















































Kako izbrati pravo ohrajno strojno opremo za male serije proizvodnje?
V področju obdelave kovin so ognjanske strojeva ključna oprema za oblikovanje listne kovine. Za potrebe male serie proizvodnje je vprašanje, kako izbrati stroj, ki bo izpolnil zahteve precizne obdelave in hkrati imel učinkovite in fleksibilne značilnosti, problem, s katerim se sooči veliko podjetij. V tem članku bomo globoko analizirali ključne točke nakupa, da vam pomagamo najti rešitev, ki najbolje ustreza vašim proizvodnim potrebam.

Osnove ognjanskih strojev za malo serijo proizvodnje
Sodobne osebje za oboj so se razvile iz tradičnih mehanskih oblik v natančno opremo, ki integrira CNC tehnologijo, hidravlično prenos in inteligentno nadzorovanje. V smislu značilnosti male serie proizvodnje bi idealna oprema morala imeti tri jedrske značilnosti: hitro spreminjanje šablone (dovoljeno spreminjanje šablone v 15 minutah), ponovitost kota ±0,1° in procesno prilagodljivost za podporo različnim materialom (kot je nerjal, aluminijev spoj, ogljikov kovina). Ta vrsta opreme je običajno opremljena s modularnim sistemom šablone, ki lahko znatno zmanjša enotske stroške male serie proizvodnje.
Ključni dejavniki pri izbiri osebja za oboj male serie
Velikost opreme in zmogljivost obdelave
Priporoča se izbrati majhno in srednje opremo z dolžino delovne plošče 4-6 metrov in nominalnim tlakom 100-250 ton. Na primer, ob delu z nerjavočimi čeličnimi ploščami debeline manj kot 2 mm lahko model pritiska s 160 tonami zadostuje zahtevam in prihrani 30% prostora na podlahi. Ključna formula ujemanja parametrov: Zahtevan tlak (ton) = (8×traktivna moč×debelina plošče²×razširjena dolžina)⁄(otvor spodnjega umira×1.33)

Natančnost in ponovljivost
Nova generacija elektrohidravličnega servosistema z napravo za stvarno-časovno laserjevsko detekcijo morebiti kontrolirati napako kota znotraj ±0.05°. Priporoča se izbrati model, ki je opremljen z visoko preciznim nadzornim sistemom, kot je DELEM DA-69T ali ESA S640, ki ima funkcijo samodejnega kompenzacije za odklon in je posebej primerna za obdelavo natančnih delov z visokimi zahtevami po skladnosti.

Operativna enostavnost in učinkovitost nalaganja
Oprema z naslednjimi značilnostmi lahko poveča učinkovitost za več kot 40%:
- Dotikalni vmesnik človek-masina (HMI)
- Sistem samodejnega prepoznavanja form
- 3D grafično programiranje
- Baza podatkov procesnih parametrov
Prilagojenost in vsestranskost
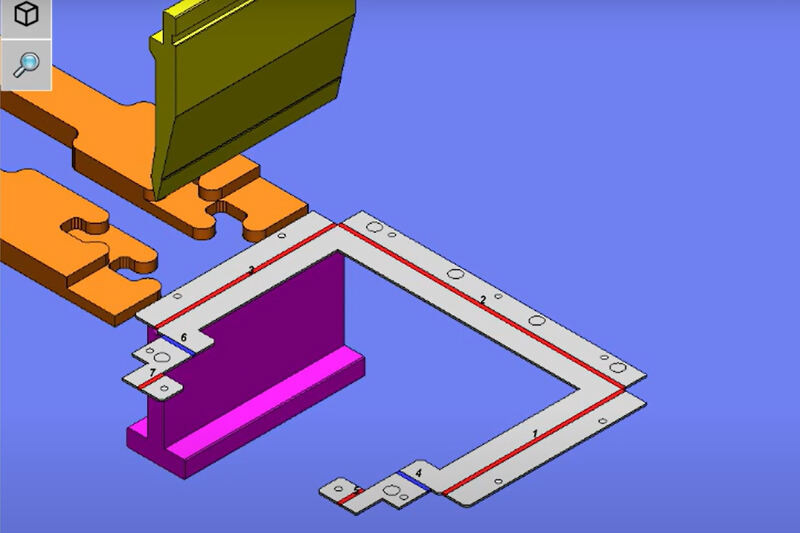
Večosni sistem zadnjega merila (vsaj X1/X2/R tri osi) s prilagodljivo segmentirano zgornjo formo omogoča obdelavo kompleksnih posebnih delov. Nekateri visoko kakovostni modeli podpirajo tudi:
- Samodevno upravljanje knjižnice formul
- Algoritem za optimizacijo zaporedja ohnjenja
- Funkcija oddaljenega diagnostičiranja

Priporočeni modeli ohnjenjskih strojev, primernih za proizvodnjo v malih serijah
Inteligentni CNC ohnjenjski stroj

Jedrske prednosti:
Opremljen s sistemom AI optimizacije procesa
Podpora za offline programiranje (združljivo z datotekami SolidWorks)
Tehnologija servopogona z zmanjšanim porabom energije za 25 %
Standardna varnostna lučarna in zaščita s dvehstransko operacijo
Hidravlični ukrivljalnik

Izjemne značilnosti:
Natančnost sinhronizacije dvojnega valja 0,02 mm
Izbirno avtomatsko napravo za spremembo form
Ekonomična rešitev (cena je približno 60% cene CNC modelov)
Nizki stroški ohrabnavanja
Pogosta vprašanja
Katera flegalna strojna oprema je najbolj primerna za maloprodajno izdelavo?
Priporoča se, da se prednostno upoštevajo CNC modeli, ki so opremljeni s servomotorjem. Vzemi kot primer 304 nerjavo celico z obdelovalno zmogljivostjo 500 kosov/mesec, pri kateri je priporočilna konfiguracija:
200 ton nagiba
položajnost zadnjega 6-osa
S funkcijo kompensacije forme
Moč shrambe programa ≥ 500 skupin

Kako zagotoviti točno odpravljanje napak pri ohnji strojev?
Uvedba "metode kalibracije v 5 korakih":
Uporabite ravno 0.02mm/m za prilagoditev telesa stroja
Laserjska detekcija vzporednosti kliznika (napaka ≤ 0.05mm)
Ponovno testiranje položaja hrbtenjaka (3 meritve odstopanja < 0.03mm)
Preizkusna zlaganje za potrditev (pri pregledu prvega deli morajo biti merjeni vsaj 5 ključnih razmerij)
Arhiviranje parametrov (ustanovite sistem procesnih kart)

Kako pogosto je potrebno održevati stroje za ukrivljanje z majhnimi serijami izdelovanja?
Priporočena je naslednja načrta održavanja:
Dnevno: Preverjanje maščenja vodilnih račuj + dreniranje zračne crte
Mesečno: Zaznavanje onesnaženosti hidrauličnega olja (NAS raven 9 ali manj)
Vtricesno: Kalibracija enkoderja servomotorja
Vsakih 2000 ur: Popolno preventivno održovanje (vključno z nadomestitvijo pečatov)
Povzetek
Pri izbiri ohinjača za male serije je priporočeno uporabiti metodo "3+2": osrednje pozornost namenite trem ključnim kazalcem - ravni natančnosti, učinkovitosti spremembe in možnosti razširitve, hkrati pa upoštevajte dva pomožna merila - raven porabe energije in poslovnico po prodaji. Sodobna oprema za ohinjanje je razvila številne funkcije, ki so optimizirane za male serije, kot so tehnologija prilagoditvenega ohinjanja, poskusi s virtualnimi matricami itd. Te inovacije lahko znatno izboljšajo skupne koristi malih serij. Pri dejanskih nakupih je priporočeno razporediti na mestu poskusno obdelovanje, da preverite, ali ustrezajo dejanske zmogljivosti naprave posebnim zahtevam procesa.

