















































Kodėl DELEM DA-69S automatinio režimo naudotojo sąsaja yra patogi?
Pažangių lenkimo staklių valdymo srityje DELEM DA-69S automatinis režimas išsiskiria patogiu dizainu. Ar tai būtumėte patyręs technikas ar naujokas lenkimo staklėse, šis straipsnis palydės jus per šio režimo pagrindines privalumus ir paaiškins, kaip jis supaprastina metalo apdirbimo procesus bei gerina darbo efektyvumą.
I. DELEM DA-69S automatinio režimo intuityvus sąsajos dizainas
Sąsajos dizainas yra svarbus naudojimo patogumui gerinti. DA-69S automatinis režimas supaprastina operacijų logiką ir optimizuoja informacijos pateikimą, padarydamas sudėtingas lenkimo operacijas lengviau prieinamas.
1. Supaprastinta naršymo meniu
DA-69S automatinio režimo navigacijos meniu supaprastintas su aiškia veikimo logika:
• Paspauskite „Auto“ mygtuką, kad perjungtumėte valdymo sistemą į automatinį gamybos režimą.
• Paspauskite „Pradėti“ klavišą, ir programa paeiliui vykdys kiekvieną lenkimo žingsnį be jokios rankinės intervencijos, žymiai padidindama efektyvumą.
• Keičiantis tarp skirtingų produktų produkto bibliotekoje, Automatinis režimas gali tiesiogiai pereiti į gamybos būseną be pasikartojančių nustatymų.
• Pasirenkant naują lenkimo programą, sistema iššoks į įspėjimą „tikrinti įrankius“, kad būtų užtikrintas tikslus įrankių modelis ir padėtis, išvengiant operacinių klaidų.

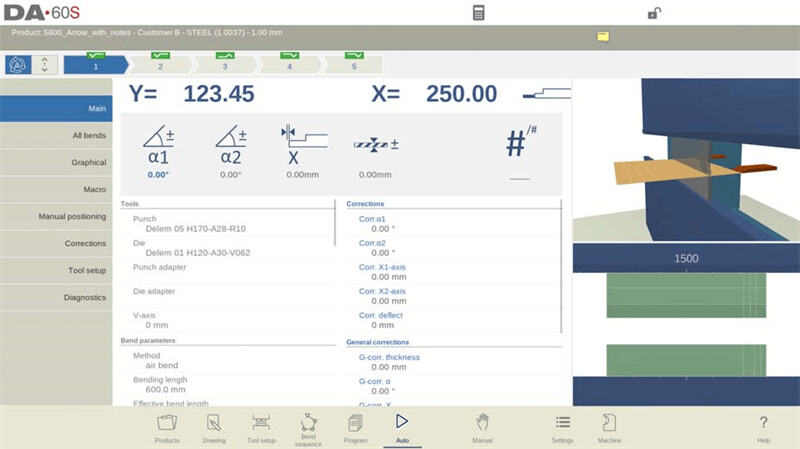
Be to, automatinio režimo ekrano viršuje aiškiai rodomas šiuo metu pasirinktas produktas ir jo aprašymas greitam patvirtinimui. Lankstymo parinkiklis viršuje rodo visus laukiančius lankstymo žingsnius; palietus žingsnį, pasirenkama tikslinė operacija, o paspaudus paleidimo mygtuką inicijuojama gamyba nuo to žingsnio, suteikiant didesnį lankstumą. Dideli piktogramų formos mygtukai (plytelių stiliaus mygtukai) virš meniu palengvina dažnai naudojamų parametrų greitą koregavimą, sumažinant operacijų žingsnius.
2. Išsami parametrų nustatymo dalis
Šis režimas palaiko tikslų parametrų koregavimą, leidžiant derinti pagal skirtingus lenkimo reikalavimus, kad būtų užtikrintas apdorojimo tikslumas:
• Kampų korekcijos (Y1/Y2 ašys): Korekcijos gali būti atliekamos atskirai kairėje ir dešinėje mašinos pusėse. Pavyzdžiui, jei programuotas kampas 90° rezultatuose sudaro 92° lankstą, tiesiog nustatykite korekcijos vertę -2°. Ši vertė automatiškai išsaugoma, kad užtikrintų nuoseklumą vėlesnėse operacijose.
• Y1/Y2 ašių korekcijos: Taikoma absoliučiajam programavimui arba apatinio įspaudimo procesams. Korekcijos parametrai saugomi šiuo metu aktyvioje programoje, todėl nereikia juos įvedinėti pakartotinai.
• Pagalbinių ašių korekcijos: Aktyvuojamos pagal X ašies lenkimo leistinąją ribą, šios korekcijos padidina lenkimo tikslumą ir supaprastina darbo eigą.
• Bendrosios korekcijos: Visuose programos lenkimo žingsniuose taikomi universaliūs parametrai, tokie kaip storis, kampas ir X ašies korekcijos; jie prisitaiko prie medžiagų skirtumų ir mašinos klaidų, užtikrindami vienodą išvesties kokybę.
• Specializuotos korekcijos: Palaiko išlinkimo korekciją ir detalės atramos ašies (PST) korekciją, atitinkančias sudėtingų lenkimo užduočių tikslumo reikalavimus.
• Atsargų ir kartojimo parametrai: Operatoriai gali efektyviai valdyti atsargų skaitliuką ir nustatyti pasikartojančius apdorojimo žingsnius, kad optimizuotų gamybos ritmą.
• Žingsnio režimo parinktis: Skirtingai nuo nuolatinės Automatinės veiksenos, Žingsninė veiksena sustoja po kiekvieno lenkimo ciklo, leidžiant operatoriams patikrinti ruošinio būklę ir laiku atlikti koregavimus.
3. Intuityvios rodymo veiksenos sklandžiai naudoti
Rodymo veiksenos turi patrauklią vartotojo sąsają, leidžiančią operatoriams greitai perjungti funkcijas nesimokyti sudėtingų operacijų, taip sutrumpinant paruošimo laiką. Pirmą kartą įėjus į Automatinę veikseną, sistema automatiškai nustato Pagrindinę rodymo veikseną, o kitas veiksenas galima pasirinkti ekrano dešinėje pusėje. Perjungiant rodymo veiksenas nekinta lenkimo duomenys ir nenutrūksta paleidimo būsena. Kiekvienos veiksenos funkcijos yra tokios:
• Pagrindinė veiksena (Main): Rodo tiek skaitmeninius duomenis, tiek grafinę informaciją (jei prieinama) lenkimo procesui. Palaiko tiesioginį korekcijos parametrų programavimą ir perjungimą tarp grafinio bei skaitmeninio rodymo. Lenkimo padėtį galima patikrinti naudojant mastelio keitimą, slinkimą ir posūkio funkcijas. Įrankių rodinys automatiškai fokusuoja šiuo metu naudojamą įrankį, nurodydamas teisingą įrankio stotį.
• Visų lenkimų rodinys (Visi lenkimai): rodo visus lenkimo duomenis lentelės formatu, su galimybe rodyti arba paslėpti grafinį skydelį. Parametrai išdėstyti eilutėmis, kad būtų lengva peržiūrėti grupes.
• Grafinis rodinys (Grafinis): Pateikia viso ekrano grafine sąsają lenkimo procesui, palaikančią perėjimą į 3D rodinį išsamiai apžiūrai. Taip pat leidžia keisti apžiūros kampą, mastelio santykį ir peržiūrėti nuotraukų rodinį konkrečiems žingsniams.
• Makro rodinys (Makro): Rodo ašių reikšmes didelio šrifto sąraše, tinkančiame situacijoms, kai operacijos atliekamos toli nuo valdymo skydelio. Gali stebėti visų ašių tikslą ir faktines pozicijas vienu metu.
• Rankinio pozicionavimo rodinys (Rankinis pozicionavimas): Rodo ašių reikšmes dideliu dydžiu, palaikant ašių pozicijų valdymą ir reguliavimą naudojant rankenėlę. Paspaudus „mokymo indikatoriaus“ rodyklę (esančią tarp faktinės ir programuojamos reikšmės), dabartinė ašies reikšmė įrašoma į programos žingsnį. Jei sumontuotas papildomas išorinis rankinis terminalas, taip pat galima nuotoliniu būdu valdyti rankenėlę mokant ašis ir lenkimo pozicijas.
• Korekcijų rodinys (Korekcijos): Pateikia korekcijos reikšmes visiems lenkimo etapams ir palaiko reikiamus reguliavimus. Kai įvedama α1 korekcijos reikšmė, sistema ją automatiškai nukopijuos į α2, išlaikys skirtumą tarp jų arba paliks α2 nepakeistą, priklausomai nuo parametruose nustatyto „Kampo korekcijos programavimo“. „Išsaugota korekcija“ stulpelyje (rodomas, kai aktyvuotas kampo korekcijos duomenų bazė) pažymima kiekvieno lenkimo korekcijos reikšmė; tuščias laukas reiškia, kad duomenų bazėje įrašo nėra, o žymė ">" reiškia identiškas lenkimo reikšmes. Paspaudus mygtuką „Visi iš išsaugoto“, visos lenkimo korekcijos reikšmės programoje sinchronizuojamos taip, kad atitiktų duomenų bazės reikšmes. Be to, galima pridėti įrašus prie leidžiamųjų verčių lentelės naudojant parinktį „Lenkimo leidžiamoji vertė“ ir apskaičiuoti korekcijos reikšmes iš matuotų kampų (įvedus vieną matuotą kampą, jis taikomas vienodai visur, o įvedus kairiojo/dešiniojo/vidurinio matavimų reikšmes įgalinamas absoliutusis išlinkimo koregavimas). Parinktiniu kampainiu galima tiesiogiai įvesti matavimo reikšmes, o korekcijos reikšmės atnaujinamos po naujo lenkimo ciklo.
• Įrankių sąrankos rodinys (Tool Setup): Rodo dabartiniam programai reikalingą įrankių konfigūraciją, leidžia tikrinti įrankių savybes ir pozicijas, tačiau neleidžia jų keisti. Norėdami koreguoti įrankius, išjunkite Automatinį režimą ir pasirinkite meniu „Įrankių sąranga“.
• Diagnostikos rodinys (Diagnostics): Skirtas daugiausia techninei priežiūrai, stebi atskirų ašių veikimo būklę bei valdymo sistemos I/O būseną, teikia duomenis gedimų šalinimui.
II. Papildomos funkcijos tikslumui ir našumui didinti
Be sąsajos dizaino, DA-69S automatinis režimas aprūpintas įvairiomis praktinėmis funkcijomis, kurios dar labiau padidina apdirbimo tikslumą ir gamybos efektyvumą.
1. Pastabų funkcija (Notes)
Operatoriai gali pridėti pastabas prie produktų ar programų Automatiniame režime:
• Pastabos gali būti bendros aprašymo formos arba detalės apie konkretų lenkimo žingsnį, taip pat galima prisegti PDF nuorodų dokumentus.
• Ekrane esantis „pastabų indikatorius“ signalizuoja naujų pastabų buvimą; paspaudus jį galima peržiūrėti, užtikrinant, kad svarbi informacija visada būtų prieinama.
2. Atbulinio smūgio / grandininio lenkimo korekcija
Palaiko bendrųjų korekcijos parametrų nustatymą atbulinio smūgio arba grandininio lenkimo etapams. Paspaudus „Atbulinio smūgio korekc.“ arba „Grandininio korekc.“ atsidaro atskiras langas korekcijos reikšmėms įvesti:
• Keičiant bendrą kampų korekciją, visos susijusios individualios korekcijos reikšmės automatiškai perskaičiuojamos, ir atvirkščiai.
• α1 ir α2 ašys gali turėti nepriklausomas korekcijos reikšmes. Įvedus korekcijos reikšmę α1, sistema automatiškai sinchronizuos ją su α2, išlaikydama skirtumą tarp jų arba palikdama α2 nepakeistą, priklausomai nuo „Kampų korekcijos programavimo“ parametro. Norint sureguliuoti α2, reikia tiesiogiai veikti jos atbulinio smūgio / grandininio lenkimo korekcijos lange arba keisti jos individualias korekcijos reikšmes.
3. Bandytinio lenkimo režimas
Šis režimas sukurtas specialiai derinimui, padedantis operatoriams optimizuoti parametrus prieš pradedant oficialią gamybą:
• Aktyvavus šį režimą, po pirmo lenkimo ciklo visos ašys išlieka atitrauktoje pozicijoje. Jei įjungta detalės atrama, paramos ašis išlaiko esamą kampą.
• Y ašis sustoja viršutiniame mirčio taške (VMT), leidžiant operatoriams išmatuoti lenkimo kampą ir atlikti korekcijas. Baigus korekcijas, detalės paramos ašis возобновляет darbą, kai Y ašis praeina nustatytą poziciją, užtikrinant tikslumą tolesniuose lenkimo etapuose.
4. Gamyklos patalpos valdymas ir užduočių sąrašo funkcija
Supaprastina gamybos valdymo procesus ir palaiko kelių partijų stebėjimą bei pažangos sekimą:
• Kai sistema yra užduoties gamybos režime, „Užduoties indikatorius“ rodo esamą būseną; paspaudus jį galima peržiūrėti ir tvarkyti užduotis.
• Kai reikia pakeisti produkto partijas užduočių sąraše, paspauskite funkcijos mygtuką „Aktyvuoti produktą“, ir sistema tiesiogiai perjungs į tikslinį produktą.
• Gamybos metu operatoriai gali atnaujinti „pašalintų produktų skaičių“; sistema automatiškai koreguoja „pagamintą kiekį“, kuris taip pat gali būti keičiamas rankiniu būdu. Tiek operatoriai, tiek darbo vadovai gali pridėti gamybos įrašus ar pastabas į „komentarų lauką“.
• Darbo būsena suskirstyta į keturias kategorijas:
◦ Naujas: Šioje partijoje dar nebuvo pagaminta jokių produktų;
◦ Nepilnas: Šios partijos tikslinis išvesties kiekis dar nepasiektas;
◦ Vykdymas: Ši partija jau įkelta į mašiną ir yra gaminama;
◦ Užbaigtas: Šios partijos gamyba patvirtinta kaip baigta.
• Darbas lieka aktyvus, kol „Produktų režime“ nepasirenkamas naujas produktas ar darbas. Įkėlus naują produktą, ankstesnis darbas automatiškai išjungiamas ir, jei reikia, turi būti iš naujo pasirinktas ir paleistas.
III. Dažniausiai užduodami klausimai (DUK)
1. Kaip Priežiūros valdymo funkcija palaiko DELEM DA-69S Automatinį režimą?
Gamybos aikštelės valdymo funkcija leidžia operatoriams vienu metu stebėti kelias gamybos partijas, atnaujinti gaminio skaičiavimus realiu laiku ir tiksliai sekti gamybos eigą. Tai sumažina rankinį statistinį darbą ir dar labiau padidina automatinio režimo veikimo efektyvumą bei duomenų tikslumą. tiksliai sekti gamybos eigą. Tai sumažina rankinį statistinį darbą ir dar labiau padidina automatinio režimo veikimo efektyvumą bei duomenų tikslumą.
2. Kaip tiksliai kalibruoti lankstymo presą naudojant DA-69S automatinį režimą?
Pirmiausia įsitikinkite, kad lankstymo presas yra išlygintas. Tada skaitmeniniu matuokliu išmatuokite lenkimo formos kampą ir pagal gamintojo pateiktas kalibravimo instrukcijas sureguliuokite parametrus. Po reguliavimo patikrinkite kalibravimo rezultatą, kad įsitikintumėte, jog jis atitinka apdirbimo tikslumo reikalavimus.
3. Koks lankstymo preso techninės priežiūros dažnumas, kai įjungtas DA-69S automatinis režimas?
Rekomenduojama kas 500 valandų atlikti reguliarų techninį aptarnavimą. Jis apima pagrindinių komponentų (tokių kaip ašys ir įveržiai) dėvėjimosi patikrą, mašinos šiukšlių pašalinimą bei judančių dalių tepimą, kad būtų išlaikytos optimalios sąlygos Automatinio režimo veikimui.
IV. Išvados
DELEM DA-69S Automatinio režimo didelis patogumas naudoti kyla iš dviejų privalumų: „intuityvi sąsajos projektavimas + patobulintos tikslumo funkcijos“. Sąsaja supaprastina operacijų logiką ir sumažina mokymosi laiką, o papildomos funkcijos užtikrina tikslumą ir efektyvumą. Tie, kurie dar nėra patyrę, taip pat ir patyrę operatoriai, greitai gali išmokti jį naudoti, taip supaprastindami lenkimo procesą dirbtuvėse.
Jei reikia daugiau informacijos apie DA-69S Automatinio režimo konkrečią veiklą arba turite individualių užklausų, susisiekite su mūsų komanda dėl pagalbos. Taip pat galite pasinaudoti papildomomis medžiagomis, kad optimizuotumėte savo metalo apdirbimo veiklos planą.
Ar norėtumėte, kad sudaryčiau DELEM DA-69S automatinio režimo pagrindinių veiksmų greitoji nuorodų lentelė ? Tai pagrindinius navigacijos meniu, parametrų nustatymų ir rodymo režimų veiksmus susistemins į glaustą lentelę, kad būtų patogu greitai pasinaudoti jais atliekant darbus vietoje.

