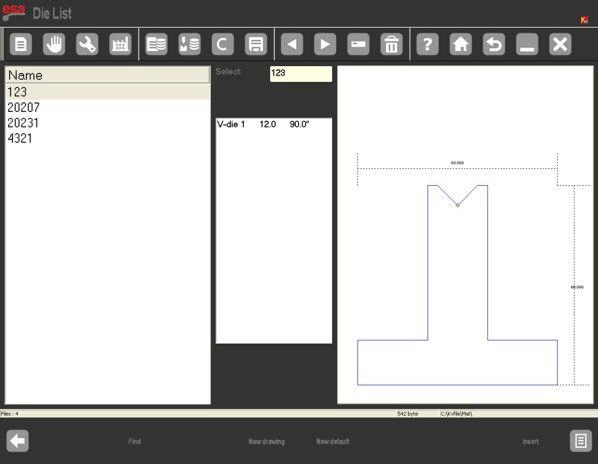
• Vänster fönster: Visar hela listan över tillgängliga dies
• Mittfönster: Visar detaljerade dimensionsdata för den valda die:n
• Höger fönster: Ger en grafisk förhandsgranskning av den valda die:n
Denna gränssnittsdesign gör det möjligt for operatörer att snabbt identifiera den erforderliga die:n, vilket är särskilt användbart vid hantering av ett stort verktygsinventarie.
Steg 2: Användning av förhandsgransknings- och urvalsfunktioner
För snabbare die-identifiering under ESA S875-inställningen kan du aktivera förhandsgranskningsfunktionen för att visa en visuell grafik över den valda die:n.
Om förhandsgranskningsfunktionen inte behövs kan den inaktiveras via systemmenyn genom att välja alternativet [Förhandsgranskning] och stänga av den; samma åtgärd aktiverar den igen vid behov.
För att förbättra navigeringseffektiviteten i gränssnittet:
• Tryck på [Lista] för att återställa markören till verktygslistan
• Tryck på [Val] för att manuellt ange ett verktygs namn och snabbt hitta ett specifikt verktyg
Direkt bläddring på touchpanelen stöds också, vilket gör det lättare att bläddra bland ett stort antal verktyg.
Hantering av verktygsdata på ESA S875
Steg 3: Kopiera, byt namn på och ta bort verktyg
Effektiv hantering av verktygsdata är en nyckelaspekt för långsiktig och effektiv användning av ESA S875-styrningen.
Systemet erbjuder följande grundläggande hanteringsfunktioner för verktyg:
• Kopiera ett verktyg: Skapa ett nytt verktyg baserat på måtten för ett befintligt verktyg, idealiskt för böjningsapplikationer med liknande krav
• Byt namn på en stans: Inför tydliga, standardiserade namngivningskonventioner för stansar för lätt identifiering
• Ta bort oanvända stansar: Håll stansdatabasen ren och minska risken för valfel
Dessa funktioner hjälper till att underhålla en organiserad verktygslager, vilket är en avgörande rutin i produktionsmiljöer med hög variantmängd eller anläggningar med flera skift.
Att mata in en ny stans i ESA S875-systemet
Steg 4: Välja mellan ritade stansar och förinställda stansar
När en ny stans matas in i ESA S875-systemet finns två installationsmetoder tillgängliga:
• Förinställda stansar: Fördefinierade stanstyper med fasta, justerbara parametrar
• Fullständigt ritade stansar: Anpassade stansar som skapas från grunden med unika mått och former
Förinställda stansar rekommenderas när den faktiska verktygsutrustningen nästan exakt motsvarar en av systemets fördefinierade stanstyper, eftersom detta kan avsevärt minska installations- och inställningstiden. Fullständigt ritade stansar krävs i följande situationer:
• Stansen överensstämmer inte med någon av de förinställda kategorierna
• Die har flera formhål
• Die har en särskild form, kvadratiskt formhål eller pressformhål
Exakt inmatning av die är avgörande: die-ritningen används för systemets kollisionsdetektering, medan beräkningarna av böjningsdjup helt och hållet bygger på de måttdata som matas in i styrenheten.
Steg 5: Skapa en fullständigt ritad die
För icke-standardverktyg gör ESA S875 det möjligt att skapa anpassade die-ritningar fullständigt via funktionen [Ny ritning].
Efter att ha matat in die:s höjd- och breddparametrar öppnar systemet ritningsgränssnittet, som består av två huvudsakliga delar:
• Ett huvudritningsfönster till vänster för visuell die-design
• Parameterrutnor till höger för inmatning av polära, kartesiska, V-formhål och kvadratiska formhålsdimensioner
Dies måste ritas i medurs riktning, med stoppställningen placerad på höger sida. Detta säkerställer att CNC-systemet tolkar die:s design korrekt.
Steg 6: Ändra och spara förinställda dies
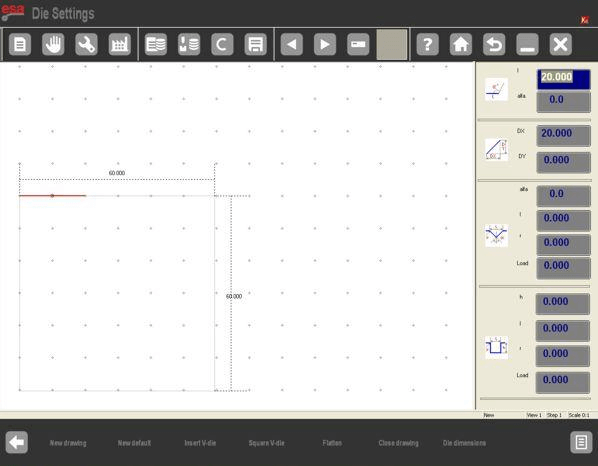
Förinställda stansar visas som förritade former med justerbara parametrar. När du bläddrar igenom datafälten och ändrar värden markeras motsvarande mått i stansritningen i realtid, vilket gör parameterjusteringar intuitiva och exakta.
När du har ändrat de erforderliga parametrarna bekräfta ändringarna genom att trycka på [ENTER] – systemet uppdaterar automatiskt stansritningen så att den återspeglar de nya värdena.
När förinställningen av stansen är slutförd sparar du stansen genom att ange ett unikt namn och trycka på [OK]. Sparade stansar kan hämtas och återanvändas i framtida böjprogram, vilket effektiviserar efterföljande inställningsprocesser.
Bästa praxis för stansinställning på ESA S875
Rätt stansinställning på ESA S875-styrningen förbättrar inte bara böjningsnoggrannheten utan minskar också risken för verktygskollisioner och förbättrar produktionens konsekvens. För optimala resultat följ alltid nedanstående bästa praxis:
• Se till att de angivna stansmåtten exakt överensstämmer med de faktiska fysiska verktygen
• Följ de korrekta riktlinjerna för orientering när du skapar anpassade verktyg
• Ta regelbundet bort oanvända eller föråldrade verktygsdata från systemet
Konsekvent och korrekt verktygsförvaltning säkerställer att pressbänken fungerar säkert och effektivt vid ett brett utbud av böjningsapplikationer.
Frågor som ofta ställs (FAQ)
När ska jag använda förinställda verktyg istället för fullständigt ritade verktyg på ESA S875?
Använd förinställda verktyg när det faktiska verktyget nästan exakt motsvarar en av de fördefinierade verktygstyperna i ESA S875-systemet. Förinställda verktyg ger snabbare installation och enklare justering av parametrar. Fullständigt ritade verktyg är det bättre valet när verktyget har flera hål, en särskild form eller inte passar in i någon av systemets förinställda kategorier.
Kan jag kopiera ett befintligt verktyg under inställningen av verktyg för ESA S875?
Ja. Styrenheten ESA S875 gör det möjligt att kopiera en befintlig stans och spara den under ett nytt namn. Denna funktion är extremt användbar för att skapa liknande stansar med mindre justeringar av måtten, eftersom den minskar installations- och inställningstiden samt säkerställer konsekvens i verktygsdata över dina produktionsprocesser.
Vilka vanliga fel bör undvikas vid inställning av stansar på ESA S875?
De vanligaste felen inkluderar att ange felaktiga stansmått, rita stansar i fel orientering och använda föråldrade eller oexakta stansdata från systemet. För att undvika dessa problem bör du alltid verifiera de faktiska måtten på stansen innan du matar in data, följa systemets angivna ritriktning för anpassade stansar och utföra regelbunden underhåll av ESA S875:s stansdatabas.
Slutsats
Rätt inställning av ESA S875-stans för die är grundläggande för att uppnå exakta böjresultat, pålitlig kollisionsdetektering och stabil pressbänkprestanda. Genom att följa standardförfarandena – komma åt stanslistan, använda förhandsgranskning- och urvalsfunktionerna, hantera stansdata effektivt, mata in nya stansar och välja lämplig installationsmetod (fullständigt ritad eller förinställd) – kan operatörer konfigurera ESA S875-styrningen effektivt och minimera inställningsfel. Exakta måttuppgifter för stansar och efterlevnad av korrekta ritningskonventioner översätts direkt till förbättrad böjprecision och säkrare maskindrift.
För bästa produktionsresultat rekommenderar vi att hålla stansbiblioteket välorganiserat, verifiera alla stansparametrar innan produktionen påbörjas och använda förinställda stansar så långt som möjligt för att spara värdefull inställningstid.
För ytterligare teknisk vägledning angående styrenheten ESA S875, bromsverktyg eller anpassade böjningslösningar, kontakta HARSLE för professionellt stöd eller utforska vår relaterade tekniska dokumentation och produktresurser på vår officiella webbplats.

