















































Pagrindiniai ESTUN E21 naudojimo vadovo įžvalgai
Norint padidinti metalo apdirbimo darbų našumą, būtina suprasti ESTUN E21 naudojimo vadovo pagrindus. Jei ieškote profesionalių patarimų, kaip optimizuoti šio valdiklio naudojimą, Jūs atėjote tinkamoje vietoje.
Šiame straipsnyje pateikiami pagrindiniai ESTUN E21 naudotojo vadovo bruožai, siūlantys praktines gaires, kaip supaprastinti jūsų veiklos procesus. Nepriklausomai nuo to, ar esate patyręs operatorius, ar naujokas šioje sistemoje, šios žinios suteiks jums būtinų žinių, kad pagerintumėte tikslumą ir produktyvumą savo užduotyse. Pažvelkime į vadovą ir atrakinkime visą ESTUN E21 potencialą savo įrangai.
Pagrindinė valdymo procedūra
Norėdami efektyviai naudoti ESTUN E21 valdiklį, pirmiausia turite susipažinti su jo pagrindine valdymo eiga. Pradėkite nuo to, kad įsitikinkite, jog valdiklis tinkamai prijungtas ir įjungtas. Kai įrenginys įjungiamas, pirmas žingsnis – įvesti reikalingus darbo parametrus valdiklio ekrane. Tai apima operacijos režimo pasirinkimą (rankinį ar automatinį) atsižvelgiant į konkrečias užduoties sąlygas. Šie pradiniai veiksmai užtikrina tikslią valdymo eigą, atitinkančią ESTUN E21 naudotojo vadove pateiktas gaires.
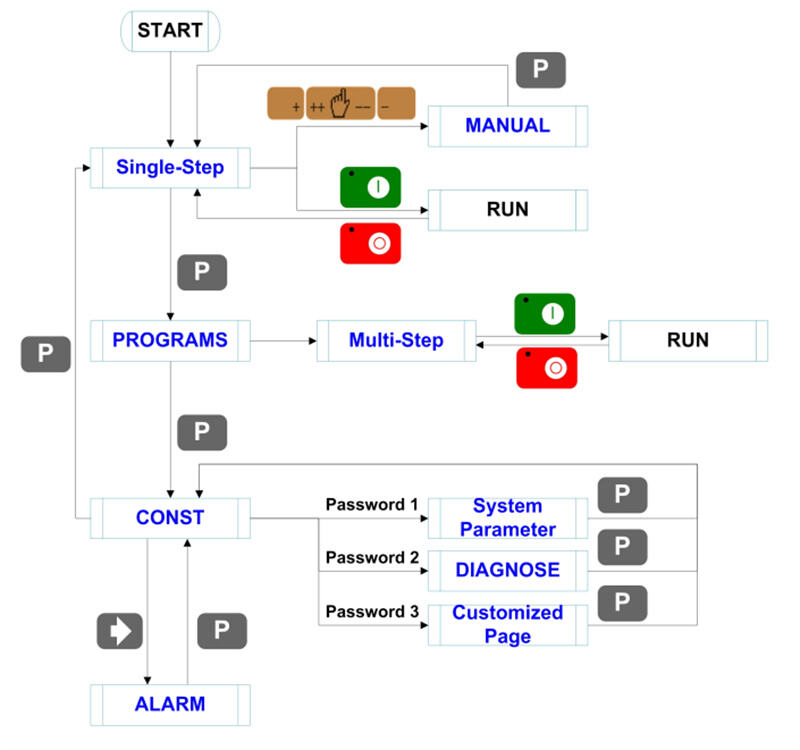
Pagrindinis įtaisų režimo perjungimo ir veikimo procesas parodytas paveiksle.
ESTUN E21 valdiklio programavimas
Programuoti savo stabdžių spaudimą su ESTUN E21 yra paprasta, bet veiksminga. Norėdami užprogramuoti užduotį, pirmiausia patekite į valdiklio programavimo meniu. Tai apima naršymą sąsajoje, kad įvesti tokius nurodymus kaip linkimo kampai, medžiagos tipas ir medžiagos storis. Laikydamiesi šių veiksmų, galite užtikrinti, kad mašina veiktų taip tiksliai, kaip reikia sudėtingoms užduotims atlikti, kaip nurodyta "ESTUN E21" naudojimo vadove. Taip pat galima koreguoti ir išsaugoti kelias programas, todėl kasdienės operacijos yra lanksčios ir efektyvios.
Prietaisas siūlo du programavimo metodus: vieną žingsnį ir kelis žingsnius. Naudotojai gali pasirinkti tinkamą metodą, atsižvelgiant į faktinius darbo reikalavimus.
Vieno žingsnio programavimas
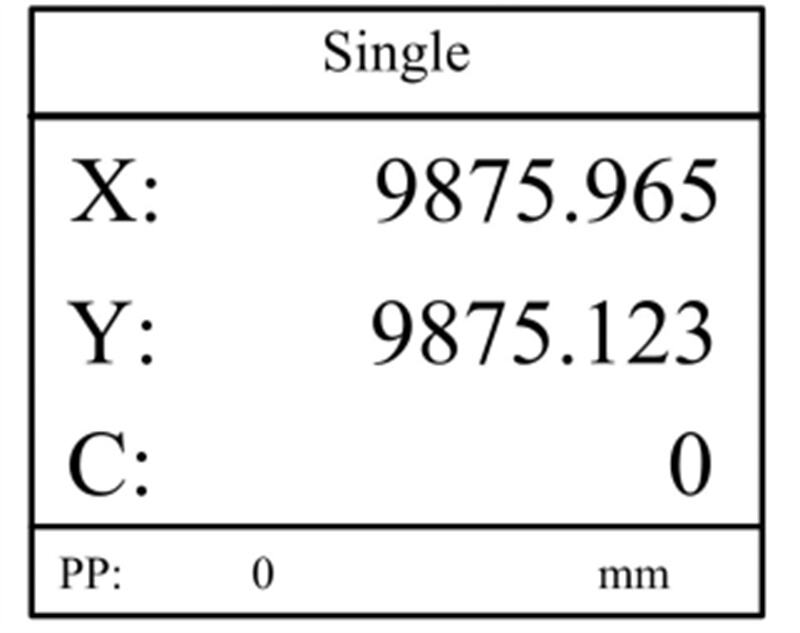
Vienetapė programavimo procedūra paprastai naudojama detalių apdorojimui atlikti vienu operaciniu žingsniu. Kai įjungiamas valdiklis, jis automatiškai pereina į vienetapės programos puslapį.
Veikimo žingsniai
1. Paleidus įrenginį, jis automatiškai įeina į vienetapės programos konfigūracijos puslapį.
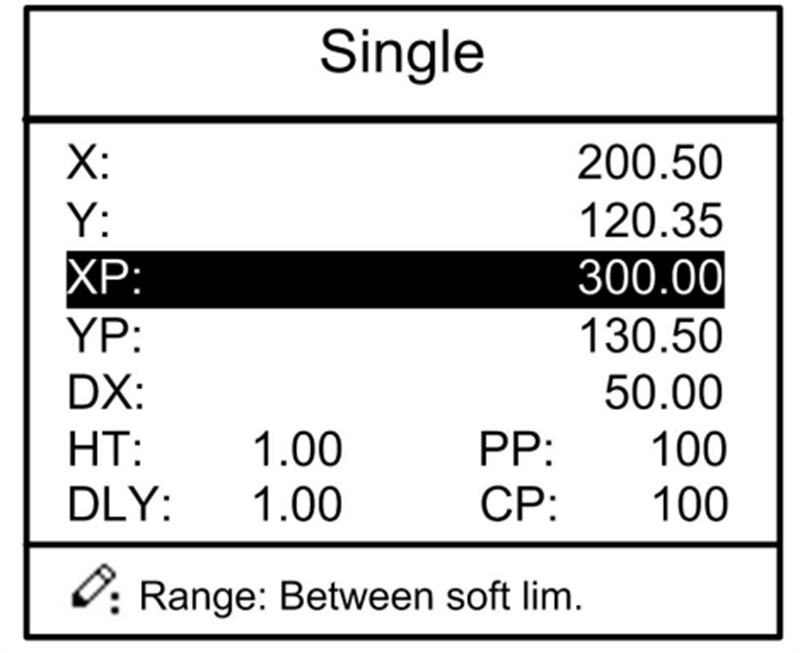
2. Paspauskite nustatytą mygtuką, kad pasirinktumėte parametrą, kurį reikia sukonfigūruoti, naudokite skaitmeninius mygtukus programos reikšmei įvesti, tada paspauskite patvirtinimo mygtuką, kad užbaigti įvedimą.

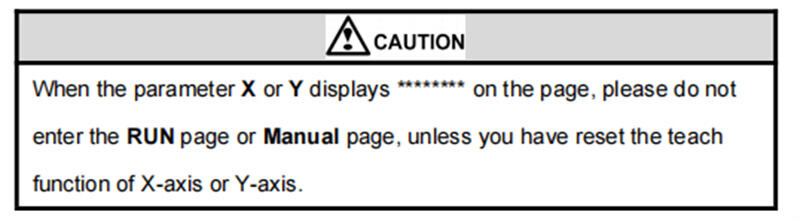
Pastaba: parametrai gali būti konfigūruojami tik tuomet, kai dega Stop indikatorius.
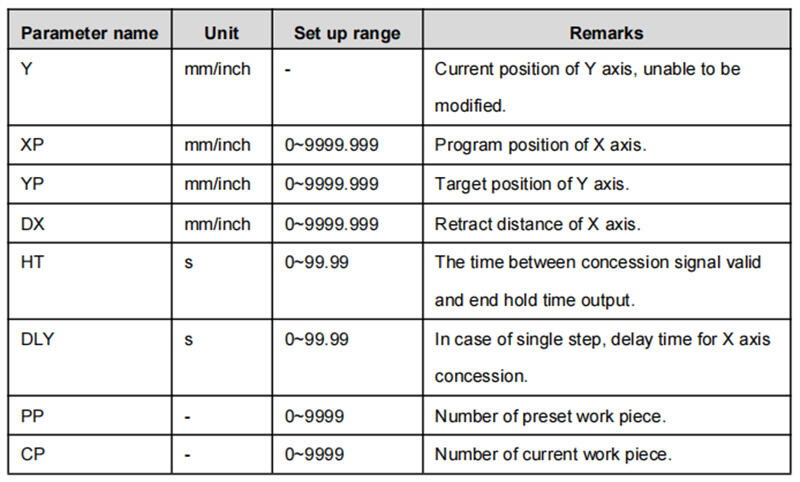
Vienetapių parametrų konfigūravimo diapazonas pateiktas lentelėje.

3. Paspauskite paleidimo mygtuką ir sistema veiks pagal šią programą, kaip parodyta paveikslėlyje.

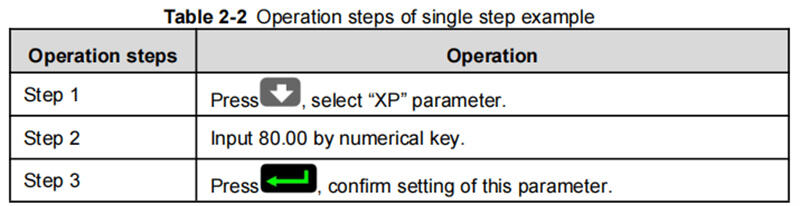
Naudojimo pavyzdys
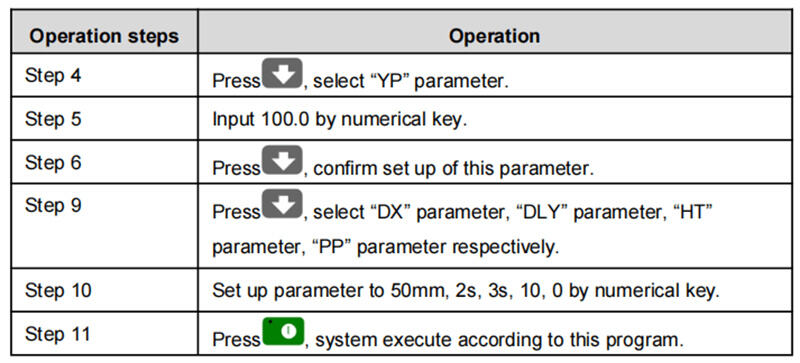
Kaip rekomenduojama ESTUN E21 naudotojo vadove, galite patobulinti vieno žingsnio programą nustatydami lenkimo gylį 100,0 mm ir atbulinio matavimo įrenginį 80,00 mm. Nustatykite atbulinimo atstumą 50 mm, leidžiamą laukimo trukmę 2 sekundes ir išlaikymo trukmę 3 sekundes. Priskirkite detaliai numerį 10, užtikrindami, kad kiekvienas operacinis žingsnis atitiktų vadove pateiktos lentelės duomenis. Šie nustatymai užtikrina efektyvius ir tiksliai metalo apdirbimo rezultatus.
Daugiažingsnis programavimas
Daugiažingsnis programavimas skirtas vienos detalės apdorojimui per kelis skirtingus operacinius žingsnius. Jis leidžia nuosekliai vykdyti kelis žingsnius, taip padidinant apdorojimo efektyvumą.
Veikimo žingsniai
1. Kai prietaisas įjungiamas, automatiškai rodomas vieno žingsnio parametrų puslapis.
2. Paspauskite režimo mygtuką, kad pereitumėte į programos valdymo puslapį, kaip parodyta paveikslėlyje.

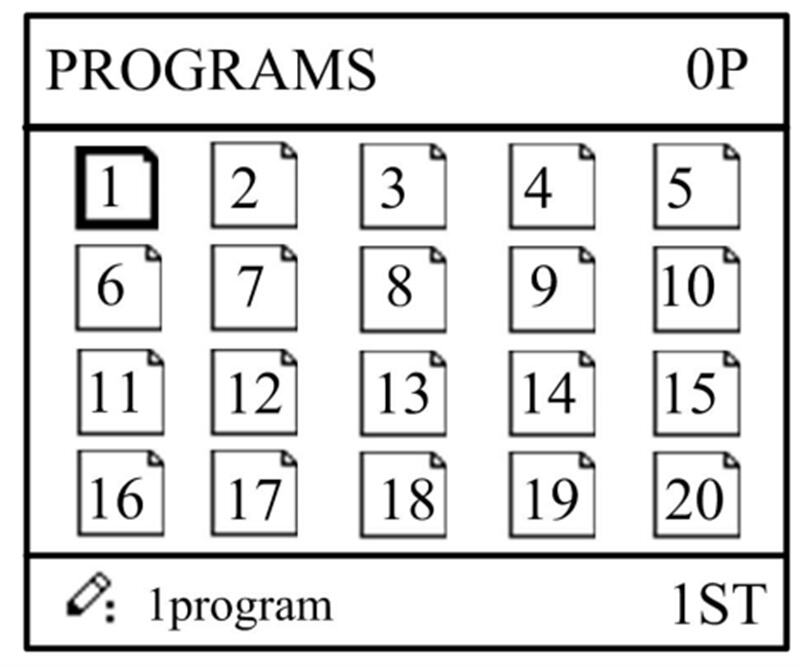
3. Paspauskite pasirinkimo mygtuką, kad pasirinktumėte programos serijos numerį, arba tiesiogiai įveskite programos numerį (pvz., įveskite „1“).

4. Paspauskite patvirtinimo mygtuką, kad patektumėte į daugiapakopio programavimo konfigūracijos puslapį, kaip parodyta paveikslėlyje.
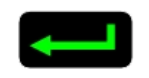
5. Paspauskite žemyn rodyklę, kad pasirinktumėte daugiapakopio programavimo parametrą, kurį reikia sukonfigūruoti, įveskite pageidaujamą reikšmę ir paspauskite Enter mygtuką, kad aktyvuotumėte nustatymą.
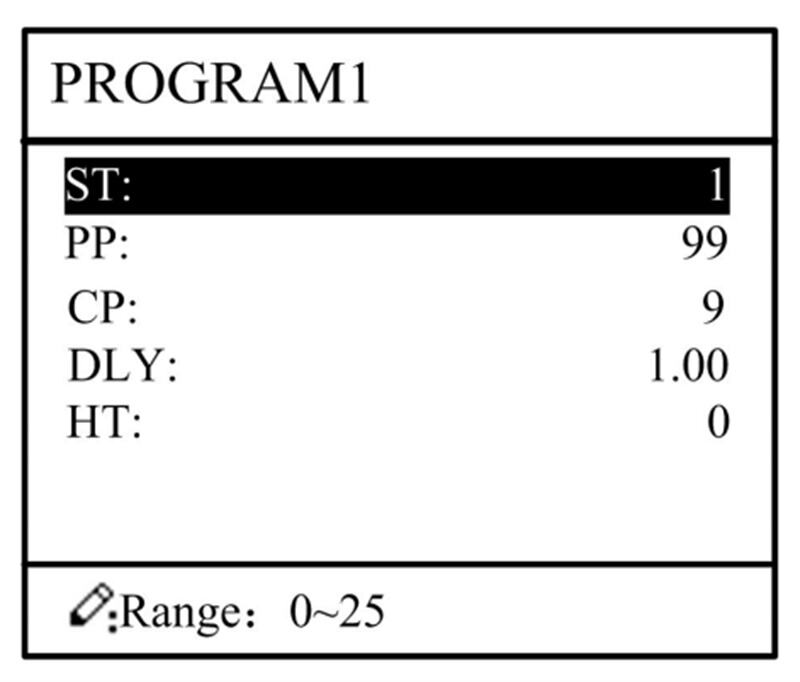
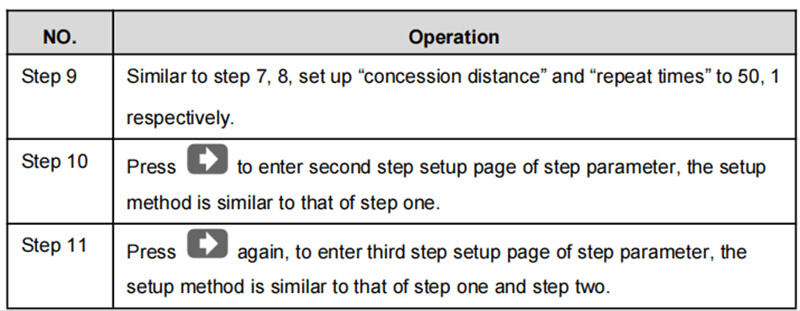
6. Baigus konfigūravimą, paspauskite dešinėn rodyklę, kad patektumėte į žingsnio parametro konfigūracijos puslapį, kaip parodyta paveikslėlyje.
7. Paspauskite žemyn rodyklę, kad pasirinktumėte žingsnio parametrą, kurį reikia sukonfigūruoti, įveskite programos reikšmę ir paspauskite Enter mygtuką, kad patvirtintumėte nustatymą.
8. Naudokite kairėn ir dešinėn rodykles, kad perjungtumėte tarp žingsnių. Jei esate pirmame žingsnyje, paspaudus kairėn rodyklę pereisite prie paskutinio žingsnio parametro konfigūracijos puslapio; jei esate paskutiniame žingsnyje, paspaudus dešinėn rodyklę grįšite prie pirmo žingsnio parametro konfigūracijos puslapio.
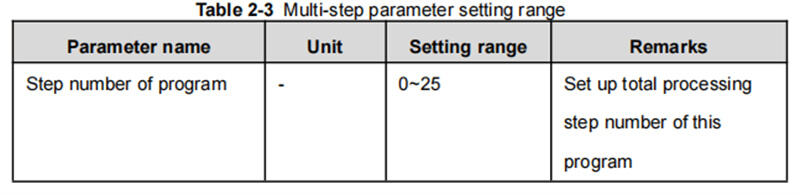
Daugiaetapių parametrų konfigūracijos diapazonas pateiktas lentelėje.
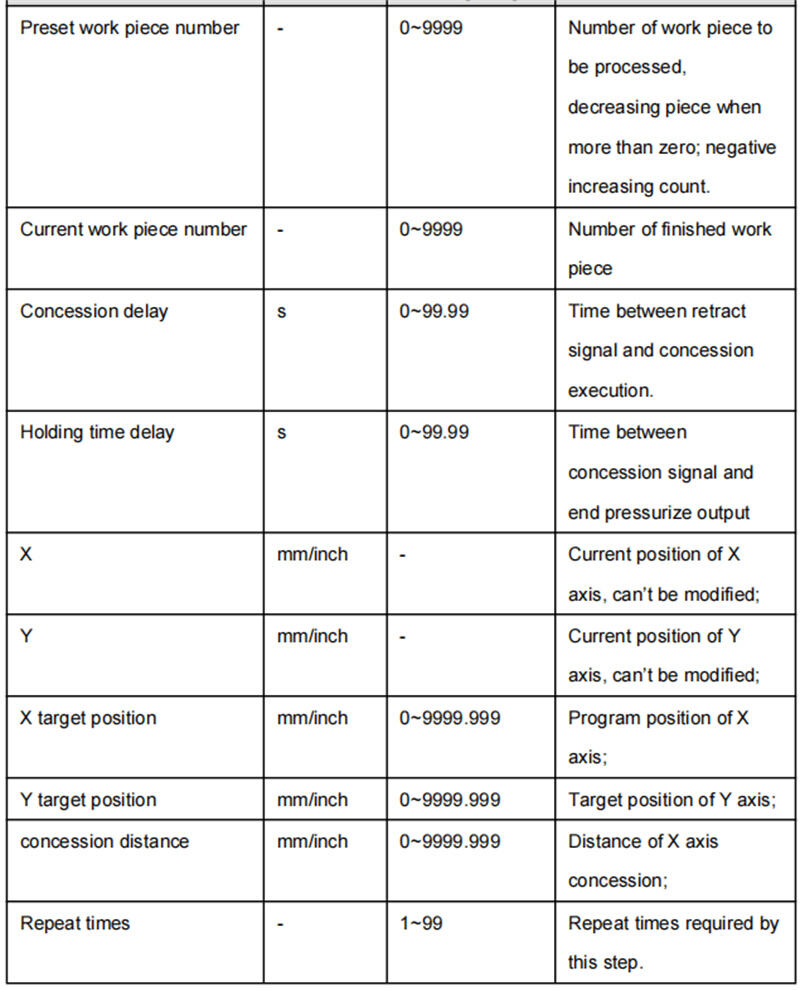
9. Paspauskite paleidimo mygtuką, ir sistema veiks pagal šią programą, kaip parodyta paveikslėlyje.
Naudojimo pavyzdys
Apžvalga: Kaip parodyta žemiau, reikia apdoroti 50 vienetų vieno detalių tipo, atsižvelgiant į šiuos reikalavimus:
• Pirmasis lenkimas: 50 mm
• Antrasis lenkimas: 100 mm
• Trečiasis lenkimas: 300 mm priešinga kryptimi
Analizė: Atsižvelgiant į detalės specifikacijas ir įrangos technines sąlygas:
• Pirmasis lenkimas: Nustatykite X ašies padėtį 50,0 mm, Y ašies padėtį 85,00 mm ir kompensaciją 50 mm.
• Antrasis lenkimas: Nustatykite X ašies padėtį 100,0 mm, Y ašies padėtį 85,00 mm ir kompensaciją 50 mm.
• Trečiasis lenkimas: Nustatykite X ašies padėtį 300,0 mm, Y ašies padėtį 85,00 mm ir kompensaciją 50 mm.
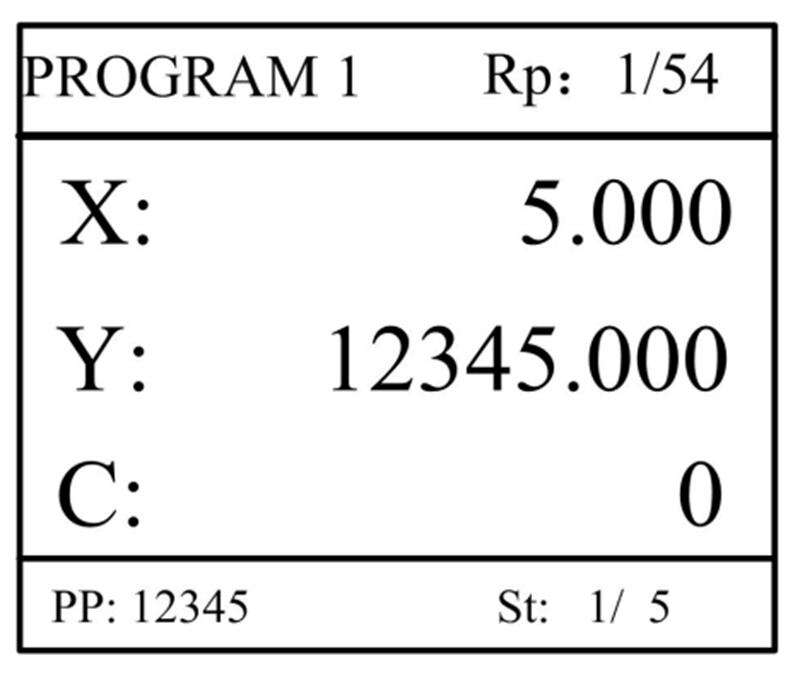
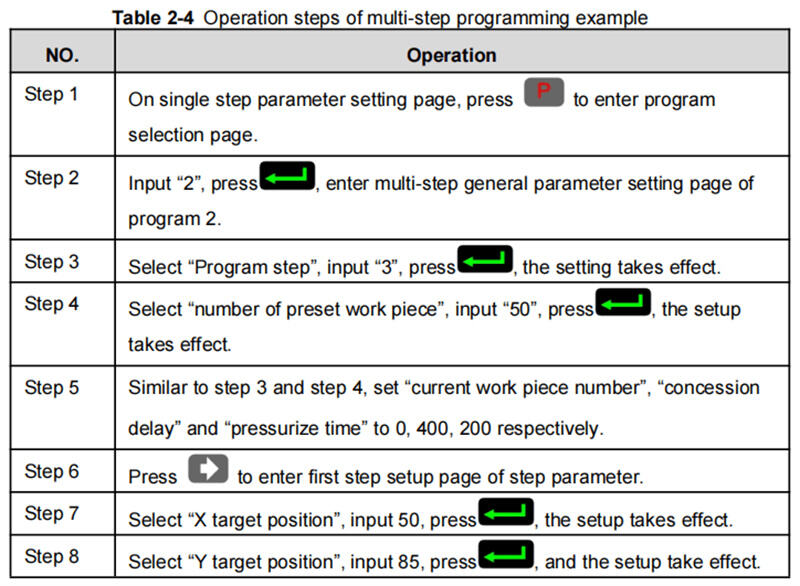
Redaguokite šio detaliai skirtą apdorojimo programą Programoje Nr. 2. Konkrečios operacijos pateikiamos lentelėje.
Naudojant ESTUN E21 naudotojo vadovą, efektyvi daugižingsninė programavimas priklauso nuo toliau nurodytų pagrindinių punktų:
• Grįžimas prie pradinio žingsnio: Baigus daugižingsnį programavimą, visada grįžkite į pradinį žingsnį, kad užtikrintumėte programos vykdymą teisinga seka.
• Parametrų naršymas: Norėdami peržiūrėti ir efektyviai keisti visus žingsnių parametrus, naudokite kairės ir dešinės rodyklės klavišus.
• Programos koregavimas: Programos gali būti redaguojamos ir taisomos pagal poreikį, užtikrinant lankstumą ir prisitaikymą.
• Automatinis apdorojimas: Baigus partiją (pvz., 50 detalių), sistema automatiškai sustoja. Galite paleisti ją iš naujo, kad sklandžiai apdorotumėte kitą partiją.
Šių žingsnių laikymasis – vadovaujantis ESTUN E21 naudotojo vadovu – užtikrina optimalų mašinos našumą ir produktyvumą.
Parametrų nustatymas
Vartotojai gali sukonfigūruoti visus parametrus, būtinus sistemos normaliai veikimui, įskaitant sistemos parametrus, X ašies parametrus ir Y ašies parametrus.
1. Programų valdymo puslapyje paspauskite P klavišą, kad patektumėte į programavimo konstantų puslapį (kaip parodyta paveikslėlyje). Šiame puslapyje galite konfigūruoti programavimo konstantas.
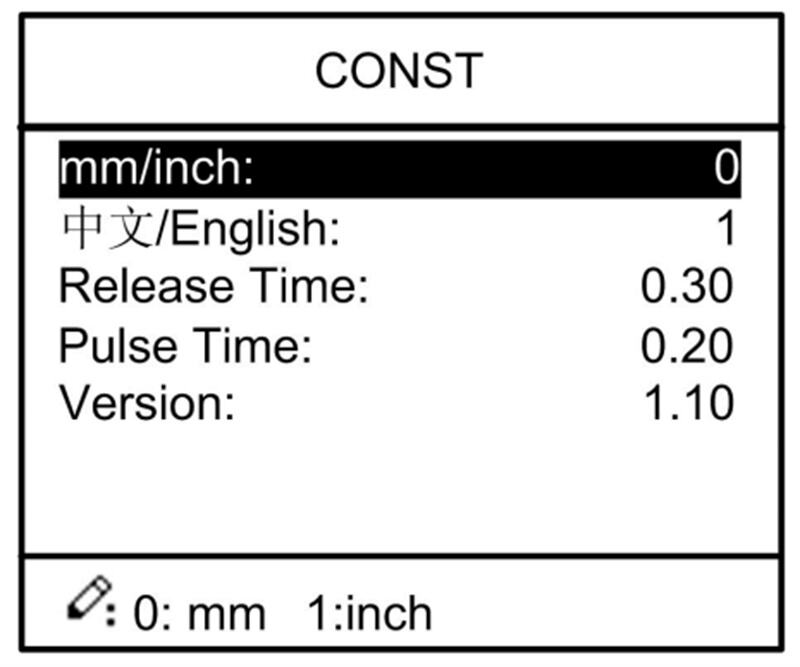
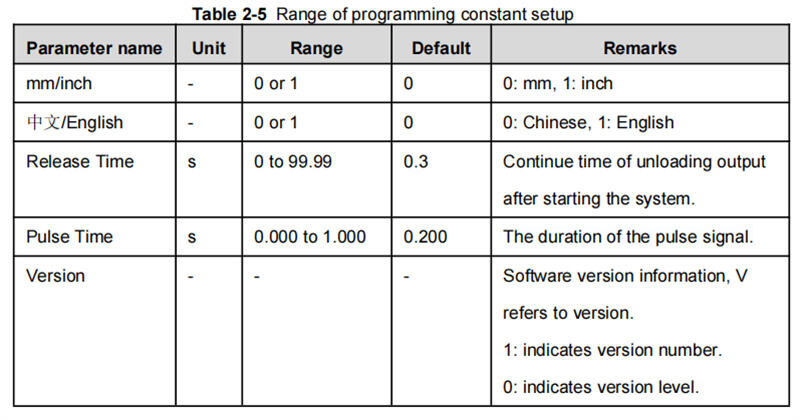
Programavimo konstantų konfigūravimo diapazonas parodytas lentelėje.
2. Įveskite slaptažodį „1212“ ir paspauskite Enter klavišą, kad atidarytumėte Mokymo puslapį (kaip parodyta paveikslėlyje). Su konfigūruokite parametrus čia, o parametrų konfigūravimo diapazonas parodytas lentelėje.
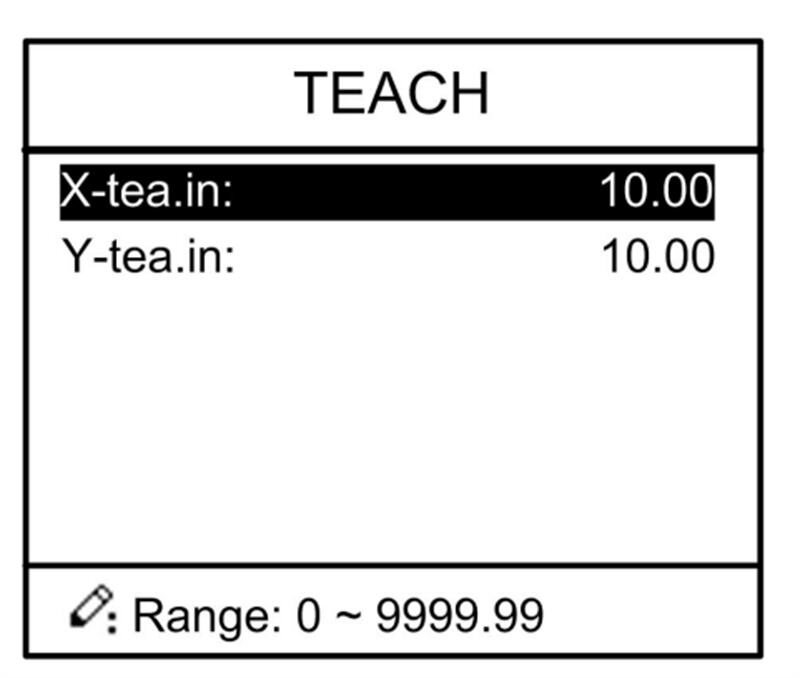
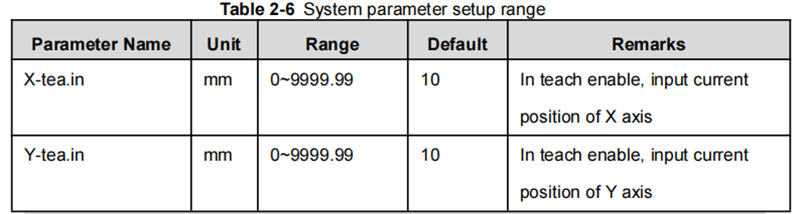
Kaip mokyti: ESTUN E21 naudojimo instrukcija rekomenduoja matuoti slankiklio ir atbulinio kalibro padėtis, kad būtų užtikslinta tikslumas. Jei tiesioginis matavimas yra sudėtingas, suprogramuokite technologinį procesą, o tada išmatuokite pagamintą detalių. Šis metodas užtikrina tikslumą ir atitinka vadovo strategijas dėl optimalaus mašinos našumo.
3. Paspauskite P klavišą, kad grįžtumėte į programavimo konstantų puslapį.
Rankinis reguliavimas
Vieno žingsnio režimu galite rankiniu būdu valdyti ašies judėjimą paspaudę atitinkamus klavišus. Šis metodas padeda vartotojams sureguliuoti stakles ir darbo detalę.
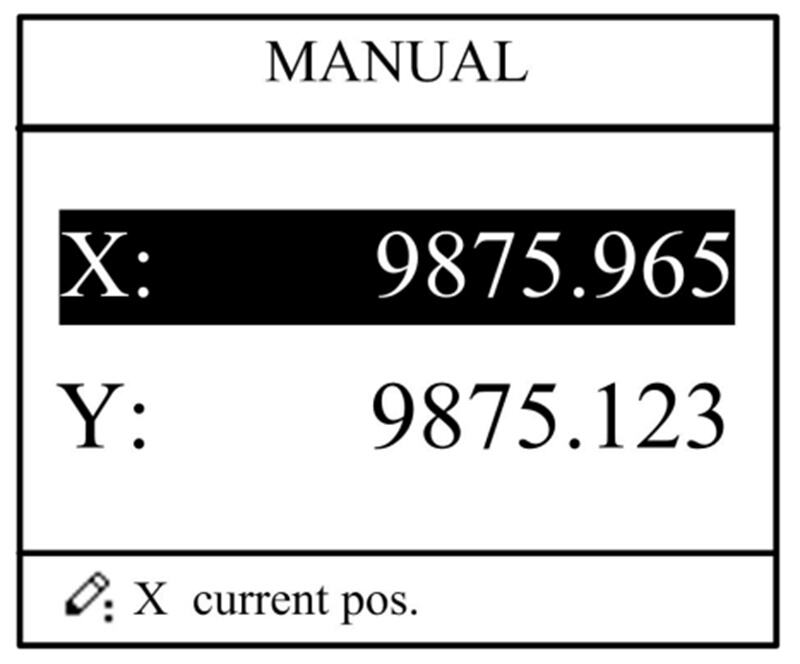
1. Eikite į vieno žingsnio parametrų konfigūracijos puslapį ir paspauskite pliuso arba minuso klavišą, kad pereitumėte į rankinio valdymo puslapį (kaip parodyta paveikslėlyje).
2. Pagal savo faktines poreikis sureguliuokite ašies padėtį, vadovaudamiesi aukščiau pateiktoje lentelėje nurodytais reikalavimais:
◦ Jei atitinkamos ašies variklio rėžimas yra paprastas variklis: [Vadovaukitės konkretaus veiksmo aprašymui originalioje instrukcijoje pateiktoje lentelėje]
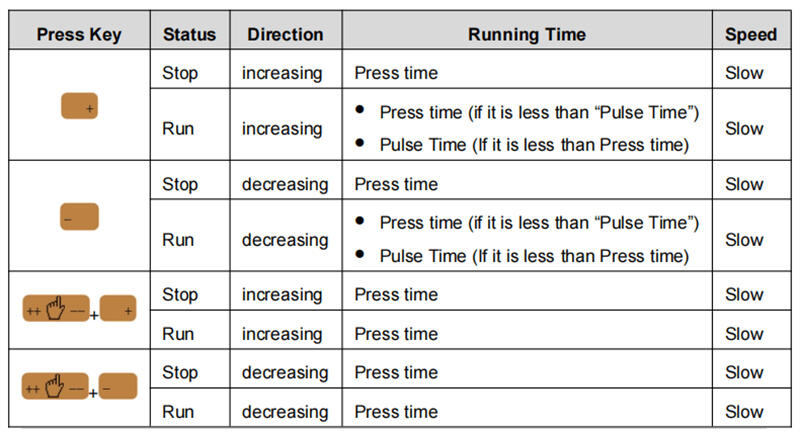
Pastaba: Kai sistema yra aktyvi, rankinis reguliavimas veikia tik X ašiai.
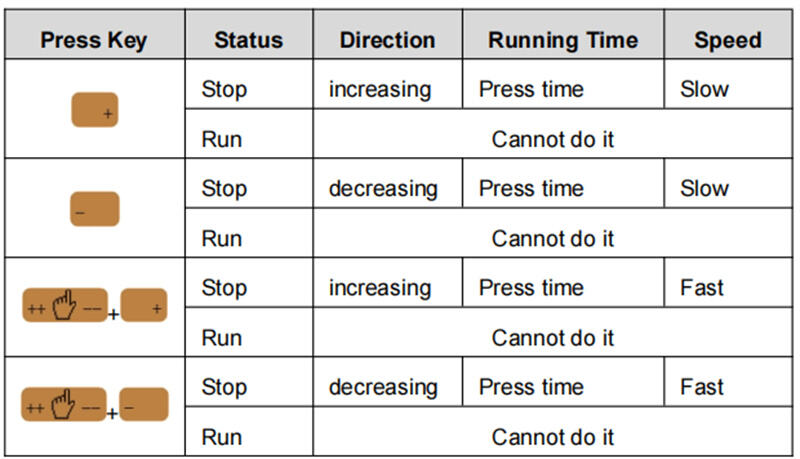
◦ Jei atitinkamos ašies variklio rėžimas yra dažnio reguliavimo: [Vadovaukitės konkretaus veiksmo aprašymui originalioje instrukcijoje pateiktoje lentelėje]
1. Paspauskite P klavišą, kad grįžtumėte į vieno žingsnio parametrų konfigūracijos puslapį.
Dažnai užduodami klausimai
Kaip ESTUN E21 eksploatacijos vadovas padeda pagerinti staklių tikslumą?
Vadove pateikiamas išsamus vadovas dėl kalibruotojimo ir derinimo procedūrų – žingsnių, kurie yra būtini tiksliai veikimui pasiekti. Nuolat laikantis šių nurodymų galima ženkliai pagerinti mašinos tikslumą ir bendrą našumą.
Kokie trikčių šalinimo veiksmai aprašyti ESTUN E21 naudojimo vadove?
ESTUN E21 naudojimo vadovas aprašo keletą trikčių šalinimo priemonių, tokių kaip elektros jungčių tikrinimas, klaidų kodų ekrane analizavimas ir kreipimasis į vadovą konkrečių klaidų sprendimui.
Išvada
Apibendrinant, ESTUN E21 naudojimo vadovas suteikia svarbias žinias apie jūsų įrangos efektyvų naudojimą. Svarbiausi dalykai, kuriuos reikia atsiminti, yra pagrindinių valdymo procesų išmanymas, vieno žingsnio programavimo supratimas ir daugižingsnio programavimo gebėjimas. Šis vadovas užtikrina, kad operatoriai turėtų būtiną pagrindinę žinių bazę, padedančią gerinti mašinos našumą ir produktyvumą.
Teisingas surengimas ir reguliarus techninis aptarnavimas yra būtini, kad būtų pailgintas jūsų lenkimo preso tarnavimo laikas ir išlaikytas jo našumas. Laikydamiesi šių nurodymų ir atlikdami kasdienį techninį aptarnavimą, galite sumažinti prastovų trukmę ir padidinti gamybos efektyvumą. Norėdami gauti išsamesnę pagalbą ar užduoti papildomų klausimų, kreipkitės į mūsų komandą. Be to, dokumentacijos skyriuje galite peržiūrėti kitus susijusius dokumentus, kad gautumėte daugiau informacijos.

