















































Რატომ არის DELEM DA-69S-ის ავტომატური რეჟიმი მომხმარებელისთვის მეგობრული?
Წინავე პრეს-გადამყვანი ოპერაციების სფეროში DELEM DA-69S-ის ავტომატური რეჟიმი გამორჩეულია მომხმარებელთან მეგობრული დიზაინით. გამოცდილი ტექნიკოსი იყოთ თუ პრეს-გადამყვანებთან დამწყები, ეს სტატია გაგიაზრებთ ამ რეჟიმის ძირეულ უპირატესობებს და ახსნით, თუ როგორ ამარტივებს ის ლითონის დამუშავების პროცესებს და ამაღლებს ოპერაციულ ეფექტურობას.
I. DELEM DA-69S-ის ავტომატური რეჟიმის ინტუიციური ინტერფეისის დიზაინი
Ინტერფეისის დიზაინი გამოირჩევა მომხმარებლის მეგობრულობის გაუმჯობესების გასაღებად. DA-69S-ის ავტომატური რეჟიმი ამარტივებს ოპერაციულ ლოგიკას და აოპტიმალურად აწარმოებს ინფორმაციას, რაც საშუალებას აძლევს რთული მოღუნვის ოპერაციების უფრო მარტივად შესრულებას.
1. გამარტივებული ნავიგაციის მენიუ
DA-69S ავტომატური რეჟიმის ნავიგაციის მენიუ გამარტივებულია და ასახავს გასაგებ ლოგიკას:
• დააწკაპუნეთ "Auto" ღილაკზე, რათა სისტემა გადაირთვას ავტომატურ წარმოების რეჟიმში.
• დააჭირეთ "Start" ღილაკს და პროგრამა თითოეული მოღუნვის ნაბიჯი თანმიმდევრულად შეასრულებს ხელოვნური ჩარევის გარეშე, რაც მნიშვნელოვნად ამაღლებს ეფექტიანობას.
• როდესაც პროდუქტების ბიბლიოთეკაში სხვადასხვა პროდუქტს შორის გადართავთ, ავტომატური რეჟიმი შეძლებს პირდაპირ გადასვლას წარმოების მდგომარეობაში ხელახლა პარამეტრების გარეშე.
• როდესაც აირჩევთ ახალ მოღუნვის პროგრამას, სისტემა გამოიტაცხობს "check tools" გაფრთხილებას, რათა დარწმუნდეს ინსტრუმენტის მოდელში და მის პოზიციაში, რაც თავიდან ავლენს შეცდომებს ოპერაციის დროს.

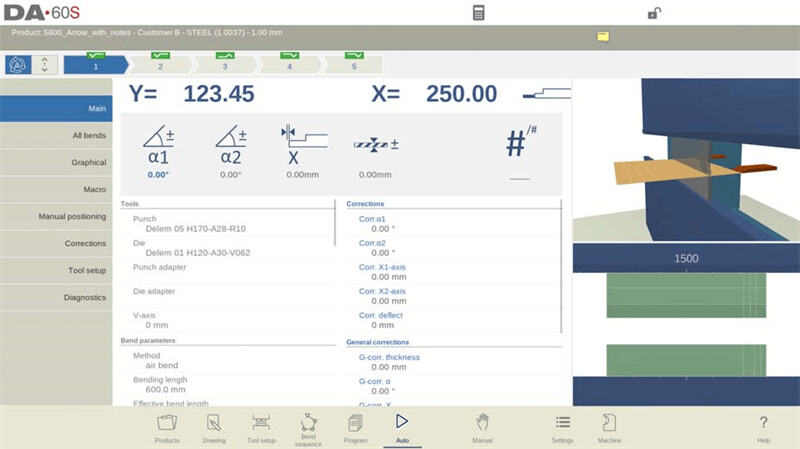
Გარდა ამისა, ეკრანის ზედა ნაწილი ავტომატურ რეჟიმში ნათლად აჩვენებს მიმდინარე პროდუქს და მის აღწერას სწრაფი დადასტურებისთვის. მოხრის არჩევანი ზემოთ აჩვენებს ყველა მომდევნო მოხრის ეტაპს; ეტაპზე დაჭერით ირჩევთ სამიზნე ოპერაციას, ხოლო დაწყების ღილაკის დაჭერით იწყება წარმოება ამ ეტაპიდან, რაც ზრდის ელასტიურობას. მენიუს ზემოთ მდებარე დიდი ხატულები (ფირფიტისებური ღილაკები) საშუალებას აძლევს სწრაფად შეცვალოს ხშირად გამოყენებადი პარამეტრები, რაც კომპიუტერის ოპერაციების რაოდენობას ამცირებს.
2. დეტალური პარამეტრების მიმართვა
Ეს რეჟიმი უზრუნველყოფს ზუსტ პარამეტრების მორგებას, რაც საშუალებას აძლევს მორგებას სხვადასხვა მოხრის მოთხოვნების მიხედვით, რათა უზრუნველყოფდეს დამუშავების სიზუსტეს:
• კუთხის შესწორება (Y1/Y2 ღერძები): Შესწორება შეიძლება ცალ-ცალკე შევუსწოროთ მანქანის მარცხენა და მარჯვენა მხარეს. მაგალითად, თუ 90°-იანი პროგრამირებული კუთხე იძლევა 92°-იან მოხრას, უბრალოდ დააყენეთ -2°-იანი შესწორების მნიშვნელობა. ეს მნიშვნელობა ავტომატურად ინახება, რათა უზრუნველყოფდეს შემდგომი ოპერაციების ერთგვაროვნებას.
• Y1/Y2 ღერძების შესწორება: Გამოიყენება აბსოლუტური პროგრამირების ან დახრის პროცესებისთვის. კორექციის პარამეტრები შენახულია მიმდინარე პროგრამაში, რაც თავიდან აცილებს მათი ხელახლა შეყვანის აუცილებლობას.
• დამხმარე ღერძის კორექციები: Აქტივირდება X-ღერძის მორგების მიხედვით, რაც ზრდის დახრის სიზუსტეს და ამარტივებს სამუშაო პროცესს.
• საერთო კორექციები: Გამოიყენება სისქის, კუთხის და X-ღერძის საერთო პარამეტრები პროგრამის ყველა დახრის ეტაპზე, რაც ადაპტირებულია მასალების და მანქანის შეცდომების ცვალებადობასთან ერთგვაროვანი გამომავალი ხარისხის უზრუნველსაყოფად.
• სპეციალიზებული კორექციები: Უზრუნველყოფს გადახრის კორექციას და ნაწილის მხარდაჭერის ღერძის (PST) კორექციას, რაც აკმაყოფილებს რთული დახრის ამოცანების სიზუსტის მოთხოვნებს.
• ნაგულისხმევი და გამეორებადი პარამეტრები: Ოპერატორებს შეუძლიათ ეფექტურად მართონ ნაგულისხმევი ლიმიტი და დააყენონ გამეორებადი დამუშავების ეტაპები წარმოების რიტმის ოპტიმიზაციისთვის.
• ეტაპობრივი რეჟიმის ვარიანტი: Უწყვეტი ავტომატური რეჟიმისგან განსხვავებით, სვლის რეჟიმი თითოეული ზედაპირის მუშაობის შემდეგ აჩერდება, რათა ოპერატორებმა შეძლონ ნამუშევრის მდგომარეობის შემოწმება და დროულად შესწორონ პარამეტრები.
3. ინტუიციური ხედების რეჟიმები უფლინაკეთ ექსპლუატაციისთვის
Ხედების რეჟიმები მომხმარებელზე ორიენტირებული ინტერფეისით მოიცავს ფუნქციების სწრაფად გადართვის შესაძლებლობას რთული ოპერაციების შესწავლის გარეშე, რითაც მზადების დრო მინიმუმამდე მცირდება. როდესაც პირველად შედიხართ ავტომატურ რეჟიმში, სისტემა ავტომატურად გადადის მთავარ ხედზე, ხოლო სხვა ხედების რეჟიმები შეგიძლიათ ეკრანის მარჯვენა მხარეს აირჩიოთ. ხედების გადართვა არ ცვლის ზედაპირის მონაცემებს და არ შეწყვეტს დაწყების სტატუსს. თითოეული ხედის ფუნქციები ასეთია:
• მთავარი ხედი (Main): Ასახავს როგორც რიცხვობრივ მონაცემებს, ასევე გრაფიკულ ინფორმაციას (თუ ხელმისაწვდომია) ზეწოლის შესახებ. მხარს უჭერს კორექტირების პარამეტრების პირდაპირ პროგრამირებას და გრაფიკულ და რიცხვობრივ ხედებს შორის გადართვას. ზეწოლის პოზიცია შესაძლებელია შემოწმდეს გადიდების, გადატანის და შებრუნების ფუნქციების საშუალებით. ხელსაწყოს ხედი ავტომატურად აისახება მიმდინარედ გამოყენებულ ხელსაწყოზე, რათა მიუთითოს სწორ ხელსაწყოს სადგურზე.
• ყველა ზეწოლის ხედი (All Bends): აჩვენებს ყველა ზეწოლის მონაცემს ცხრილის სახით, გრაფიკული პანელის ჩვენების ან დამალვის შესაძლებლობით. პარამეტრები მოწყობილია სტრიქონებში, რათა იოლად შესაძლებელი იყოს ჯგუფური დათვალიერება.
• გრაფიკული ხედი (Graphical): Უზრუნველყოფს ზეწოლის პროცესის მთლიან ეკრანზე გრაფიკულ ინტერფეისს, რომელიც მხარს უჭერს გადართვას 3D ხედზე დეტალური დათვალიერებისთვის. ასევე საშუალებას აძლევს შეცვალოს ხედვის კუთხე, გადიდების მასშტაბი და შეამოწმოს კონკრეტული ნაბიჯების ფოტოსურათები.
• მაკრო ხედი (Macro): Ღერძების მნიშვნელობების ჩვენება დიდ შრიფტზე, რაც შესაფერისია იმ სცენარებისთვის, როდესაც ოპერაციები ხდება კონტროლის პანელიდან მოშორებით. შესაძლებელია ყველა ღერძის სამიზნე და ფაქტობრივი პოზიციების ერთდროულად მონიტორინგი.
• ხელით პოზიციონირების ხედი (ხელით პოზიციონირება): Ღერძების მნიშვნელობები ჩანს დიდ ზომაში, რაც უზრუნველყოფს ღერძების პოზიციების კონტროლს და კორექტირებას ხელის ბორბლის გამოყენებით. "სწავლების ინდიკატორის" ისრის დაჭერისას (მდებარეობს ფაქტობრივ და შესასწავლი მნიშვნელობებს შორის) მიმდინარე ღერძის მნიშვნელობა ჩაიწერება პროგრამის ნაბიჯში. თუ დამატებით მონტაჟირებული აქვს ხელის ტერმინალი, შესაძლებელია ხელის ბორბლის დისტანციური კონტროლი ღერძების და მოღუნვის პოზიციების სწავლებისთვის.
• კორექტირების ხედი (კორექციები): Ასახავს ყველა მოღუნვის ეტაპისა და მხარდაჭერის კორექტირების მნიშვნელობებს. როდესაც α1-ისთვის შეიყვანება კორექტირების მნიშვნელობა, სისტემა ავტომატურად გადაიტანს მას α2-ში, შეინარჩუნებს ორ მნიშვნელობას შორის სხვაობას, ან დატოვებს α2-ს უცვლელს, მინიჭებული "კუთხის კორექტირების პროგრამირების" პარამეტრის მიხედვით. "შენახული კორექტირება" სვეტი (გამოჩნდება კუთხის კორექტირების ბაზის აქტივაციისას) აღნიშნავს თითოეული მოღუნვისთვის კორექტირების მნიშვნელობას; ცარიელი ველი მიუთითებს იმაზე, რომ ბაზაში ჩანაწერი არ არსებობს, ხოლო ">" ნიშანი მიუთითებს იდენტურ მოღუნვის მნიშვნელობებზე. "ყველა შენახულიდან"-ის დაჭერით პროგრამის ყველა მოღუნვის კორექტირების მნიშვნელობა სინქრონიზირდება ბაზის მნიშვნელობებთან. გარდა ამისა, მხარდაჭერილია დამატება ნამატის ცხრილში "მოღუნვის ნამატის" საშუალებით და კორექტირების მნიშვნელობების გამოთვლა გაზომილი კუთხეებიდან (ერთი გაზომილი კუთხის შეყვანა ერთგვაროვნად მოქმედებს, ხოლო მარცხენა/მარჯვენა/შუა მნიშვნელობების შეყვანა სრული კრაუნინგის კორექტირების შესაძლებლობას იძლევა). დამატებითი ტრანსპორტირი შეიძლება პირდაპირ შეიყვანოს გაზომილი მნიშვნელობები, ხოლო კორექტირების მნიშვნელობები განახლდება ახალი მოღუნვის ციკლის შემდეგ.
• ხელსაწყოების კონფიგურაციის ხედი (Tool Setup): Გამოსახავს ხელსაწყოების კონფიგურაციას, რომელიც საჭიროა მიმდინარე პროგრამისთვის, რათა შესაძლებელი იყოს ხელსაწყოების თვისებებისა და პოზიციების შემოწმება, მაგრამ არ უზრუნველყოფს ცვლილებების შეტანას. ხელსაწყოების გასასწორებლად გამოდით ავტომატური რეჟიმიდან და გადადით "Tool Setup" მენიუში.
• დიაგნოსტიკური ხედი (Diagnostics): გამოიყენება ძირითადად შესანარჩუნებლად, ზედამხედველობს დამოუკიდებელი ღერძების მუშაობის სტატუსს და კონტროლის სისტემის I/O სტატუსს, რაც ხელს უწყობს პრობლემების გადაჭრაში.
II. დამატებითი ფუნქციები სიზუსტისა და პროდუქტიულობის გასაუმჯობესებლად
Ინტერფეისის დიზაინის გარდა, DA-69S-ის ავტომატური რეჟიმი აღჭურვილია სხვადასხვა პრაქტიკული ფუნქციებით, რომლებიც კიდევ უფრო ამაღლებს დამუშავების სიზუსტეს და წარმოების ეფექტიანობას.
1. შენიშვნების ფუნქცია (Notes)
Ოპერატორებს შეუძლიათ დაამატონ შენიშვნები პროდუქების ან პროგრამების შესახებ ავტომატურ რეჟიმში:
• შენიშვნები შეიძლება იყოს ზოგადი აღწერები ან კონკრეტული მონაცემები მოღუნვის ეტაპებისთვის, ასევე შეიძლება მიემაგროთ PDF სახელმძღვანელო დოკუმენტები.
• ეკრანზე „შენიშვნების ინდიკატორი“ ახალი შენიშვნების არსებობაზე გაფრთხილებს; მის დაჭერით შესაძლებელი ხდება შენიშვნების დათვალიერება, რაც უზრუნველყოფს მნიშვნელოვანი ინფორმაციის მუდმივად ხელმისაწვდომობას.
2. ჩაჯდომის/ჯაჭვის კორექცია
Მხარდაჭერს ჩაჯდომის ან ჯაჭვის მოღუნვის ეტაპებისთვის ზოგადი კორექციის პარამეტრების დაყენებას. „ჩაჯდომის კორექცია“ ან „ჯაჭვის კორექცია“-ზე დაჭერით გაიხსნება ცალკე ფანჯარა კორექტირების მნიშვნელობების შესატანად:
• ზოგადი კუთხის კორექციის შეცვლისას ავტომატურად თავისით გადაითვლება ყველა შესაბამისი ინდივიდუალური კორექტირების მნიშვნელობა და პირიქით.
• α1 და α2 ღერძებს შეუძლიათ ჰქონდეთ დამოუკიდებელი კორექტირების მნიშვნელობები. α1-ისთვის კორექტირების მნიშვნელობის შეყვანის შემდეგ, სისტემა ავტომატურად სინქრონიზებს მას α2-ზე, შეინარჩუნებს ორ ღერძს შორის სხვაობას, ან არ ახდენს გავლენას α2-ზე, მინიჭებული „კუთხის კორექტირების პროგრამირების“ პარამეტრის მიხედვით. α2-ის გასწორებისთვის უნდა მოქმედება შესრულდეს პირდაპირ მის ჩაჯდომის/ჯაჭვის კორექტირების ფანჯარაში ან შეიცვალოს მისი ინდივიდუალური კორექტირების მნიშვნელობები.
3. სატესტო მოღუნვის რეჟიმი
Ეს რეჟიმი სპეციალურად განკუთვნილია ზუსტად მორგებისთვის, რათა օპერატორებს შეეძლოთ პარამეტრების ოპტიმიზაცია ფორმალური წარმოების დაწყებამდე:
• ჩართვის შემდეგ ყველა ღერძი პირველი მოღუნვის ციკლის შემდეგ დარჩება შეკუმშულ პოზიციაში. თუ ნაწილის მხარდაჭერა ჩართულია, მხარდაჭერის ღერძი შეინარჩუნებს მიმდინარე კუთხეს.
• Y ღერძი ისვენებს ზედა ანგარიშის წერტილზე (UDP), რაც საშუალებას აძლევს ოპერატორებს გაზომონ მოღუნვის კუთხე და შეიტანონ შესწორებები. შესწორებების დასრულების შემდეგ, ნაწილის მხარდაჭერის ღერძი აღიდგენს მუშაობას მაშინ, როდესაც Y ღერძი გადალახავს მითითებულ პოზიციას, რაც უზრუნველყოფს ზუსტობას მომდევნო მოღუნვაში.
4. საწარმოს კონტროლი და დავალების სიის ფუნქცია
Გაამარტივებს წარმოების მართვის პროცესებს და უზრუნველყოფს მრავალი პარტიის მონიტორინგს და პროგრესის თან დაკვირვებას:
• როდესაც სისტემა მუშაობს დავალების რეჟიმში, "დავალების ინდიკატორი" აჩვენებს მიმდინარე სტატუსს; მის დაჭერით შესაძლებელი ხდება დავალებების ნახვა და მართვა.
• როდესაც საჭიროა დავალების სიაში პროდუქტის პარტიის შეცვლა, დააჭირეთ "აქტიური პროდუქტის" ფუნქციურ კლავიშს და სისტემა პირდაპირ გადართვის სამიზნე პროდუქტზე.
• წარმოების დროს ოპერატორები შეძლებენ განაახლონ „გაუქმებული პროდუქტების რაოდენობა“; სისტემა ავტომატურად კორექტირებს „წარმოებული რაოდენობას“, რომელიც ასევე შეიძლება ხელით შეიცვალოს. როგორც ოპერატორებს, ასევე დავალების მენეჯერებს შეუძლიათ დაამატონ წარმოების ჩანაწერები ან შენიშვნები „კომენტარის ველში“.
• დავალების სტატუსი გაყოფილია ოთხ კატეგორიად:
◦ ახალი: ამ პარტიის პროდუქტები ჯერ არ არის წარმოებული;
◦ დაუსრულებელი: ამ პარტიის სამიზნე გამოტანა არ არის მიღწეული;
◦ განხორციელებაში: ეს პარტია უკვე ჩატვირთულია მანქანაში და წარმოება მიმდინარეობს;
◦ დასრულებული: ამ პარტიის წარმოება დასრულებულად დადასტურდა.
• დავალება აქტიური რჩება მანამ, სანამ "პროდუქტების რეჟიმში" არ მოხდება ახალი პროდუქტის ან დავალების არჩევა. ახალი პროდუქტის ჩატვირთვის შემდეგ წინა დავალება ავტომატურად გაითიშება და, საჭიროების შემთხვევაში, ხელახლა უნდა მოხდეს მისი არჩევა და გაშვება.
III. ხშირად დასმული კითხვები (FAQ)
1. როგორ უზრუნველყოფს Shop Floor Control ფუნქცია DELEM DA-69S-ის ავტომატურ რეჟიმს?
Საწარმოს კონტროლის ფუნქცია საშუალებას აძლევს ოპერატორებს ერთდროულად მონიტორინგი გაუწიონ რამდენიმე საწარმო პარტიას, რეალურ დროში განახორციელონ პროდუქტის დათვლა და ზუსტად დააკონტროლონ წარმოების პროგრესი. ეს ამცირებს ხელით შესრულებულ სტატისტიკურ სამუშაოს და გარკვეულწილად აუმჯობესებს ოპერაციულ ეფექტიანობას და მონაცემთა სიზუსტეს ავტომატურ რეჟიმში. te product counts in real time, and track production progress accurately. This reduces manual statistical work and further improves the operational efficiency and data accuracy of the Automatic Mode.
2. როგორ უნდა კალიბრირდეს პრეს-მანქანა ზუსტად, როდესაც გამოიყენება DA-69S ავტომატური რეჟიმი?
Ჯერ დარწმუნდით, რომ პრეს-მანქანა ჰორიზონტალურად არის დაყენებული. შემდეგ გამოიყენეთ ციფრული გეიჯი მოღუნვის კალაპახის კუთხის გასაზომად და მიჰყით მწარმოებლის მიერ მოწოდებული კალიბრაციის მითითებები პარამეტრების გასასწორებლად. გასწორების შემდეგ შეამოწმეთ კალიბრაციის შედეგი, რათა დარწმუნდეთ, რომ ის აკმაყოფილებს დამუშავების სიზუსტის მოთხოვნებს.
3. რამდენად ხშირად მოითხოვს მოვლას პრეს-მანქანა, როდესაც ჩართულია DA-69S ავტომატური რეჟიმი?
Რეკომენდებულია გეგმაშეუთავსებელი შემსყიდლობა ყოველ 500 საათიანი ექსპლუატაციის შემდეგ. ამაში შედის ძირეული კომპონენტების (როგორიცაა ღერძები და დანები) wear-ის შემოწმება, მანქანიდან ნაგავის გაწმენდა და მოძრავი ნაწილების სმეხი, რათა შეინარჩუნოს ოპტიმალური მუშაობის პირობები ავტომატურ რეჟიმში.
IV. დასკვნა
DELEM DA-69S-ის ავტომატური რეჟიმის მაღალი გამოყენებადობა გამომდინარეობს მის ორი უპირატესობიდან: „ინტუიციური ინტერფეისის დიზაინი + გაუმჯობესებული სიზუსტის ფუნქციები“. ინტერფეისი ამარტივებს ოპერაციულ ლოგიკას და ამცირებს შესწავლის პერიოდს, ხოლო დამატებითი ფუნქციები უზრუნველყოფს სიზუსტეს და ეფექტიანობას. როგორც ახალგაზრდა, ასევე გამოცდილი ოპერატორები სწრაფად ათვისებენ მას, რაც ამარტივებს დამუშავების პროცესს საწარმოში.
Თუ გჭირდებათ დამატებითი ინფორმაცია DA-69S-ის ავტომატური რეჟიმის კონკრეტული ექსპლუატაციის შესახებ ან გაქვთ ინდივიდუალური შეკითხვები, გთხოვთ, დაგვიკავშირდეთ მხარდაჭერისთვის. ასევე შეგიძლიათ გაეცნოთ დამატებით რესურსებს თქვენი მეტალგადამუშავების ოპერაციული გეგმის ოპტიმიზაციისთვის.
Გსურთ შევადგინო DELEM DA-69S ავტომატური რეჟიმისთვის ძირეული ოპერაციების სწრაფი საყრდენი ცხრილი ? ეს გააუმჯობესებს ნავიგაციის მენიუს, პარამეტრების დაყენების და ხედვის რეჟიმების კლევას შედგენილ ცხრილში, რათა მოზიდული იყოს საშუალება სწრაფად მიუთითოთ და გამოიყენოთ ადგილზე ჩატარებული ოპერაციების დროს.

