















































Metalo lenkimo procesų tipai
Lakštinio metalo lenkimo technikos turi bendrą tikslą – formuoti metalą į pageidaujamą formą, tačiau jų veikimo principai žymiai skiriasi. Šių metodų valdymas reikalauja pagrindinių veiksnių supratimo, tokių kaip medžiagos storis, lenkimo matmenys, kreivumo spindulys ir numatytas taikymas – visi šie veiksniai įtakoja tinkamiausio lenkimo proceso pasirinkimą.
Toliau pateikiami metodai iliustruoja ne tik tai, kaip lenkti lakštinį metalą, bet ir kaip pasirinkti tinkamiausią techniką optimaliems rezultatams gauti. Dažniausi lakštinio metalo lenkimo metodai yra:
V-formės įstrižainės lenkimas
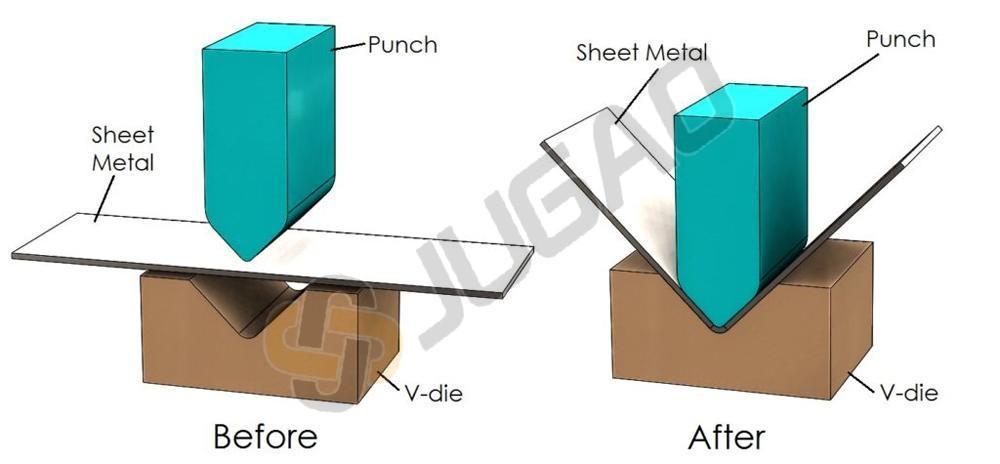
Tai dažniausiai naudojamas lenkimo metodas, taikomas didžiajai daugumai lenkimo projektų. Jis naudoja įrankį ir V-formos formą, kad plokštę sulenktų į pageidaujamą kampą. Proceso metu įrankis spaudžia metalo lakštą į V-formą.
Gautas lenkimo kampas priklauso nuo to, kiek giliai įrankis įeina į formą. Šis metodas yra paprastas ir efektyvus, nes dažnai leidžia lenkti be darbo galinio perkėlimo.
V-formos lenkimas gali būti suskirstytas į tris pogrupius:
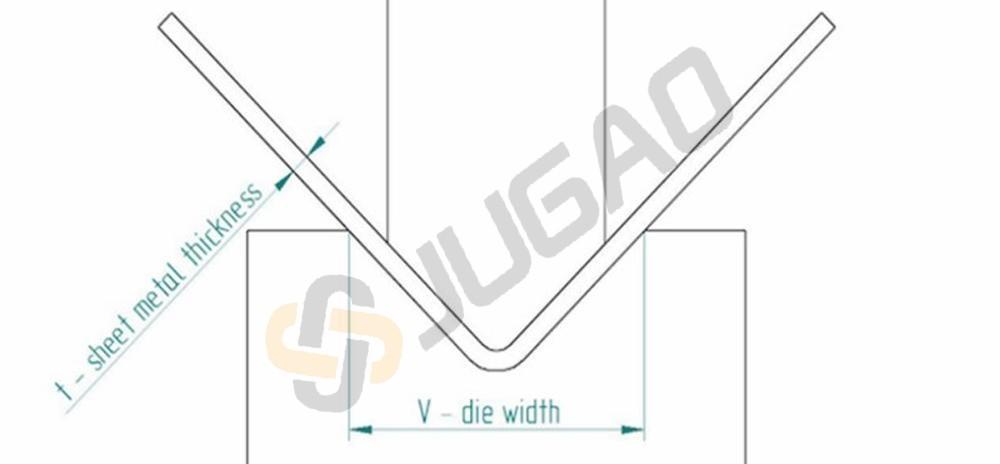
Apatinis lenkimas
Apatinis lenkimas yra panašus į orinį lenkimą, tačiau turi esminį skirtumą: įrankis visiškai įspaudžia lakštą į formą, kol jis visiškai liečiasi su formos paviršiais. Šis metodas sumažina riziką dėl defektų, susijusių su oriniu lenkimu.
Šis metodas reikalauja didesnės tonazės, nes reikia papildomos jėgos, kad būtų užbaigta deformacija ir detalė laikytųsi vietose po formavimo. Jis suderinamas su įvairiomis V-formos konfigūracijomis.
Apšaudymas užtikrina aukštą tikslumą ir nereikalauja tikslaus tonųžos kontrolės, todėl tinka naudoti su senesniais ar mažiau tiksliais lenkimo presais.
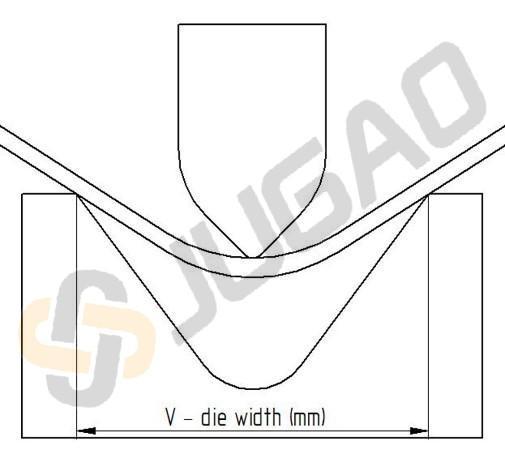
Monetavimas
Kalibravimas apima metalo lakšto spaudimą tarp įrankio ir formos labai dideliu tonųžos kiekiu. Tai sukelia itin tikslų lankstymo kampą su minimaliu atšokimu.
Nors kalibravimas užtikrina puikų tikslumą, jis reikalauja didesnės tonųžos ir ilgesnių ciklų trukmės, palyginti su kitais metodais.
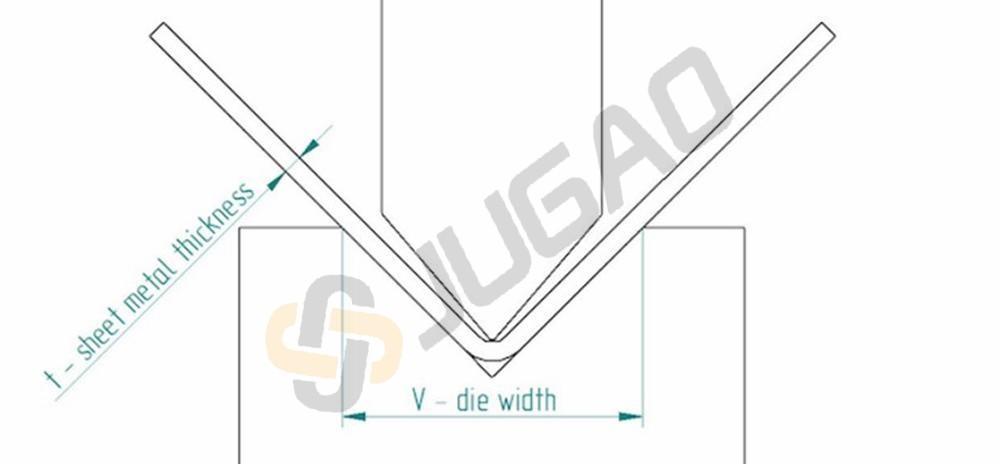
Orinė lankstymo technologija
Oro lenkimas (ar dalinis lenkimas) yra mažiau tikslus nei apšaudymas ar kalibravimas, tačiau yra plačiai naudojamas dėl paprastumo ir įrankių lankstumo, kadangi nereikia specialių formų.
Pastebėtinas trūkumas yra tas, kad oro lenkimas labiau linkęs į atšokimą.
Šiame procese įrankis taiko jėgą dviejose lakšto vietose virš formos angos. Kadangi lakštas neliečia formos dugno, paprastai naudojamas lenkimo presas V-formės oro lenkimui.
(Presbendys - tai lakštinio metalo apdirbimui naudojamas įrenginys, kuris sukabinęs detalią tarp skersinio ir formos suteikia pageidaujamą lenkimą.)
Rulo suformavimas
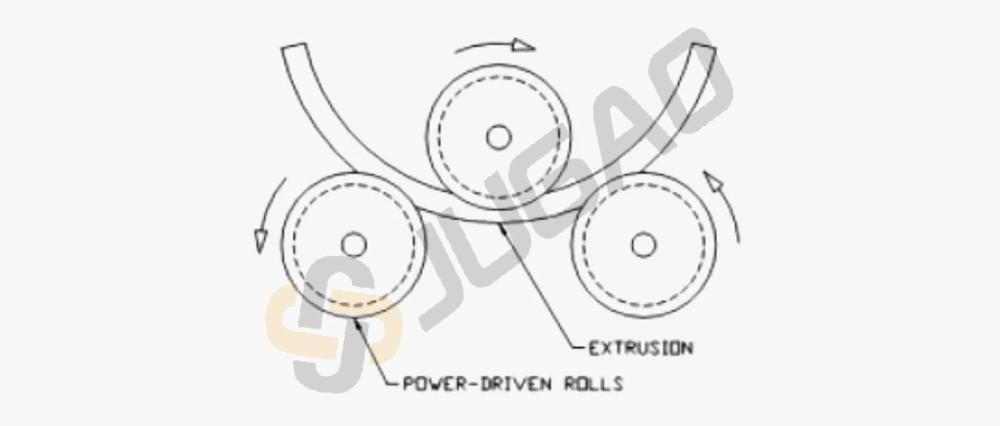
Lenkimas ritėmis naudoja 2, 3 arba 4 ritulių rinkinį, kad iš lankų pagamintų išlenktas formas. Dažniausiai naudojama 3 ritulių piramidės konfigūracija, kai viršutinis ritulys yra reguliuojamas, o du apatiniai – fiksuoti.
Lakštas įleidžiamas tarp viršutinio ritulio ir dviejų fiksuotų ritulių. Kai rituliai sukasi, jie laiko lakštą, o reguliuojamas ritulys taiko žemyn nukreiptą slėgį, siekiant pasiekti pageidaujamą kreivumą. 4 ritulių sistema turi papildomą ritulį geresniam palaikymui, todėl yra idealiai tinkama sunkiasvoriams darbams.
Šis metodas daugiausia naudojamas cilindriniams arba kūginiams formoms gaminti, tokioms kaip vamzdžiai, dujų balionai, rezervuarai, slėgio induose ir vamzdeliuose.
Valymo lenkimas
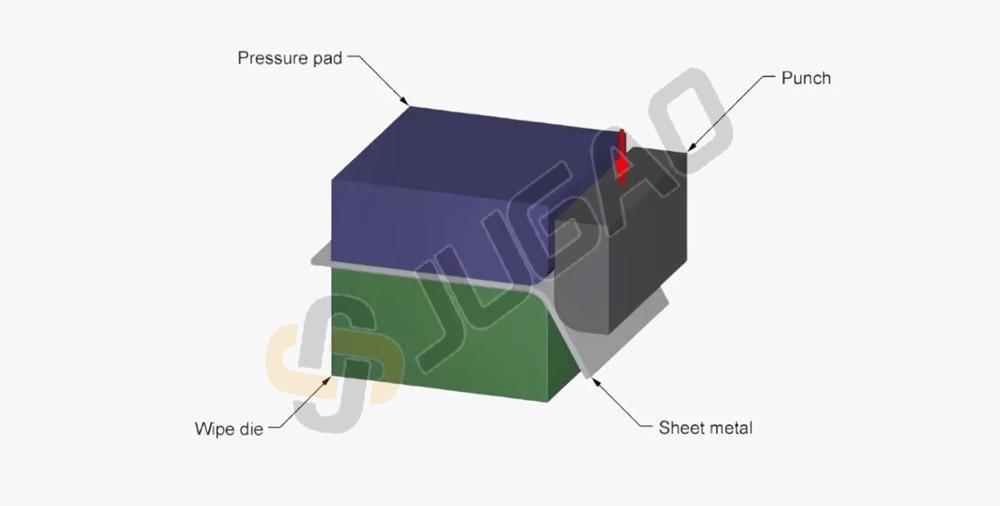
Valcavimas lenkiant (arba krašto lenkimas) naudoja valcavimo formą ir stūmoklį. Lakštinis metalas yra pritvirtinamas tarp formos ir slėgio plokštės, atidengiant lenkiamąją dalį. Tada stūmoklis juda žemyn, pervalcuodamas medžiagą per formos kraštą, kad būtų suformuotas pageidaujamas kampas. Šis metodas yra gera alternatyva presavimui mažesniems flanšams.
Ši technika leidžia vienu metu formuoti kelis kraštus, padidinant našumą. Taip pat sumažinamas paviršiaus įtrūkimų rizika lenkimo zonoje.
Rotacinis lenkimas
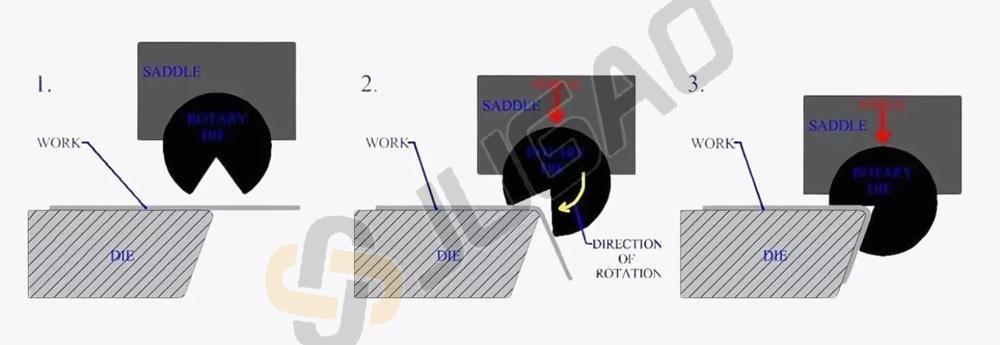
Rotacinis lenkimas dažnai naudojamas vamzdžių ir žarnų lenkimui su kreivumo kampais nuo 1° iki 180°, tačiau taip pat tinka lakštiniam metalui. Procesą sudaro trys pagrindinės dalys: lenkimo forma, spaustuvų forma ir slėgio forma. Lenkimo ir spaustuvų formos fiksuoja ruošinį, o slėgio forma taikoma liestinės kryptimi nuo laisvojo galo link lenkimo atramos taško. Sukimosi formos gali būti reguliuojamos tiksliai kontroliuoti lenkimo kampą ir spindulį. Dažnai į vamzdžius lenkimo metu įdedamas įdėklas, kad būtų išvengta griuvimo, tačiau jis nereikalingas vientisoms lakštinio metalo detalėms.
Šis formavimo metodas tinka lankstymui plokščiose lakštuose ir plačiai naudojamas vamzdžių bei žarnų gamyboje.
Rotacinis lenkimas užtikrina puikią kontrolę, leidžiant tikslumą ±0,5°. Kadangi reikiamas tonажas 50 %–80 % žemesnis nei kitais metodais, paviršiaus defektų, tokių kaip įtrūkimai, rizika ženkliai sumažėja.

