















































Forholdsregler for plassering av laserkappmaskin
Med den raske utviklingen av markedsøkonomien og rask utvikling av vitenskap og teknologi, har laserkappeteknologi blitt mye brukt i bilindustrien, maskineri, elektrisitet, hårde varer og elektriske apparater. Generelt før man bruker laserkappemaskinen, importerer vi de forberedte tegningene inn i programmet, og deretter bruker layout-teamet til å plassere grafikken på en plate, slik at laserkappemaskinen kan behandle produktene i batch. Selv om layout-prosessen er svært kort, er det mye kunnskap skjult i den. Hvis layouten er litt feil, vil det få stor innvirkning på skjære-effekten til hele platen.

Følgende forhold må tas hensyn til under utforming:
1. Hjørnesmeltning
Når man sakter ned skjæringen av hjørnet på tynne stålplater, vil laseren smelte hjørnet på grunn av overopvarming, og danne en liten radius i hjørnet for å opprettholde lasers høye skjærekapasitet, unngå overopvarming og smelting av platen ved skjæring av hjørner, slik at man oppnår god skjære kvalitet, reduserer skjæretid og øker produktiviteten.
2. Delavstand
Generelt bør avstanden mellom delene være stor ved skjæring av tykke plater og varme plater, fordi varmen fra tykke og varme plater har større innvirkning. Når hjørner, skarpe kanter og små figurer blir skåret, er det lett å brenne kanter, noe som påvirker skjære kvaliteten.
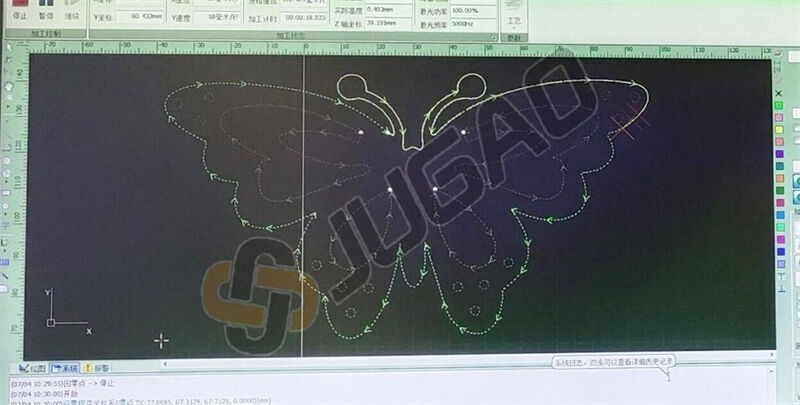
3. Tilledning
I prosessen med å kutte tykkere plater, for å sikre at kuttene henger godt sammen og unngå brente kanter i starten og slutten, trekkes ofte en overgangslinje i begynnelsen og slutten av kuttet. Disse kalles henholdsvis led og hale. Led og hale har ingen funksjon for selve arbeidsstykket, så de bør plasseres utenfor arbeidsstykkes område. Samtidig bør man være forsiktig med ikke å sette led ved skarpe hjørner og andre steder hvor varme ikke lett kan dissiperes. Overgangen mellom led og kuttet bør så langt som mulig utformes som en sirkelbue for å sikre jevn maskinerbevegelse og unngå brente kanter forårsaket av pauser ved hjørner.
4. Felleskant-kapping
Kombiner to eller flere deler til en felles kant; store kvantiteter av regulære figurer bør brukes så mye som mulig. Felleskant-kapping kan redusere kappetiden betraktelig og spare råvarer.
5. Delkollisjon
For å maksimere produksjonseffektiviteten drives mye laserkappingsutstyr kontinuerlig i 24 timer og bruker mannløse automatiserings/låsingssystemer. De kan skade kappehodet og avbryte produksjonen når de treffer delene som har vært kappet, noe som fører til store tap. Dette krever at du skal være oppmerksom på å velge passende kappingsbane ved sortering, gå en omvei rundt de delene som allerede er kappet, redusere sammenstøt, velge den beste kapperuten, redusere kappetid og automatisk eller manuelt kombinere flere små deler med mikroskopiske forbindelser. Etter kapping kan de utløste delene lett bryte de mikroskopiske forbindelsene.
6. Restmaterialebehandling
Etter at delene er kuttet, må det skjelett-lignende restmaterialet på arbeidsbenken til laserskæreutstyret fjernes så snart som mulig for å lette etterfølgende skæreoperasjoner. For laserskæreutstyr uten automatisk lossingsenhet, kan det skjelett-lignende restmaterialet kuttes i små biter for rask fjerning, og dermed unngå personskader for operatøren som skyldes tungt og skarpkantede restmaterialer.
Over er noen forholdsregler ved typesetting med laserskæremaskiner. Hovedprodukter fra JUGAO CNC MACHINE inkluderer laserskæremaskiner, CNC-hydrauliske bøye- og formingmaskiner, lasersveiseapparater, saks og rørbøyemaskiner osv., som brukes innen platebehandling, chassier og kabinetter, belysning, mobiltelefoner, 3C-produkter, kjøkkenutstyr, bad, bearbeiding av autodeler og industriell håndværk. Velkommen til å kontakte oss online for mer informasjon om maskinene.

