















































Kroki do skonfigurowania trybu ręcznego DELEM DA-53T
Spis treści
• Krok 1: Dostęp do trybu ręcznego
• Krok 2: Zrozumienie parametrów
◦ Parametry gięcia
◦ Parametry siły
◦ Parametry prędkości
◦ Ustawienia funkcji
◦ Właściwości produktu
◦ Informacje o narzędziu
◦ Osie pomocnicze
◦ Konfiguracja narzędzia
• Krok 3: Konfigurowanie parametrów
◦ Funkcja makro
• Krok 4: Ręczne przesuwanie osi
• Funkcja korekcji
• Funkcja diagnostyczna
• Status wejść/wyjść (IO)
• Najczęściej zadawane pytania (FAQ)
• Podsumowanie
Podczas konfigurowania trybu ręcznego sterownika DELEM DA-53T ważne jest jasne określenie każdego kroku operacyjnego w celu osiągnięcia optymalnej wydajności giętarki. Ten artykuł przeprowadzi Cię krok po kroku przez proces konfiguracji trybu ręcznego DELEM DA-53T, pomagając efektywnie dostroić parametry urządzenia i w pełni odblokować potencjał wydajnościowy giętarki.
Dzięki trybowi ręcznemu uzyskujesz pełną kontrolę nad całym procesem gięcia, co umożliwia precyzyjne dostosowania i maksymalizację jakości obrabianych elementów. Niezależnie od tego, czy używasz po raz pierwszy sterownika DELEM, czy chcesz zoptymalizować istniejące ustawienia robocze, niniejszy artykuł zawiera szczegółowe instrukcje, które pomogą szybko rozpocząć pracę i w pełni wykorzystać funkcjonalną wartość giętarki.
Krok 1: Dostęp do trybu ręcznego
Najpierw uruchom sterownik DELEM DA-53T. Po pełnym uruchomieniu urządzenia przejdź do menu głównego za pomocą przycisków interfejsu.
Znajdź i wybierz opcję „Manual Mode” z listy menu; interfejs sterownika przełączy się wtedy z trybu automatycznego na interfejs konfiguracji trybu ręcznego.
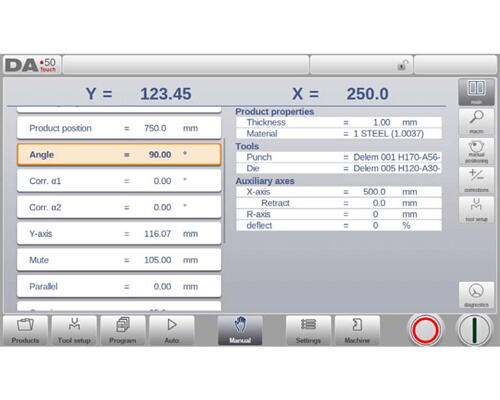
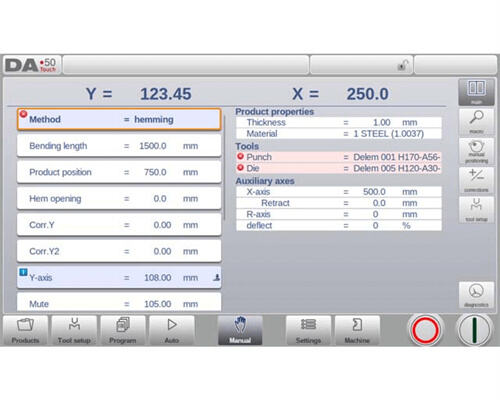
W górnej części ekranu trybu ręcznego można bezpośrednio zobaczyć aktualne pozycje osi Y oraz głównej osi X; wszystkie pozostałe osie i funkcje będą wymienione jedna po drugiej w dwóch kolumnach u dołu ekranu. Jeśli wartości osi Y i X są podświetlone, oznacza to, że obie osie poprawnie rozpoznały znaczniki odniesienia, a ich aktualne pozycje są zgodne z wartościami zaprogramowanymi.
Krok 2: Zrozumienie parametrów
Po wejściu w tryb ręczny należy wprowadzić wymagane parametry dla aktualnej operacji obróbki, w tym skok, prędkość oraz ustawienia pozycjonowania giętarki — parametry te są kluczowe dla zapewnienia dokładności operacji ręcznych. Tryb ręczny jest zazwyczaj stosowany podczas testowania i kalibracji urządzeń oraz w przypadku pojedynczych gięć.
Można wprowadzić wartości liczbowe odpowiadające oczekiwanym ustawieniom za pomocą przycisków wprowadzania danych. Szczegóły dostępnych parametrów w trybie ręcznym są następujące:
Parametry gięcia
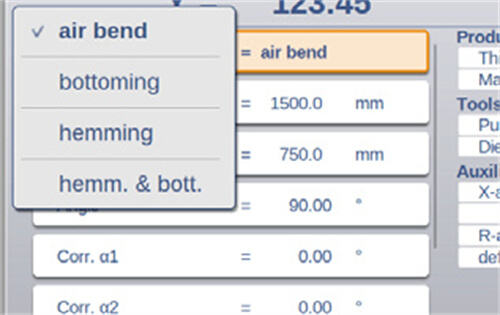
• Metoda: Wybierz wymaganą metodę gięcia. DELEM DA-53T Tryb ręczny obsługuje wiele metod, takich jak gięcie na powietrzu, docisk, zakładka oraz docisk i zakładka. Szczegółowe opisy każdej metody znajdują się w dokumentacji trybu programowego.
• Długość gięcia: Wprowadź długość gięcia blachy, aby dostarczyć podstawy danych do precyzyjnej obróbki.
• Pozycja produktu: Ustaw i monitoruj absolutną pozycję w kierunku Z, używając punktu zerowego po lewej stronie maszyny jako punktu odniesienia.
• Kąt: Zdefiniuj wymagany kąt gięcia. Jeśli występuje odchylenie między rzeczywistym kątem gięcia a oczekiwanym kątem, skalibruj go poprzez dostosowanie wartości korekcyjnych α1 (Corr.α1) i α2 (Corr.α2). Na przykład, jeśli zaprogramowany kąt wynosi 90 stopni, a zmierzony kąt rzeczywisty to 92 stopnie, ustaw Corr.α na -2.
• Otwarcie krawędzi: Ustaw odległość otwarcia między płaszczami podczas procesu gięcia krawędzi. Domyślne parametry można przeglądać w trybie Ustawienia.
•
• Corr.Y: Jeśli wybrana jest metoda Bottoming, ten parametr może być używany do korekty pozycji osi Y.
• Oś Y: Zaprogramowana lub obliczona wartość osi Y niezbędną do uzyskania określonego kąta gięcia.
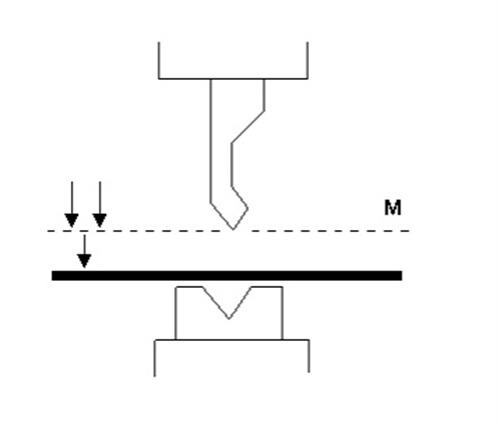
• Wyciszenie: Punkt, w którym oś Y przechodzi z szybkiej prędkości zamykania na prędkość docisku, zaprogramowany jako wartość pozycji osi Y. Ta zaprogramowana wartość odpowiada pozycji osi Y powyżej arkusza.
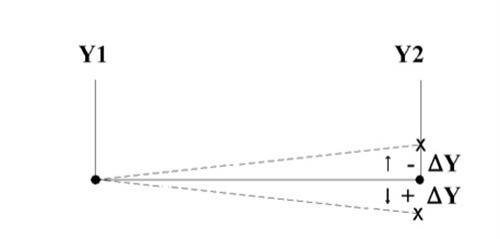
• Równoległość: Różnica pozycji między lewym i prawym cylindrem (Y1 i Y2). Jeżeli wartość jest dodatnia, oznacza to, że cylinder prawy jest niżej; jeżeli wartość jest ujemna, cylinder prawy jest wyżej. Ta zaprogramowana wartość obowiązuje poniżej punktu docisku.
• Otwarcie: Ten parametr służy do ustawienia szczeliny między tłokiem a matrycą po zakończeniu gięcia. Wartość dodatnia oznacza, że szczelina znajduje się powyżej punktu Wyciszenia; wartość ujemna oznacza, że szczelina znajduje się poniżej punktu Wyciszenia. Jeśli chcesz skrócić czas obsługi produktu, możesz ustawić ten parametr na niewielką wartość dodatnią lub ujemną.
Parametry siły
• Siła: Zaprogramuj siłę docisku niezbędną do operacji gięcia, aby zapewnić odpowiednie zastosowanie ciśnienia zgodnie z wymaganiami obróbki i osiągnąć najlepsze wyniki.
• Czas wytrzymania i dekompresji: Ustaw czas wytrzymania w punkcie gięcia oraz odległość dekompresji, aby racjonalnie kontrolować proces zwalniania ciśnienia i zapewnić stabilność obróbki.
Parametry prędkości
• Prędkość: Prędkość ruchu osi Y podczas procesu gięcia.
• Prędkość dekompresji: Programowalna prędkość ruchu belki w zakresie odległości dekompresji.
Ustawienia funkcji
• Oczekiwanie na cofnięcie: Ustaw, czy oś Y ma czekać na zakończenie ruchu cofania przed rozpoczęciem ruchu, czy może rozpocząć ruch zaraz po jego rozpoczęciu, aby zoptymalizować efektywność pracy.
Właściwości produktu
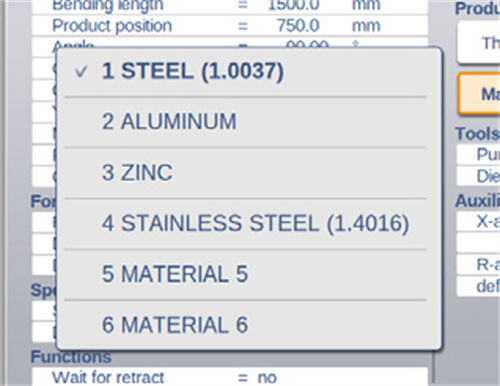
• Grubość i materiał: Wprowadź grubość blachy i wybierz odpowiedni materiał spośród 99 niestandardowych opcji materiałów dostępnych w sterowniku, aby zapewnić kluczowe dane wspierające obliczenie głębokości gięcia.
Informacje o narzędziu
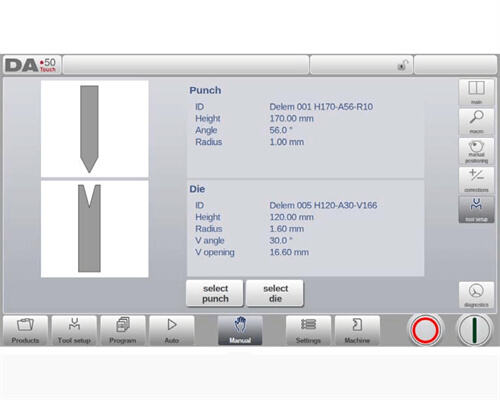
• Wykrojnik i matryca: wybierz lub zmodyfikuj identyfikatory wykrojnika i matrycy wymagane dla bieżącej operacji z odpowiednich bibliotek narzędzi, aby zapewnić dopasowanie narzędzi do wymagań obróbki.
Osie pomocnicze
• Parametry osi pomocniczych: jeśli urządzenie jest wyposażone w jedną lub więcej osi pomocniczych (np. oś X, oś R lub oś Z), ich powiązane parametry będą wyświetlane tutaj.
• Wycofanie: odległość wycofania osi pomocniczej podczas procesu gięcia. W tym przypadku „Wycofanie ogranicznika tylniego” zaczyna się od punktu chwytu.
• Prędkość: prędkość ruchu osi pomocniczej w bieżącej operacji gięcia, którą można zaprogramować jako procent maksymalnej prędkości.
Poprzez prawidłowe zaprogramowanie powyższych parametrów w trybie ręcznym DELEM DA-53T można zapewnić dokładność operacji gięcia. Po potwierdzeniu poprawności wszystkich ustawień parametrów naciśnij przycisk Start, aby aktywować te konfiguracje.
Ustawienie narzędzi
Programowanie konfiguracji narzędzi w trybie ręcznym DELEM DA-53T jest bardzo podobne do trybu automatycznego. Oba tryby pozwalają na niezależną konfigurację narzędzi, a ustawienia z trybu automatycznego mogą być bezpośrednio stosowane w trybie ręcznym. Podczas przełączania się do trybu ręcznego, sterownik DELEM DA-53T zaproponuje opcję "użycia istniejącej konfiguracji narzędzi". Należy jednak pamiętać, że jeśli bieżąca konfiguracja różni się od poprzedniego programowania, użytkownik musi działać ostrożnie, aby nie wpłynąć na dokładność obróbki.
• Dodawanie narzędzi (wykrojniki/matryce): Zgodnie z operacją w funkcji "Konfiguracja narzędzi", wymagane wykrojniki lub matryce mogą być dodane za pomocą funkcji "Dodaj".
Krok 3: Konfigurowanie parametrów
Każdy parametr w trybie ręcznym DELEM DA-53T może być programowany niezależnie. System automatycznie oblicza wpływ każdego parametru na inne, a zależności między parametrami są intuicyjnie wyświetlane za pomocą symboli i kolorów tła, ułatwiając ich identyfikację przez użytkownika.
• Po zmodyfikowaniu parametru na interfejsie pojawi się symbol informacyjny, wskazujący, że parametr został zaktualizowany.

• Jeśli wartość parametru różni się od wartości kontrolnej obliczonej przez system, wyświetlony zostanie symbol gwiazdki — ta funkcja jest szczególnie przydatna, gdy parametry należy celowo ustawić na inne wartości lub są ograniczone.

• Jeśli wartość parametru zostanie ustawiona nieprawidłowo (na przykład programowany jest zakładany zgięcie, ale nie ma wyposażonych narzędzi do zakładania), pojawi się symbol błędu przypominający użytkownikowi konieczność wprowadzenia poprawek.
Wyświetl opcje
Przyciski poleceń po prawej stronie ekranu zapewniają dostęp do widoków innych niż główny, w tym widoku Makro, widoku Ręcznego Pozycjonowania, widoku Korekt oraz widoku Diagnostyki.
Funkcja makro
Gdy funkcja makro jest włączona, tryb ręczny DELEM DA-53T przełącza się na nowy widok, a na ekranie wyświetlane są powiększone wartości osi. Ten układ pozwala operatorom wyraźnie odczytywać wartości osi nawet podczas pracy z niewielkim oddaleniem od sterownika, co poprawia wygodę obsługi.
Krok 4: Ręczne przesuwanie osi
Procedura przesuwania
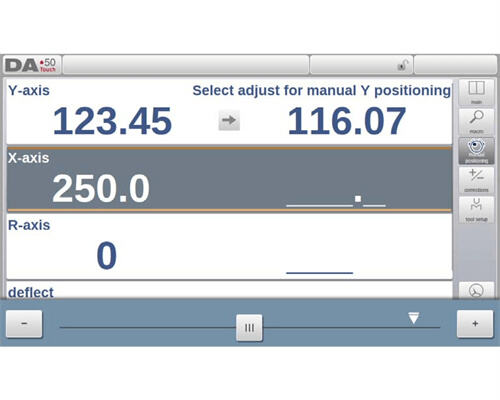
Aby ręcznie przesunąć oś w trybie ręcznym DELEM DA-53T, użyj suwaka znajdującego się u dołu ekranu. Po wybraniu opcji "Manual Pos" (Pozycjonowanie ręczne) na głównym ekranie pojawi się nowy interfejs operacyjny. Przesuń suwak z jego środkowej pozycji w żądanym kierunku, aby przesunąć dowolną oś wyświetloną na interfejsie; po zwolnieniu suwak automatycznie powróci do pozycji środkowej.
Przesuwanie osi pomocniczych
Przed przesunięciem osi pomocniczej upewnij się, że sterownik znajduje się w stanie zatrzymania (naciśnij przycisk Stop). Najpierw wybierz wymaganą oś tylnego prowadzenia, umieść kursor na tej osi, a następnie kontroluj ruch osi za pomocą suwaka.
Przesuwanie osi Y
Operacja ręcznego przesuwania belki tłoczyska (oś Y) jest podobna do operacji na osiach pomocniczych, jednak muszą być spełnione następujące warunki:
1. Sterownik musi znajdować się w stanie aktywnym (naciśnij przycisk Start).
2. Aktywuj funkcję "adjust" — jeśli funkcja ta nie zostanie aktywowana, w prawym górnym rogu ekranu pojawi się komunikat informacyjny.
3. Oś Y musi znajdować się poniżej punktu Mute.
4. Musi zostać wydane polecenie CNC dotyczące tłoczenia.
Zapis pozycji (Teach)
Po ręcznym przesunięciu osi, jeśli konieczne jest zapisanie bieżącej pozycji, kliknij nazwę osi w kolumnie "Programowana". System skopiuje wówczas wartość z kolumny "Rzeczywista" (lewa strona) do kolumny "Programowana" (prawa strona).

Po powrocie do domyślnego ekranu trybu ręcznego parametr tej osi zachowa najnowszą zapisaną wartość.
Postępowanie zgodnie z powyższymi krokami zapewnia płynne i dokładne działanie przy przesuwaniu osi w trybie ręcznym DELEM DA-53T.
Funkcja korekcji
W trybie ręcznym DELEM DA-53T wyświetlane są parametry korekcyjne dla operacji gięcia zaprogramowanej w tym trybie.
Ponieważ tryb ręczny zazwyczaj obejmuje pojedynczą operację gięcia, na interfejsie wyświetlana jest tylko jedna linia informacji korekcyjnych. Zaprogramowane wartości korekcyjne w trybie ręcznym można zweryfikować tak samo jak w trybie automatycznym. Dodatkowo, dostępne są tutaj rekordy w bazie danych korekcji oraz początkowe wartości korekcyjne. Dostęp do bazy danych korekcji ma kluczowe znaczenie, ponieważ zawarte w niej dane znacząco wpływają na końcowe wyniki gięcia. Funkcja ta jest szczególnie przydatna podczas dostosowywania wartości korekcyjnych podczas gięcia testowego oraz zapisywania optymalnych wyników w bazie danych.
Funkcja diagnostyczna
W trybie ręcznym DELEM DA-53T kliknięcie przycisku "Diagnostyka" pozwala wyświetlić stan każdej osi. Okno to pokazuje aktualny stan wszystkich dostępnych osi i pozostaje aktywne nawet po uruchomieniu sterownika. Użycie tej funkcji umożliwia monitorowanie w czasie rzeczywistym stanu pracy sterownika podczas cyklu gięcia, co dodatkowo poprawia dokładność działania.
Stan wejść/wyjść
W trybie ręcznym DELEM DA-53T kliknięcie zakładki "I/O" w interfejsie diagnostycznym zapewnia kompleksowy przegląd aktualnego stanu wejść (I) i wyjść (O). Ten interfejs pozostaje aktywny po uruchomieniu sterownika, umożliwiając operatorom skuteczne monitorowanie stanu pracy systemu przez cały cykl gięcia i szybkie wykrywanie nieprawidłowości.
Powiększony widok wejść/wyjść
Jeśli klikniesz jeden lub więcej (do 5) pinów, system wygeneruje dodatkową stronę "Powiększony IO", która wyświetli wybrane wejścia/wyjścia w powiększeniu. Wybrane piny zostaną wyświetlone w większym rozmiarze, co ułatwi operatorom monitoring z odległości i poprawi elastyczność pracy.
Często Zadawane Pytania (FAQ)
1. Jakie środki ostrożności należy zachować podczas pracy z urządzeniem DELEM DA-53T w trybie ręcznym?
Podczas pracy należy przestrzegać wszystkich przepisów bezpieczeństwa: dokładnie sprawdzić strefę roboczą, aby upewnić się, że nie ma przeszkód; nosić odpowiednie środki ochrony indywidualnej; oraz zapoznać się z funkcjami przycisków sterowania ręcznego, aby uniknąć wypadków podczas eksploatacji.
2. Jaka jest zalecana częstotliwość konserwacji urządzenia DELEM DA-53T w trybie ręcznym?
Konserwację bieżącą należy wykonywać co 500 godzin pracy urządzenia, w tym sprawdzać integralność kluczowych komponentów, czyścić powierzchnię urządzenia oraz smarować części ruchome, aby zapewnić płynną pracę urządzenia i wydłużyć jego żywotność.
3. Czy tryb ręczny DELEM DA-53T można stosować we wszystkich rodzajach operacji gięcia?
Chociaż ręczny tryb pracy DELEM DA-53T cechuje się dużą uniwersalnością, jest on głównie przeznaczony do scenariuszy pracy wymagających ręcznej regulacji i monitorowania w czasie rzeczywistym. W przypadku bardziej złożonych lub zautomatyzowanych operacji zaleca się wykorzystanie funkcji CNC urządzenia DA-53T w celu poprawy efektywności i dokładności.
Podsumowanie
Podczas konfigurowania ręcznego trybu pracy DELEM DA-53T kluczowe znaczenie ma przestrzeganie kroków opisanych w tym artykule, aby zapewnić prawidłowe działanie urządzenia i osiągnąć optymalną wydajność. Cały proces obejmuje uruchomienie sterownika, wybór ręcznego trybu pracy oraz konfigurację niezbędnych parametrów zgodnie z konkretnymi wymaganiami prasy giętarki. Ten zwięzły i systematyczny sposób działania pomaga zwiększyć wydajność pracy i zmniejszyć błędy operacyjne.
Prawidłowe ustawienie sprzętu oraz regularna konserwacja są kluczowe dla wydłużenia czasu użytkowania giętarki i zapewnienia jej wydajności. Postępując zgodnie z wytycznymi zawartymi w tym artykule oraz przeprowadzając regularne przeglądy, można zminimalizować przestoje sprzętu i poprawić efektywność produkcji. W przypadku napotkania bardziej szczegółowych problemów lub potrzeby uzyskania wsparcia technicznego, prosimy o kontakt z naszym zespołem. Dodatkowo zalecamy zapoznanie się z innymi dokumentami dostępnymi na naszej oficjalnej stronie internetowej, aby uzyskać dodatkowe profesjonalne wskazówki i pomoc techniczną.

