















































CYBELEC CybTouch 12 – eksperttips for verktøyhåndtering
Innholdsfortegnelse
• Introduksjon
• Stansverktøykonfigurasjon
• Trinnvis oppretting og endring av stansverktøy
• Matrisekonfigurasjon
• Trinnvis oppretting og endring av matrise
• Standardiserte navngivningskonvensjoner for verktøy
○ Regler for navngiving av stansverktøy
○ Regler for navngiving av matrise
• Drift og sikkerhet for bakmåler
• Ofte stilte spørsmål (FAQ)
○ Hvordan optimalisere CYBELEC CybTouch 12s verktøyhåndtering?
○ Hva gjør man når systemet ikke gjenkjenner et verktøy?
○ Kan verktøystillinger tilpasses i systemet?
• Konklusjon
Effektiv verktøyhåndtering er hjertet i strømlinjeformede CNC-maskinbearbeidingsoperasjoner, og å mestre dette for CYBELEC CybTouch 12-systemet er avgjørende for å heve nøyaktigheten og produktiviteten i metallbearbeiding. Denne veiledningen presenterer praktiske, handlingsorienterte strategier for verktøyhåndtering på CybTouch 12-plattformen, tilpasset både nye brukere som lærer seg systemet og erfarna operatører som ønsker å forbedre sine arbeidsflyter. Ved å følge disse retningslinjene vil du utnytte det fulle potensialet i systemets verktøyhåndteringsfunksjonalitet og minimere feil i bøyeprosessene dine.
Introduksjon
Verktøyhåndteringsmodulen i CYBELEC CybTouch 12 gir brukere mulighet til å opprette og konfigurere maskinverktøy – en viktig forutsetning for nøyaktig bøyeberegning og utførelse. Etter at riktig stans og matrise er valgt og konfigurert, trenger operatøren bare å angi ønsket bøyevinkel og flenslengde (L). Systemet CybTouch 12 beregner deretter automatisk de nøyaktige X- og Y-aksposisjonene som kreves for bøyningen, og sikrer dermed konsekvent nøyaktighet i hver bearbeidingsoperasjon.
Stanskonfigurasjon
Grunnleggende valginstruksjoner
For å velge en forhåndskonfigurert stans, naviger gjennom systemets stansbibliotek ved hjelp av pilknappene på grensesnittet, og gå deretter tilbake til bøyesiden med numeriske verdier for å bruke valget.
Trinnvis opprettelse og endring av stans
Hvis ingen stans har blitt opprettet i systemet ennå, vises «???» som standardetikett i stansfeltet. For eksisterende stansbiblioteker velger systemet automatisk den siste brukte stansen (f.eks. 60_S_i); merk at eventuelle endringer ikke overskriver den opprinnelige stansen, siden redigerte innstillinger lagres under et nytt egendefinert navn. Følg disse 13 trinnene for å opprette eller endre en stans:
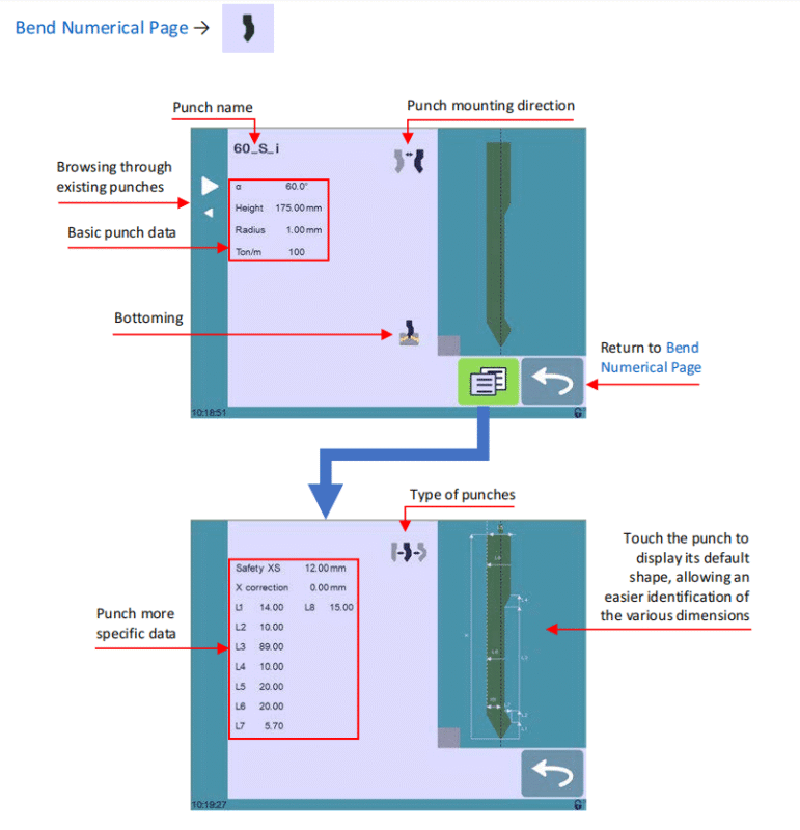
1. Trykk på stansikonet for å åpne grensesnittet for konfigurasjon av stansdetaljer.
2. Angi de grunnleggende fysiske parameterne for den nye stansen: stansvinkel (α), høyde, radius og tonn per meter (tonn/m).
3. Bruk knappen for monteringsretning på stansen for å snu stansen hvis bearbeidingsoppsettet krever det.
4. Velg ikonet «Bunnstansing» for å markere stansen som et slitasjebestandig verktøy for bunnstansing.
5. Trykk på menyknappen for å få tilgang til siden «Mer» for avanserte parameterinnstillinger.
6. Bruk ikonet «Stanstyper» for å velge stansens strukturelle type: rett, normal eller gåsenhals.
7. Bruk den grafiske verktøyrepresentasjonen på høyre side av skjermen for å angi de detaljerte dimensjonelle verdiene (L1 til Lx). Ved å trykke på grafikken lastes verktøyets standard dimensjonelle oppsett, noe som forenkler identifiseringen og inntastingen av hver parameter.
Dimensjonsstandardene L1 til Lx er identiske med de som brukes i PC 1200-, DNC 880S- og ModEva-systemene. For bruk av verktøy på tvers av systemer, eksporter parameterlister fra PC1200 og bruk dem til å programmere CybTouch 12 — vi anbefaler å gi identiske navn til samme verktøy på alle systemer for å sikre konsistens.
8. Angi kritiske sikkerhets- og kalibreringsverdier:
○ Sikkerhetsavstand XS: Den sikre avstanden mellom stansen og bakmåleren langs X-aksen.
○ X-korreksjon: Kalibreringsverdi for justering av eventuell feiljustering av stansen.
9. Gå tilbake til forrige konfigurasjonsside (et passord for nivå 2-tilgang kreves for å lagre en verktøykonfigurasjon i systemet).

10. Trykk på det gjeldende stansnavnet (f.eks. 60_S_i) for å starte lagringsprosessen.
11. Velg «Lagre stans» for å overskrive de eksisterende verktøyparameterne, eller velg «Lagre stans som» for å lagre den endrede/nye stansen under et unikt navn.
12. Bruk systemets alfanumeriske tastatur til å angi det nye stansnavnet, og følg de standardiserte navngivningskonvensjonene som er beskrevet i neste avsnitt.
13. Trykk på
tilbaketasten for å gå tilbake til hovedprogramsidene; den nylig lagrede stansen vil være forhåndsvalgt og klar for umiddelbar bruk i bearbeidingsoperasjoner.
Matrisekonfigurasjon
Grunnleggende valginstruksjoner
Matrisevalg følger samme prosess som stansvalg: bla gjennom systemets forhåndslagrede matriselibrary ved hjelp av pilknappene, og bytt deretter tilbake til bøyesiden med numerisk inndata for å bekrefte valget.
Steg-for-steg-oppretting og -endring av matrise
Hvis ingen matrise er konfigurert i systemet, vises «???» i matrisefeltet; for eksisterende matriselibraries vil systemet laste den sist brukte matrisen (f.eks. 30_12). Endringer av en eksisterende matrise påvirker ikke de opprinnelige parameterne, siden alle endringer lagres under et nytt navn. Fullfør følgende 12 trinn for å opprette eller endre en matrise:
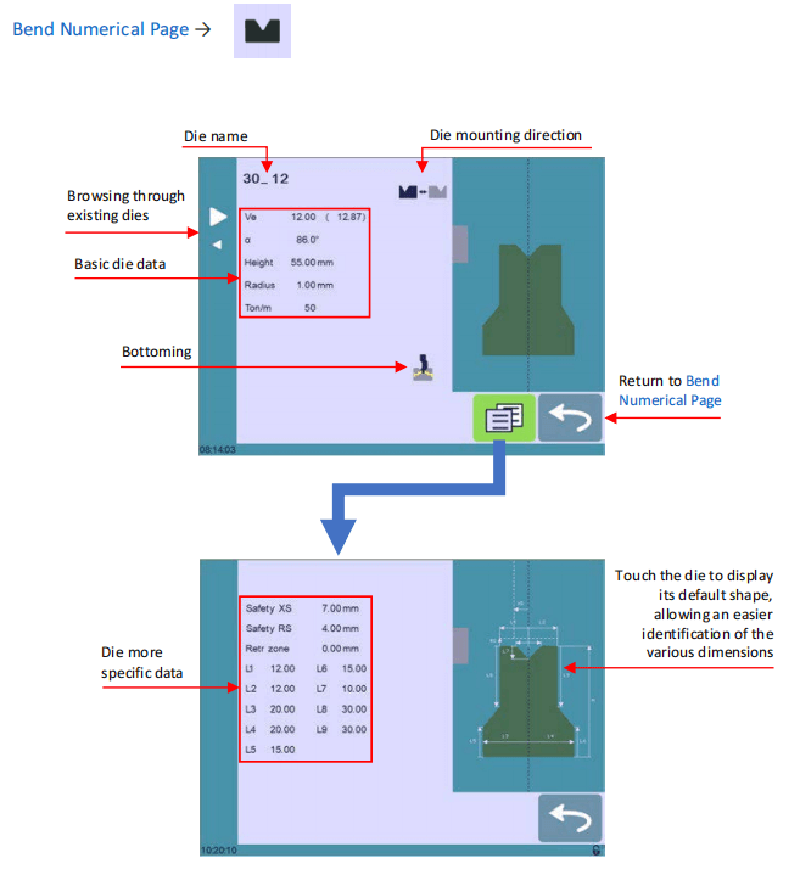
1. Trykk på matriseikonet for å åpne grensesnittet for detaljert matrisekonfigurasjon.
2. Angi de grunnleggende fysiske parameterne for den nye matrisen: matrisebredde (Ve), vinkel (α), høyde, radius og tonn per meter (Ton/m).
3. Bruk knappen «Monteringsretning for matrise» for å snu matrisen hvis det er nødvendig for bearbeidingsoppsettet.
4. Velg ikonet «Bottoming» for å klassifisere matrisen som et slitasjebestandig verktøy for bottoming-prosesser.
5. Trykk på knappen «MENY» for å åpne siden «Mer» med avanserte innstillinger for mål og sikkerhet.
6. Se på den grafiske die-avbildningen til høyre på skjermen for å angi detaljerte mål (L1 til Lx). Ved å trykke på grafikken vises die-standardenes standardmåloppsett, noe som gjør det enklere å angi nøyaktige verdier.
Som stanser, samsvarer L1 til Lx-målene for dies med standardene for PC 1200-, DNC 880S- og ModEva-systemer. For tverrsystemverktøykompatibilitet, eksporter die-parametre fra PC1200 og bruk dem til CybTouch 12-programmering, og bruk de samme navnene for identiske dies på tvers av systemer.
7. Angi avanserte sikkerhets- og driftsverdier:
○ Sikkerhet XS: Sikker avstand mellom die og bakstopp langs X-aksen.
○ Sikkerhet RS: Sikker avstand mellom die og bakstopp langs R-aksen.
○ Tilbaketrekkningsområde: Forhåndsinnstilt tilbaketrekkningsområde for die under drift.
8. Gå tilbake til forrige konfigurasjonsside (et nivå-2-passord er obligatorisk for å lagre die-konfigurasjoner).
9. Trykk på gjeldende die-navn (f.eks. 30_12) for å starte lagringsprosessen.
10. Velg «Lagre stempel» for å overskrive de opprinnelige stempelparameterne, eller velg «Lagre stempel som» for å lagre det nye/endrede stempelet under et egendefinert navn.
11. Bruk den alfanumeriske tastaturet for å angi det nye stempelnavnet, i henhold til systemets standardiserte navngivningsregler.
12. Trykk på
«Tilbake»-knappen for å gå tilbake til hovedprogramsidene; det nylig lagrede stempelet vil være forhåndsvalgt og klart for umiddelbar bruk.
Standardiserte verktøynavnkonvensjoner
Å implementere en konsekvent navngivningskonvensjon for stansverktøy og stempel er avgjørende for effektiv verktøyhåndtering på CYBELEC CybTouch 12. Et tydelig og enhetlig navnesystem gjør det mulig å raskt og nøyaktig identifisere hvert verktøy i biblioteket, og team kan etablere ytterligere egendefinerte regler basert på sine spesifikke produksjonsbehov for å ytterligere øke organisatorisk effektivitet og redusere feil ved valg av verktøy.
Regler for navngiving av stansverktøy
Navn på stansverktøy skal struktureres i tre sekvensielle deler: stansvinkel → stanstype → inverteringsstatus.

Forkortelser for stanstyper:
• N = Normal
• S = Rett
• G = Svingarm
Forkortelse for inversjon:
• i = Invertert (utelat hvis stansen er i standardposisjonen uten inversjon)
Eksempler: 90_N_i, 60_G, 30_S
Regler for navngivning av matriser
Navngivning av matriser følger et lignende strukturert format som stanser, med tre grunnleggende komponenter: matrisebredde (Ve-dimensjon) → matrisevinkel → inversjonsstatus. Bruk samme forkortelse for inversjon (i = invertert) for matriser, og utelat forkortelsen hvis matrisen er i standardmonteringsposisjonen.
Eksempler: 12_86_i, 16_86, 20_30
Drift og sikkerhet for bakmåleapparat
Syklusfunksjonen for bakmåleapparatet er en viktig funksjon for trygg og effektiv verktøyhåndtering på CYBELEC CybTouch 12, spesielt utformet for justering av bakmåleapparatet. Denne funksjonen beveger bakmåleapparatet fullt fremover, slik at operatører kan utføre nødvendige kalibreringer og justeringer uten å plassere hendene eller armene mellom maskinens verktøy – noe som eliminerer en viktig sikkerhetsrisiko i bearbeidingsprosessen.
Viktig merknad: Siktbarheten og tilgjengeligheten til bakmålerens syklusfunksjon avhenger av maskinens nåværende konfigurasjon og indekseringsstatus, og den kan ikke være tilgjengelig i alle driftsmodi.
Steg-for-steg-operasjon for bakmålersyklus
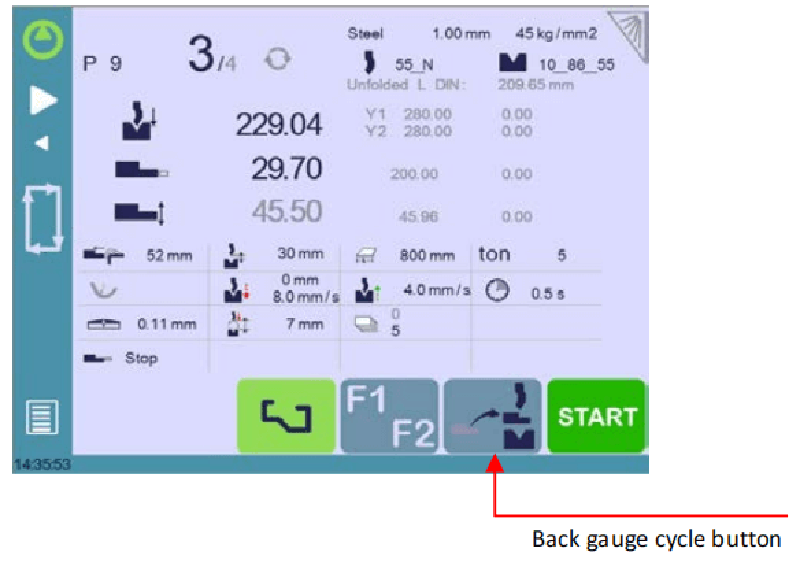
1. Bekreft at maskinen er riktig indeksert; knappen for bakmålersyklus vil være grået ut og utilgjengelig hvis indekseringen ikke er fullført.
2. Trykk og hold inne knappen for bakmålersyklus i mer enn 2 sekunder for å aktivere funksjonen.
3. Bakmålerne vil bevege seg til sin fremste posisjon, mellom stansen og matrisen. Hvis maskinens bjelke ikke er i øverste dødbunn (TDC), vil den først bevege seg fullt oppover før bakmålerne starter bevegelsen.
4. Etter at alle justeringer av bakmålerne er fullført, trykk på syklusknappen igjen for å deaktivere funksjonen, og trykk deretter på START-knappen for å gjenoppta normal maskindrift.
Vanlegaste spørsmål (FAQ)
Hvordan optimalisere CYBELEC CybTouch 12-verktøyhåndteringsytelsen?
For optimal ytelse fra CybTouch 12s verktøyhåndteringsmodul må hvert verktøy i biblioteket identifiseres nøyaktig og fullstendig parameteriseres med oppdaterte fysiske og driftsmessige data. Utfør regelmessige sjekker av verktøydata for å sikre nøyaktighet, og bekreft kompatibiliteten mellom verktøystillinger og maskinens generelle konfigurasjon – dette sikrer sømløs integrasjon mellom verktøy og bearbeidingsoperasjoner og minimerer nedetid.
Hva skal du gjøre når systemet ikke gjenkjenner et verktøy?
Hvis CYBELEC CybTouch 12 ikke oppdager en stans eller matrise, kontroller først at verktøyet er riktig satt inn og mekanisk justert i maskinen. Deretter bør du sammenligne verktøyets parametere i systemets verktøyhåndteringsgrensesnitt og angi på nytt eller korrigere eventuelle unøyaktige data etter behov. Til slutt må du bekrefte at systemprogramvaren er oppdatert til den nyeste versjonen for å løse eventuelle kompatibilitetsproblemer mellom programvare og verktøy.
Kan verktøystillinger tilpasses i systemet?
Ja, full tilpassing av verktøyinnstillingene er tilgjengelig på CYBELEC CybTouch 12. Åpne grensesnittet for verktøyhåndtering for å justere alle relevante parametre, inkludert fysisk dimensjoner på stanser/matriser, type arbeidsstykkemateriale og kompenseringsverdier, slik at de samsvarer med de spesifikke kravene til dine maskinoperasjoner. Sørg alltid for at alle tilpassede innstillinger lagres korrekt i systemet for å sikre konsekvente resultater over flere produksjonsløp.
Konklusjon
Å mestre CYBELEC CybTouch 12s verktøyhåndteringsfunksjonalitet krever en tydelig forståelse av systemets grunnleggende funksjoner, en velorganisert verktøybibliotek og konsekvent vedlikehold og oppdatering av alle verktøykonfigurasjoner. Ved å følge de trinnvise retningslinjene, navngivningskonvensjonene og sikkerhetsprotokollene som er beskrevet i denne veiledningen, kan du forenkle din CNC-maskinprosess, redusere operasjonelle feil betydelig og forbedre både nøyaktigheten og effektiviteten i metallbearbeidingsprosessene dine.
For personlig støtte for å maksimere maskinens potensial eller løse spesifikke utfordringer knyttet til verktøyhåndtering, ta kontakt med vårt tekniske supportteam. Utforsk dessuten vårt bibliotek med relaterte tekniske dokumenter for å utdype fagkunnskapen din og frigjøre hele kraften i CYBELEC CybTouch 12-verktøyhåndteringssystemet.

