















































Ლაზრის თავის განკუთვნის მეთოდი ლაზრის ჭრის მაशინისათვის
Ნოზლის გამომავალი ხვრელისა და ლაზრის საშუალო ღერძების ერთადგამავალობა გადაჭრის ხარისხს ძალიან მნიშვნელოვანია. ცოტა ერთადგამავალობის გადახრა შეიძლება განაპირობოს გადაჭრის ზედაპიროვან ეფექტების არაერთნაირობას, ხოლო მკაცრად გადახრა შეიძლება განაპირობოს ლაზრის პრямოდ ნოზლში ჩამორთვა, რაც ნოზლს გაუთბოს ან დაიცვალს, რაც ჩვეულებრივ ეწოდება ლაზრის თავის განქმნას. ამ პრობლემის ამოხსნისთვის ჩვენ უნდა გავაკეთოთ რამდენიმე მზადება, რომელთა შორის იнструმენტების არჩევა ძალიან მნიშვნელოვანია.

Განქმნის პროცესი
Ლაზრის თავის განუმატების პრობლემის ამოხსნისას, ჩვენ უნდა მოვადგინოთ განუმატების კრიტიკული ნაბიჯები. ეს ნაბიჯები არ შეიცავს მხოლოდ აპარატურის უსაფრთხოებას, არამედ განუსაზღვრეს და ეფექტიურობას დაჭერის პროცესში. ეს ნაბიჯების მეშვეობით ჩვენ შეგვიძლია დავუკავშიროთ ნოზლის გამომავალი ხვრელი და ლაზრის საშუალება იდეალურ მდგომარეობაში, რათა არ წავიღოთ არასაჭირო დაზიანება და გააუმჯობეს სამუშაო ეფექტი.
1. მონიშნული პარამეტრების ყოველი ინტერფეისში შესვლის შემდეგ, განუმატების ძალა ჩასადებადია 5-10 ვატის დიაპაზონში.
2. ჩანაცვლეთ მცირე კალიბრის ნოზელი, რომელიც შეიძლება გამოიყენონ თორის ერთ და ორ საფეხურზე.
3. ამაღლებით წყლების ტეიპის ნაწილი და დალაგებულად დაალაგეთ ნოზლის სიბრტყეზე, დააკვირდით ტეიპის მიმართულებას. შემდეგი დამოკიდებულების დაკვირვებისას დარწმუნდით, რომ ტეიპის მიმართულება დარჩება ერთნაირი.
4. დააჭირეთ "გამოსავლი" ღილაკი რემოტის მეშვეობით და სწრაფად გამოიტანეთ;
5. ამოიღეთ ლასტი და ყურადღებით დააკვირავეთ ლასტზე მდებარე ნიშანი, მัრთლებით შეიცავając ლასტის მართვას. ნიშანში თქვენ გახერხებთ წრე დაახალი პერფორატორის ზომის. შემდეგ ყურადღებით შეამოწმეთ, არის თუ არა სინათლის მდებარეობა წრის ცენტრში.
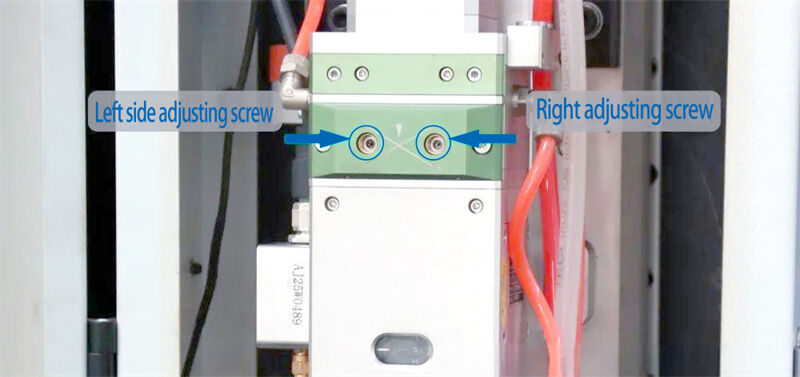
6. თუ განხილავთ, რომ სინათლის მდებარეობა არ არის ზუსტად განსაზღვრული წრის ცენტრში, შეგიძლიათ გამოიყენოთ ალენის გასწორებული და დეტალურად გადაარჩიოთ მარცხენა და მარჯვენა გვერდებზე მდებარე სამუხლოები, რათა სინათლის მდებარეობა გადაადგილეთ წრის ცენტრში. განიხილეთ, რომ ეს პროცესი შეიძლება მოითხოვოს განმეორება და დეტალური გამოსავალი სინათლის მდებარეობის ზუსტობისთვის.
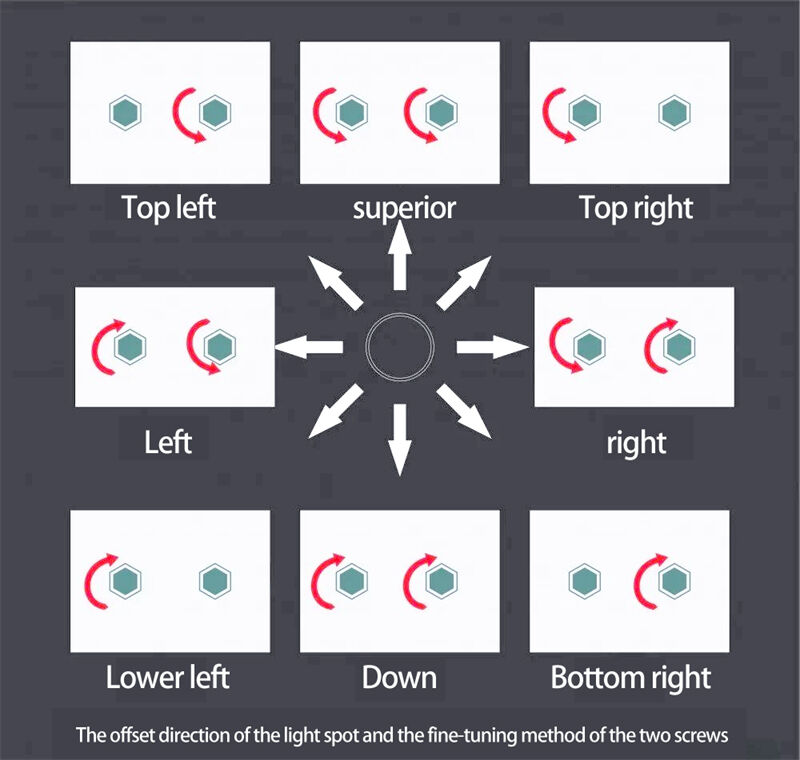
7. თუ სინათლის მდებარეობა გადახრილია წრის ცენტრიდან, შეგიძლიათ გამოიყენოთ ალენის გასწორებული და დეტალურად გადაარჩიოთ. კონკრეტულად:
a. თუ სინათლის მდებარეობა არის წრის ზედა მარცხენა კუთხეში, მარჯვენა სამუხლო უნდა გარდაქირავდეს მარცხენა მხრის მიმართულებით მისი მჭიდრობის გამოსავალისთვის.
b. თუ სვეტის მოცულება მდებარეობს მარჯვენა ზედა კუთხეში, მარცხენა ქვეყნა უნდა იტრიალოს წითელი მიმართულებით.
c. როდესაც სვეტის მოცულება მდებარეობს წრეწირის ზედა ნაწილში, გარკვეული ბალანსის გამოსასაფერისად ჩართეთ ორივე ქვეყნა წითელი მიმართულებით.
d. თუ სვეტის მოცულება მდებარეობს მარცხენა მხარეს, ჩართეთ მარცხენა ქვეყნა საათის ისრის მიმართულებით (შეკუმშავეთ) და მარჯვენა ქვეყნა წითელი მიმართულებით.
e. როდესაც სვეტის მოცულება მდებარეობს მარჯვენა მხარეს, ჩართეთ მარცხენა ქვეყნა წითელი მიმართულებით (გამოკუმშავეთ) და მარჯვენა ქვეყნა საათის ისრის მიმართულებით (შეკუმშავეთ).
f. თუ სვეტის მოცულება მდებარეობს ქვედა ნაწილში, ჩართეთ ორივე ქვეყნა საათის ისრის მიმართულებით შეკუმშვისთვის.
g. როდესაც სვეტის მოცულია ქვედა მარცხენა კუთხეში, მარცხენა სკრუს ჩართეთ საათის ისრის მიმართულებით, რათა განკუთვნილი იყო.
h. როდესაც სვეტის მოცულია ქვედა მარჯვენა კუთხეში, მარჯვენა სკრუს ჩართეთ საათის ისრის მიმართულებით.
Გთხოვთ მოგვიანებით ზემოთ მოცემულ ნაბიჯებს და მოახერხეთ ნაბიჯ მიერ მინაცვლელად, სანამ სვეტის მოცული ზუსტად არ იყო განსაკუთრებული წრეწირის ცენტრთან. შენიშნეთ, რომ მისაღებად შეიძლება მოითხოვოს მრავალჯერადი ტესტები გამოსავალი პროცესში ზუსტების გარანტირებისთვის.
JUGAO CNC MACHINE-ის ძირითადი პროდუქტები მოიცავს ლაზერულ ჭრის მაशინებს, CNC ჰიდრაულიკურ გამრუდების მაშინებს, ლაზერულ კავშირის მაშინებს, ჭრის მაშინებს და ტუბის გამრუდების მაშინებს და ა.შ., რომლებიც გამოიყენება ფერო მეტალის გამუშავებაში, ჩასართავი კაბინეტებში, სვეტის მოწყობაში, მობილურ ტელეფონებში, 3C-ში, სამზარეულო ინსტრუმენტებში, ბანიოში, ავტო კომპონენტების მუშაობაში და მეტალურგიულ ინდუსტრიაში. მოგვიანებით კონსულტაცია მიიღეთ მაშინის ინფორმაციის შესახებ.

