















































Nøkkelpunkter for verktøykonfigurasjon av DELEM DA-66S
Innholdsfortegnelse
1. Introduksjon
2. Grunnleggende konfigurasjonssteg
2.1 Åpne DELEM DA-66S-verktøykonfigurasjonsgrensesnittet
2.2 Aktivere verktøyoppsettsfunksjonen
2.3 Velge og legge til nye verktøy
3. Innstilling av verktøyplassering og lengdeparametere
3.1 Programmering av verktøylengde og plasseringsposisjon
3.2 Utnytte autofunksjonen for valg på best mulig måte
4. Avansert konfigurasjon og styring av verktøysegmentering
4.1 Håndtering av verktøysegmentering
4.2 Valg og omposisjon av verktøystasjoner
5. Ofte stilte spørsmål (FAQ)
6. Konklusjon
Å konfigurere verktøyene i DELEM DA-66S-styresystemet med nøyaktighet og i henhold til standardtrinnene er nøkkelen til å forbedre driftseffektiviteten og bearbeidingsnøyaktigheten til bremsepressmaskiner. Uansett om du oppdaterer en eksisterende verktøyoppsett eller lager et helt nytt, må hvert trinn i konfigurasjonsprosessen utføres nøye for å sikre optimale produksjonsresultater.
Kjernen i verktøykonfigurasjonen ligger i den nøyaktige programmeringen av stansere, matriser og alle nødvendige adaptere for maskinen. Ved å få tilgang til produktbiblioteket og velge det riktige verktøyoppsettskjemaet kan du oppnå svært nøyaktig konfigurasjon av disse sentrale komponentene. Denne veiledningen går gjennom alle de viktigste trinnene i verktøykonfigurasjonen for DELEM DA-66S, forenkler arbeidsflyten for oppsettet ditt og forbedrer den totale driftseffektiviteten til bremsepressen.
Introduksjon

DELEM DA-66S er et moderne numerisk styringssystem som brukes mye i moderne produksjon, spesielt innen metallindustrien. Den nøyaktige verktøykonfigurasjonen er den grunnleggende garantien for at bøyeskiven oppnår høy presisjon ved bøyning og stabil ytelse. Feil konfigurasjon vil ikke bare påvirke bearbeidingsnøyaktigheten til arbeidsstykkene, men også redusere produksjonseffektiviteten og til og med føre til unødvendig slitasje på maskinen og verktøyene. Det er derfor avgjørende for hver operatør å mestre de vitenskapelige konfigurasjonsstegene.
1 Å få tilgang til verktøykonfigurasjonsgrensesnittet for DELEM DA-66S
For å redigere eller endre verktøyoppsettet for et bestemt produkt, må du først finne og velge det tilsvarende produktet fra systemets produktbibliotek, og deretter gå til modulen for verktøyoppsett for å starte den påfølgende konfigurasjonsarbeidet. Dette er det første steget for å komme inn i det profesjonelle verktøykonfigurasjonsgrensesnittet og grunnlaget for alle etterfølgende operasjoner.
2 Aktivering av funksjonen for verktøyoppsett
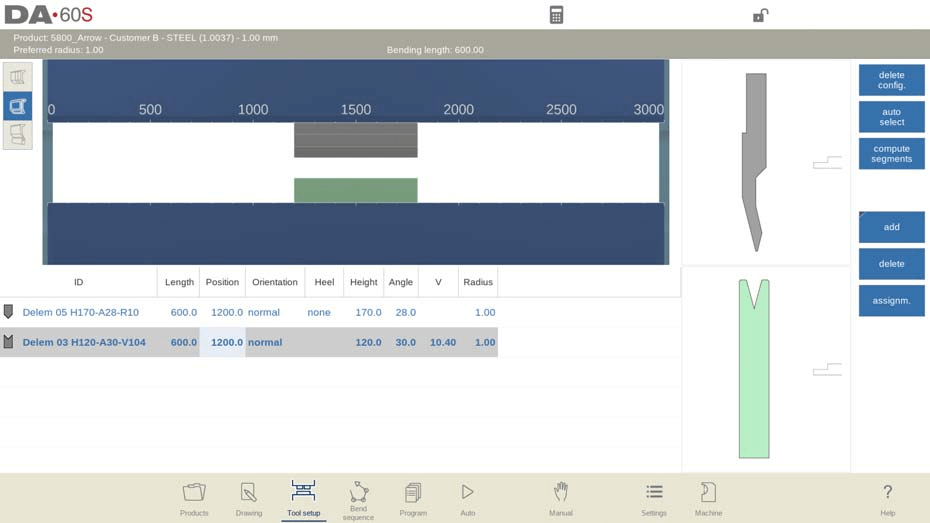
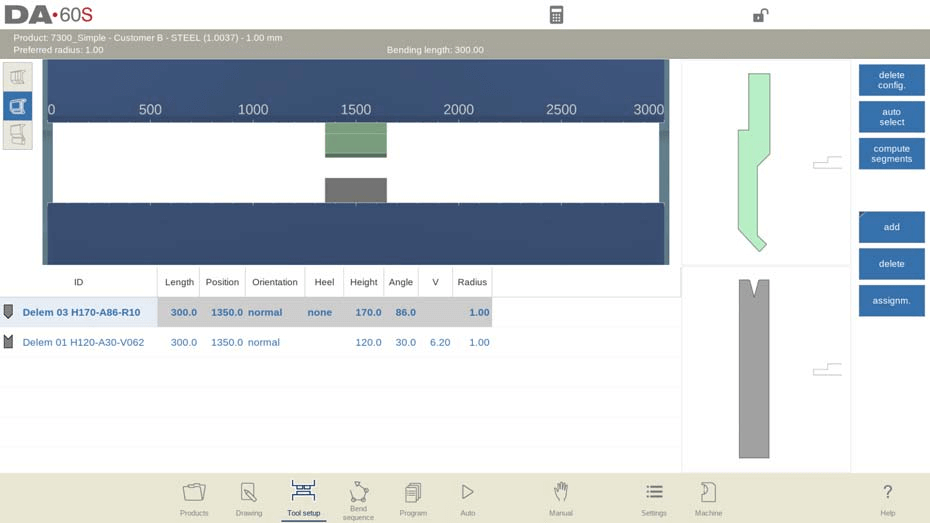
Å aktivere funksjonen Verktøyoppsett er en forutsetning for å utføre verktøykonfigurasjon på DELEM DA-66S. Når den er aktivert, viser systemgrensesnittet en detaljert visuell oversikt over maskinens nåværende verktøyoppsett, noe som er uunnværlig for programmering av nøyaktig plassering av stanser, matriser, adaptere og andre verktøy.
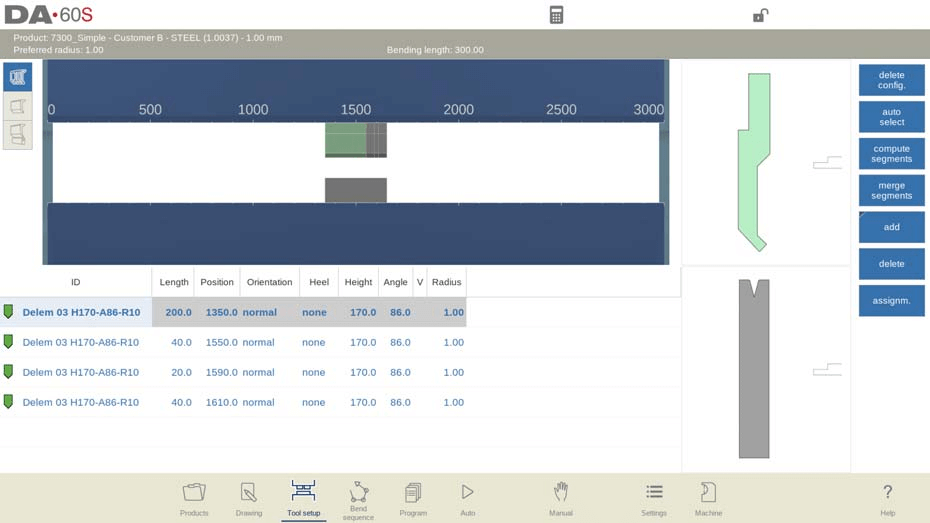
Etter at funksjonen Verktøyoppsett er aktivert, viser øvre halvdel av skjermen en frontvisning av maskinens nåværende oppsett, mens nedre halvdel viser detaljerte data for alle konfigurerte verktøy. Det er på dette integrerte grensesnittet at operatørene kan programmere plasseringsposisjonen for ulike verktøy på bremsepressen.
Fremvisningen av maskinen fra foran viser de sentrale strukturelle elementene fra topp til bunn i følgende rekkefølge: pressebjelke, stansadapter (hvis forhåndsprogrammert), stans, matrise, matriseadapter (hvis forhåndsprogrammert) og arbeidsbord. Disse maskindelene er forhåndsvalgt i systemets «Maskin»-modus og trenger vanligvis ikke justeres under daglig konfigurering. Om en adapter kan programmeres og legges til under oppsettet, avhenger av innstillingene for adapterparameteren i samme «Maskin»-modus.
3 Valg og tillegging av nye verktøy
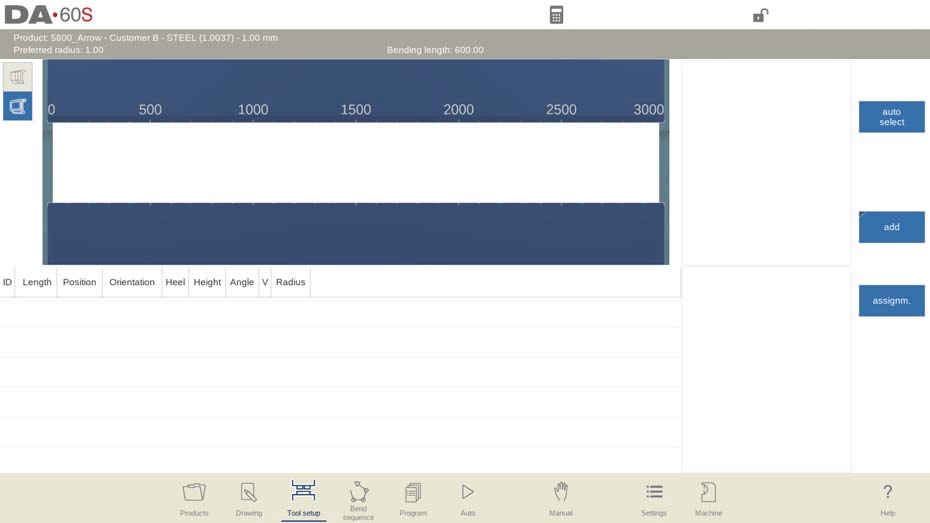
Når en ny verktøykonfigurasjonsplan opprettes, er verktøyinstallasjonsområdet på maskinen som standard tomt. Operatøren må manuelt legge til de nødvendige verktøyene, som kan være stanser, matriser eller adaptere (hvis adapterfunksjonen er aktivert i systemet). Når et verktøy er lagt til, plasseres det som standard i maskinen med maksimal tilgjengelig lengde, og operatøren kan deretter endre verktøy-ID-en via listenvisning for nøyaktig verktøymatching og -styring.
Den spesifikke driftsprosessen er som følger:
1. Etter å ha gått inn i modus for ny verktøykonfigurasjon, bekreft at maskinens verktøyåpning er i en tom tilstand;
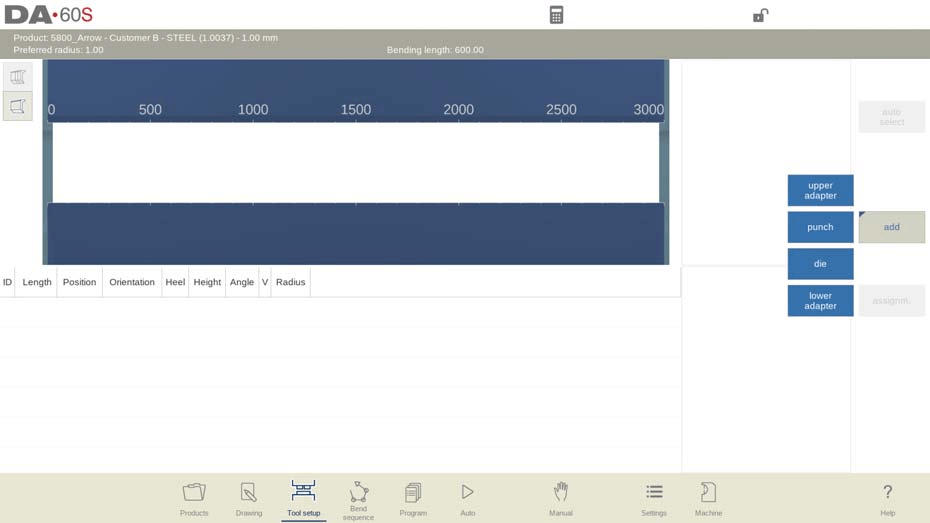
2. Klikk på knappen «Legg til» for å velge typen verktøy som skal legges til (stans, matrise eller aktivert adapter);
3. Etter å ha valgt et verktøy (f.eks. en stans), plasserer systemet det automatisk på den angitte posisjonen på maskinen med maksimal tilgjengelig lengde;
4. Velg Punch-ID-en på grensesnittet og klikk på «Listevisning» for å endre verktøyets unike ID for senere identifisering og administrasjon.
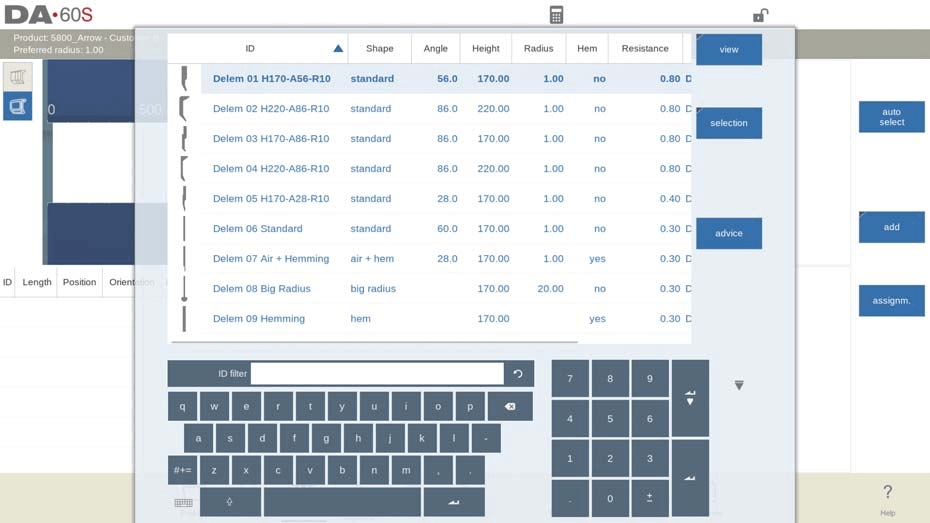
Systemet er utstyrt med en intelligent filtreringsfunksjon for verktøy-ID: når bare en del av verktøy-ID-en er skrevet inn, vil kontrollsystemet automatisk finne og vise en liste over verktøy som inneholder de innskrevne tegnene, noe som betraktelig akselererer prosessen for verktøyvalg.
Å klikke på knappen «Råd» i grensesnittet vil utløse systemet til å skanne og vise et begrenset antall passende verktøy fra hele verktøybiblioteket basert på spesifikke kriterier, noe som hjelper operatører med å raskt finne de optimale alternativene. Screeningkriteriene er følgende:
• Match av produktens radius: det valgte verktøyet må gi en bearbeidet produktradius som ligger nær den forhåndsinnstilte foretrukne radiusen, og den faktiske resulterende radiusen må ligge innenfor området ±50 % av den foretrukne radiusen;
• Overholdelse av bøye-kraft: bøye-kraften som kreves for bearbeiding må ikke overstige belastningsmotstanden til det valgte verktøyet;
• Tilpasning av verktøyvinkel: vinkelen til det valgte verktøyet bør være mindre enn eller lik vinkelen som kreves for det produktet som skal bearbeides;
• Match av bøye-metode: for eksempel anbefales kantbøyeverktøy automatisk når produktet krever kantbøying.
Å klikke på knappen «Vis alle» vil avbryte screeningen og vise den fullstendige listen over alle verktøyene i biblioteket, slik at operatørene kan velge fra.
3.1 Forhåndsvalg av multi-V-form
For en multi-V-form (en form med mer enn én V- eller U-formet åpning) kan operatørene enten velge en spesifikk V-/U-åpning eller hele multi-V-formen (merket som V = *). Hvis en spesifikk åpning velges, vil systemet bruke denne åpningen for hele bøyesekvensberegningen; hvis hele multi-V-formen velges, vil kontrollsystemet automatisk velge den åpningen som gir produktets bøyeradius nærmest den forhåndsprogrammerte verdien.
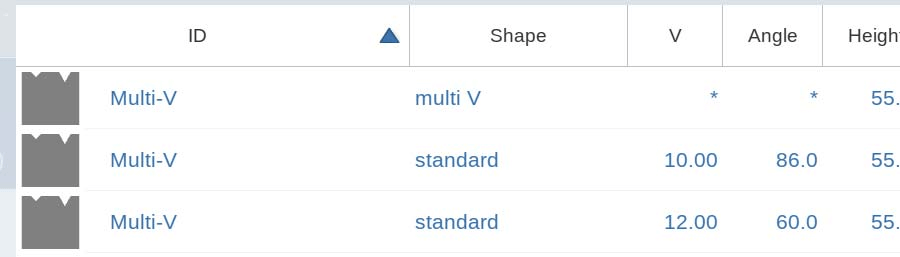
Hvis systemet velger en annen V-/U-åpning under bøyesekvensberegningen, vil denne nyvalgte åpningen anvendes på alle påfølgende bøyeprosesser som ennå ikke er inkludert i den opprinnelige sekvensen.
3.2 Valg av Vario-V-form og parameterinnstilling
Den innledende utvalgsprosessen for en Vario-V-form (en form med justerbart V-/U-formet åpning) på DELEM DA-66S er identisk med den for vanlige former. Etter at en Vario-V-form er valgt, er dens V-verdi ikke satt som standard. Operatørene kan gå direkte videre til å opprette bøyefølgen, og systemet vil automatisk velge den mest egnete V-verdien basert på de tilgjengelige justeringsposisjonene for Vario-V-formen.

Hvis operatøren forhåndsdefinerer en spesifikk V-verdi, vil systemet bruke denne verdien for alle etterfølgende bøyningsberegninger. For Vario-V-former med diskrete justeringsposisjoner kan bare de forhåndsdefinerte faste verdiene velges; hvis en V-verdi som ikke er forhåndsdefinert angis, vil systemet automatisk velge den nærmeste tilgjengelige faste verdien.
I bøyesekvensmodus kan operatører endre V-åpningen på Multi-V-former eller V-verdien på Vario-V-former ved hjelp av funksjonene «Endre» eller «Flytt form» på grensesnittet. Funksjonen «Formposisjonering» i programmeringsmodus gir også samme mulighet til justering av parametre.
Innstilling av verktøyposisjon og lengdeparametre
1 Programmering av verktøylengde og posisjon
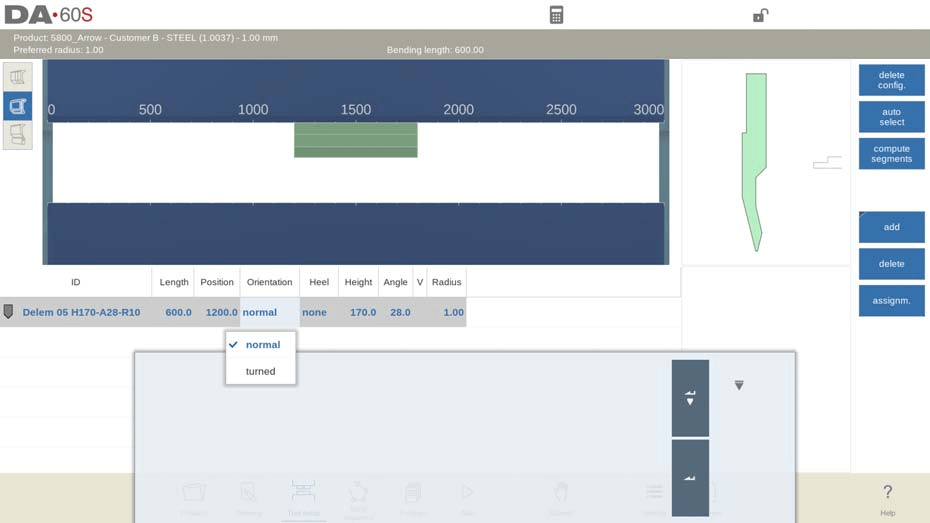
Justering av lengde og posisjon for verktøy på DELEM DA-66S er enkelt og intuitivt. Operatører kan enten velge det aktuelle verktøyet og direkte skrive inn nye numeriske verdier for lengde og posisjon, eller dra verktøyet på det visuelle grensesnittet for å omdisponere det. Systemets dra-funksjon er optimalisert med en hastighetsjusteringsfunksjon: jo lenger nedover man drar, desto langsommere blir verktøyets bevegelseshastighet, noe som muliggjør ekstremt nøyaktig plassering av verktøy og betydelig forbedrer konfigurasjonsnøyaktigheten.
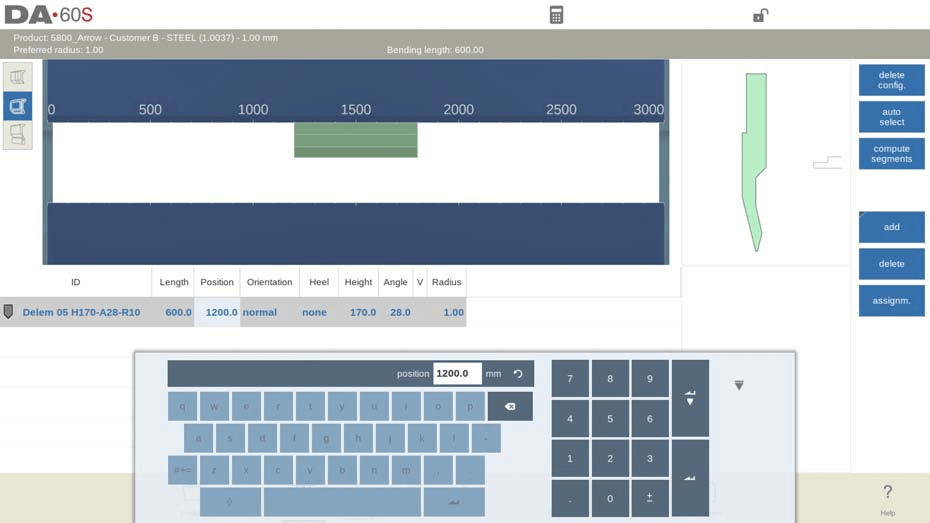
Funksjonen for automatisk justering er en fremtredende og viktig funksjon for nøyaktig verktøyjustering i DELEM DA-66S-verktøykonfigurasjonen. Når du drar verktøy eller verktøystasjoner på grensesnittet, justerer funksjonen automatisk målet til maskinens sentrum enten vertikalt eller horisontalt. Når verktøyet flyttes inn i justeringssonen, vises en rød hjelpelinje på skjermen som angir den optimale frigjøringsposisjonen for nøyaktig justering – denne funksjonen er avgjørende for å sikre nøyaktighet i verktøyplassering og stabilitet under påfølgende bearbeiding.
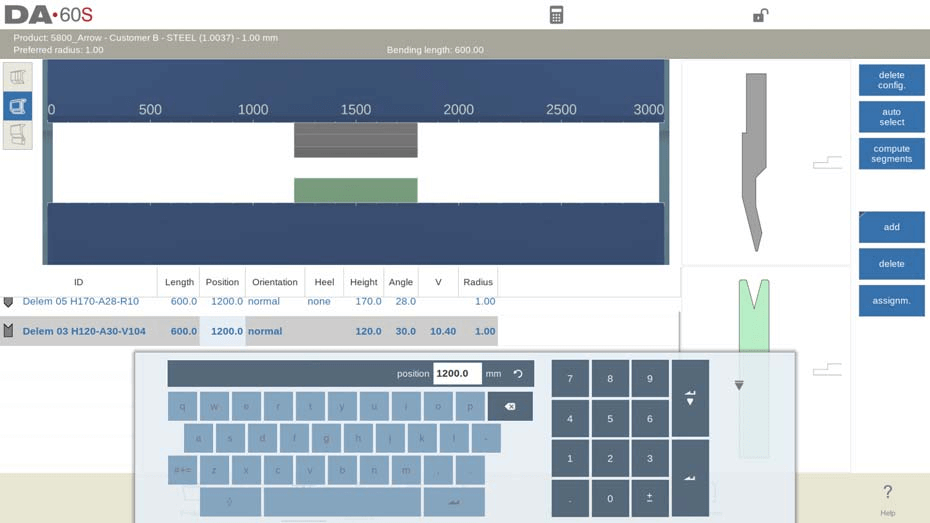
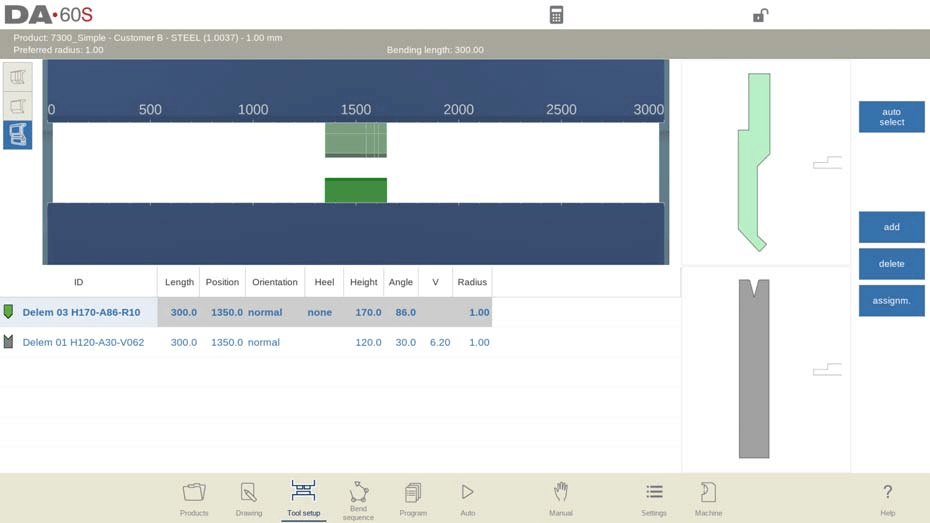
I tillegg har DELEM DA-66S-systemet en intelligent matchingsfunksjon: etter at et stansverktøy er plassert, plasserer systemet automatisk en matrise direkte under det, og lengden samt plasseringsposisjonen til matrisen justeres fullstendig i henhold til stansverktøyet. På denne grunnlaget kan operatører utføre personlig tilpassning i henhold til produksjonsbehovene, for eksempel ved å legge til eller fjerne stansverktøy og matriser, flytte verktøyposisjoner, justere verktøylengder, endre verktøyorienteringsvinkler eller endre hæltyper. Disse fleksible justeringsfunksjonene gjør at verktøykonfigurasjonen kan tilpasses en rekke komplekse produksjons- og bearbeidingskrav.
Nøkkelhandlingsknapper for denne trinnet:
• Slett konfigurasjon: Nullstill hele den eksisterende verktøykonfigurasjonen og start en ny konfigurasjon fra bunnen av;
• Legg til: Legg til et nytt verktøy i den nåværende konfigurasjonen, og klikk for å velge verktøytypen (øvre adapter (hvis aktivert), stansverktøy, matrise, nedre adapter (hvis aktivert));
• Slett: Fjern det for øyeblikket valgte enkeltverktøyet fra konfigurasjonen.
2 Bruk av funksjonen Autovalg på best mulig måte
Funksjonen «Autovalg» er tilgjengelig på hovedgrensesnittet for verktøykonfigurasjon og er utformet for å hjelpe operatører med å raskt velge den mest egnete kombinasjonen av stans og matrise for den forhåndsprogrammerte bøyeoperasjonen, basert på maksimal bøkelinjestørrelse for produktet.
Systemet vil automatisk hente og matche den optimale verktøysettet fra verktøybiblioteket for en enkelt bøyeoperasjon, med målet å oppnå den mest ideelle produktradiusen. Det bør bemerkes at denne funksjonen kun matcher verktøy for ett enkelt bøyetrinn og genererer ikke et komplett verktøyoppsett for hele produksjonsprosessen – fordi bøyesekvensen er en viktig begrensning for det totale oppsettet og må formuleres manuelt av operatørene. Etter at funksjonen «Automatisk valg» er aktivert, vil systemet automatisk erstatte det eksisterende verktøyoppsettet med den nytt matchede optimale kombinasjonen.
Avansert konfigurasjon og forvaltning av verktøysegmentering
1 Håndtering av verktøysegmentering
For segmenterte verktøy kan DELEM DA-66S-systemet automatisk beregne det optimale segmenteringsskjemaet basert på forhåndsinnstilte segmentlengdeparametere, slik at de segmenterte verktøyene perfekt tilpasses de strukturelle begrensningene til bøyeskiven og effektivt forbedrer effektiviteten i bøyeprosessen.
Systemets støtte for konfigurering av segmenterte verktøy gir stor fleksibilitet og presisjon i produksjonen: operatører kan kombinere verktøy av ønsket størrelse ved hjelp av rimelig segmentering, noe som er spesielt praktisk når man står overfor ulike verktøykrevende arbeidsstykker, og som gjør verktøykonfigurasjonen mer målrettet og effektiv.
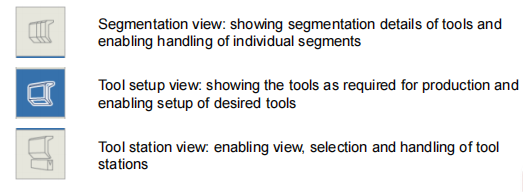
Verktøyoppsett-grensesnittet til DELEM DA-66S er utstyrt med tre ulike visningsmodi, hvor hver modus gir en unik operativ oversikt for å hjelpe operatører med verktøyoppsett og segmenteringshåndtering. Disse visningene kan byttes ved å klikke på valgknappene på venstre side av maskinens frontvisning, noe som gjør bruk av segmenterte verktøy enkelt og intuitivt.
1.1 Nøkkeldrifter for enkeltdelenes verktøysegmentering
• Beregning av bøyesekvens: Etter at grunnleggende verktøyoppsett er fullført, bytter du til bøyesekvens-modus, og systemet beregner automatisk den mest effektive bøyesekvensen for de konfigurerte verktøyene, noe som betraktelig forenkler hele produksjonsprosessen;
• Manuell verktøysegmentering: Hvis standardverktøylengden ikke oppfyller prosesskravene, kan operatører manuelt segmentere verktøyene for å justere dem til nøyaktig den nødvendige lengden, noe som ytterligere øker fleksibiliteten i konfigurasjonen;
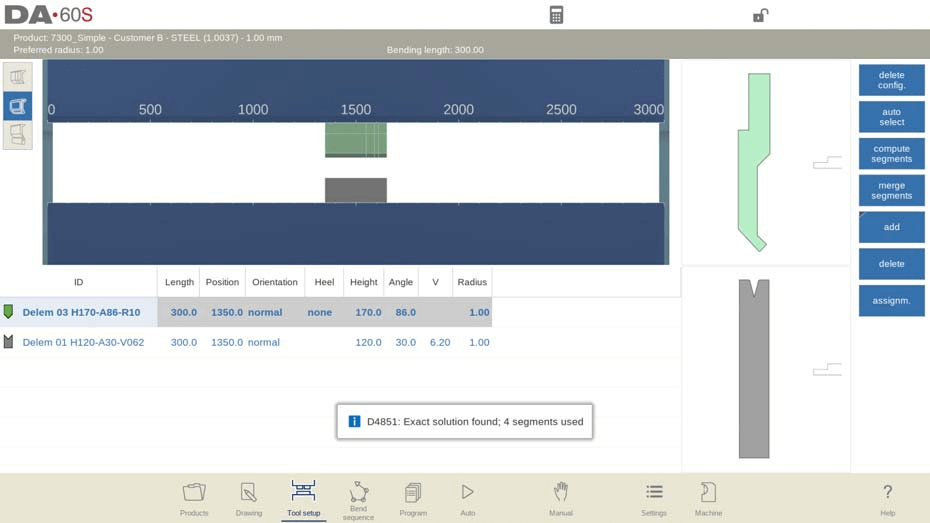
• Automatisk segmentberegning: Systemets innebygde funksjon for segmentering kan automatisk bestemme det optimale segmenteringsskjemaet basert på faktiske produksjonsparametere. Den bruker nøkkelparametere som «maksimal avstand mellom verktøy» og valgfri «toleranse for verktøylengde» som beregningsgrunnlag, noe som gjør segmenteringen mer vitenskapelig og bruken mer brukervennlig.
For operatører som trenger grundig tilpassing av verktøysegmentering støtter DELEM DA-66S direkte programmering av segmentparametere i maskintilstanden. I denne tilstanden kan operatører endre segmentparameterne for stansverktøy og matriser i verktøybiblioteket, slik at verktøyoppsettet fullt ut oppfyller de nøyaktige kravene til spesielle produksjonsprosesser. Å mestre metoden for segmentprogrammering i verktøybiblioteket er nøkkelen til å utnytte hele potensialet i DELEM DA-66S’ funksjon for verktøykonfigurasjon.
1.2 Verktøyvisning: Innstilling av tildelingsparametere
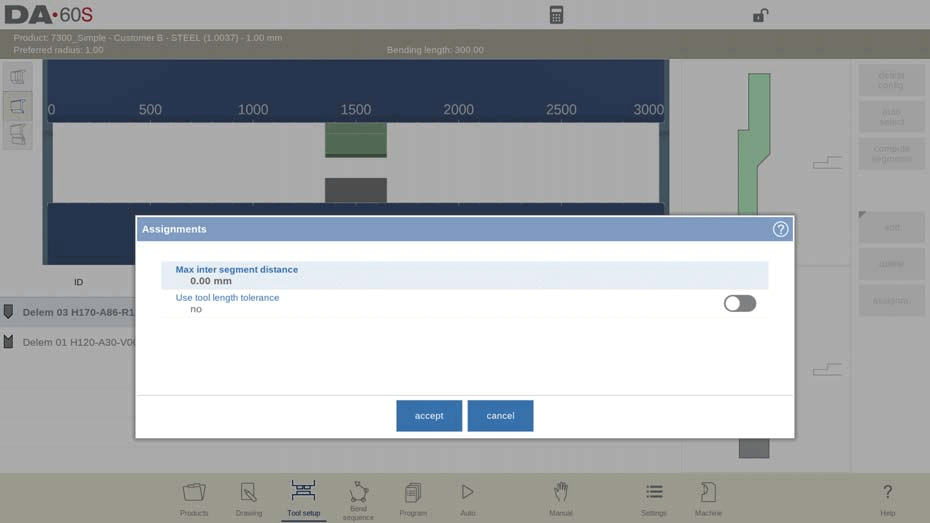
Klikk på knappen «Oppgaver» i grensesnittet for å vise og angi de grunnleggende parameterne som brukes til segmenteringsberegning. De konfigurerbare oppgaveparameterne inkluderer:
• Maksimal avstand mellom segmenter: Angi den maksimale tillatte avstanden mellom tilstøtende verktøysegmenter;
• Bruk toleranse for verktøylengde: Aktiver eller deaktiver toleranseparameteren for å styre det tillatte avviksområdet under verktøysegmentering.
1.3 Segmenteringsvisning: Justering og administrasjon av segmenter
Når du bytter til segmenteringsvisningen, viser grensesnittet segmentdetaljene for verktøyene både grafisk og i listeform, og bare segmentinformasjonen for det for øyeblikket valgte verktøyet vises. Operatører kan dra og justere posisjonen og størrelsen på enkeltsegmenter i det grafiske grensesnittet, og listen viser tydelig sammensetningen og parameterdetaljene for alle segmenter i det gjeldende verktøyet.
Det bør bemerkes at når segmenter justeres i segmenteringsvisningen, vil systemet ikke ta hensyn til den faktiske lagerbeholdningen av segmenter på lageret; konsistensen mellom den justerte ordningen og den faktiske lagerbeholdningen kan verifiseres ved å kjøre segmenteringsberegningen på nytt. I tillegg vil endring av verktøyets lengde eller verktøytype føre til at den eksisterende segmenteringsordningen slettes, og operatøren må generere segmenteringsparameterne på nytt.
1.4 Segmentparameterinnstilling i verktøybiblioteket
For å aktivere systemets funksjon for segmenterte verktøy og beregne segmenteringsordningen basert på de faktisk tilgjengelige segmentene, må operatører først fylle ut informasjonen i segmentbiblioteket. Denne handlingen kan utføres i verktøyprogrammeringsmodulen, som ligger under maskintilstanden i innstillingene for stans- og dømeverktøy.
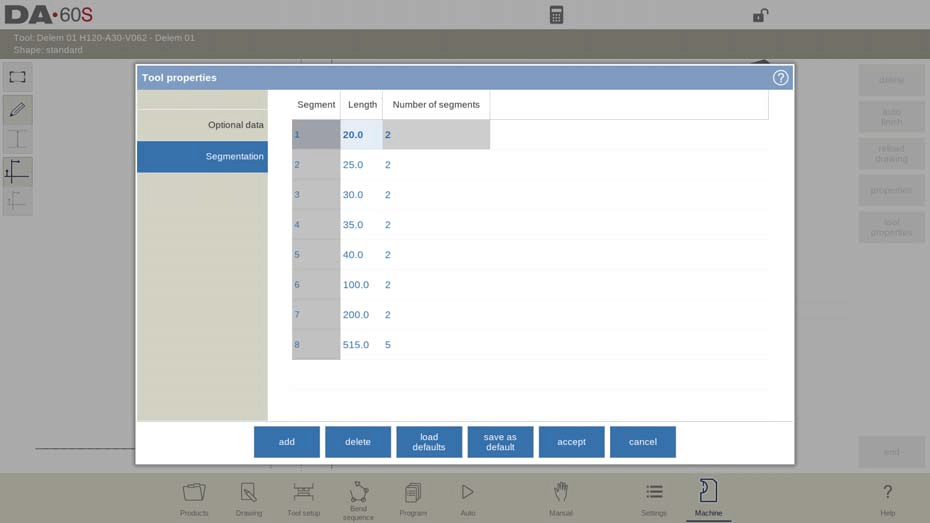
I egenskapsinnstillingene for hvert verktøy, bytter du til fanen Segmentering, der operatører kan programmere og angi segmentlengden, valgfri hælform og antall tilgjengelige segmenter for verktøyet, noe som legger grunnlaget for systemets automatiske segmentberegning.
2 Valg og omposisjonering av verktøystasjoner
Å mestre bruken av stasjonsvisningen er en nøkkelkomponent i avansert verktøykonfigurering på DELEM DA-66S, som hovedsakelig brukes til helhetlig administrasjon av verktøystasjoner. Dens kjernefunksjoner og bruksområder er som følger:
1. Merking og omposisjonering: I stasjonsvisningen vises hele verktøystasjonen som en enhet som kan merkes for raskt valg av operatører. Omposisjonering av verktøystasjonen kan gjøres på to måter: ved direkte programmering av den nye koordinatposisjonen eller ved å dra stasjonen til målposisjonen på den visuelle grensesnittet, noe som betydelig øker fleksibiliteten i den generelle verktøyoppsettet;
2. Automatisk definisjon av verktøkstasjoner: Systemet vil automatisk identifisere og definere en verktøkstasjon når det er et overlappende område mellom stansen og matrisen. Dette overlappet kan være en nøyaktig justeringsposisjon eller en litt forskjøvet posisjon, og begge vil bli anerkjent som en gyldig verktøkstasjon. Selv en spesiell konfigurasjon med to stanser som svarer til én enkelt matrise kan defineres som en verktøkstasjon, noe som er svært nyttig ved bearbeiding av bøyeprosesser med romlige begrensninger;
3. Håndtering av verktøkstasjoner: I stasjonsvisningen kan operatører kopiere en eksisterende verktøkstasjon ved å bruke «Legg til»-knappen eller slette en unødvendig stasjon ved å bruke «Slett»-knappen. Den viktigste funksjonen i denne visningen er at den bare håndterer verktøkstasjonen som helhet og ikke endrer detaljerte parametere for enkeltverktøy i stasjonen, noe som gjør justering av hele oppsettet mer effektiv uten å påvirke den nøyaktige konfigurasjonen av et enkelt verktøy.
Vanlegaste spørsmål (FAQ)
Q1: Hvordan oppnår man en effektiv verktøyoppsett i DELEM DA-66S-verktøykonfigurasjon?
A1: For å maksimere effektiviteten til verktøyoppsettet, bytt først til bøye-sekvens-modus slik at systemet beregner den mest effektive bøyesekvensen for den faktiske produksjonsoppgaven. Bruk deretter systemets funksjon for verktøysegmentering til å justere verktøysegmentene og lage nøyaktig den verktøylengden som kreves for bearbeidingen. Ved å kombinere disse to funksjonene kan oppsetttiden reduseres betydelig, og konfigurasjonseffektiviteten forbedres.
Q2: Hvordan definerer man verktøystasjoner i DELEM DA-66S-verktøykonfigurasjon?
A2: På DELEM DA-66S defineres en verktøystasjon automatisk av systemet når det er et overlappende område mellom stansen og matrisen. Denne definisjonen inkluderer både nøyaktige overlappende posisjoner og forskyvde overlappende posisjoner, noe som effektivt tilpasser seg behovene til komplekse bøyeoperasjoner og mangfoldige verktøykonfigurasjoner.
Q3: Kan detaljerte parametere for et enkelt verktøy endres i stasjonsvisningen under konfigurasjonen?
A3: Nei. Stasjonsvisningen brukes kun til helhetlig administrering av verktøystasjoner og støtter operasjoner som kopiering, sletting og omposisjonering av stasjoner, men den kan ikke endre detaljerte parametere for enkelte verktøy. Denne designløsningen sikrer at helhetlige justeringer av verktøystasjonen ikke påvirker den nøyaktige konfigurasjonen av et enkelt verktøy.
Konklusjon
Nøyaktig CNC-verktøykonfigurasjon for DELEM DA-66S er kjernegarantien for å oppnå høy nøyaktighet og høy effektivitet ved bruk av bremsepresen. Ved strengt å følge de ovennevnte nøkkeltrinnene for konfigurasjon sikres det at verktøyoppsettet fullt ut tilpasses de spesifikke prosesskravene til produktet, noe som effektivt forbedrer bearbeidingsnøyaktigheten og produksjonseffektiviteten til maskinen. I daglig produksjon må operatørene regelmessig gjennomgå og justere verktøykonfigurasjonsparameterne i henhold til den faktiske prosesseringssituasjonen og arbeidsstykkets krav for å opprettholde den optimale driftstilstanden til bremsepresen.
For mer grundig faglig innsikt og teknisk støtte angående verktøykonfigurasjon for DELEM DA-66S, ta gjerne kontakt med JUGAOs profesjonelle tekniske team. Vi er dedikert til å levere omfattende støtte for oppsett av maskinen og dens daglige drift, og sikrer dermed en problemfri fremdrift av hele produksjonsprosessen din.

