















































DELEM DA-69T პარამეტრების რეჟიმის ძირითადი მახასიათებლები
Სარჩევი
1. DELEM DA-69T პარამეტრების ინტერფეისში ნავიგაცია
2. ზოგადი პარამეტრები
3. მასალების მართვა
4. რეზერვული კოპირებისა და აღდგენის ფუნქციები
ა. პროდუქტის რეზერვული კოპირება
ბ. პროდუქტის აღდგენა
გ. ინსტრუმენტის რეზერვული კოპირება
დ. ინსტრუმენტის აღდგენა
ე. ცხრილებისა და პარამეტრების რეზერვირება და აღდგენა
ფ. ავტომატური განრიგით შესრულებული რეზერვირება
გ. კატალოგებში ნავიგაცია
5. პროგრამის პარამეტრები
6. ნაგულისხმევი მნიშვნელობები
7. გამოთვლის პარამეტრები
8. წარმოების პარამეტრები
9. წარმოების დროის გამოთვლა
10. დროის პარამეტრები
11. ხშირად დასმული კითხვები (FAQ)
12. დასკვნა
DELEM DA-69T პარამეტრების რეჟიმი არის ხაზგადამწყობის ოპერაციების მნიშვნელოვანი კომპონენტი, რომელიც მოიცავს განვითარებულ კონფიგურაციის შესაძლებლობებს და საშუალებას აძლევს მომხმარებლებს მანქანის მუშაობის ზუსტად კონტროლირებას. ეს სახელმძღვანელო განიხილავს DELEM DA-69T პარამეტრების რეჟიმის ძირევი ფუნქციებს და ახსნის, თუ როგორ ამჯობესებს თითოეული ფუნქცია ხაზგადამწყობის ოპერაციებს და ამაღლებს სრულ წარმოების ეფექტურობას. მიუხედავად იმისა, არის თუ არ არის თქვენ სისტემასთან გაცნობიერებული ახალი მომხმარებელი ან გამოცდილი ოპერატორი, რომელიც სიღრმისეულად სწავლობს მის მონაცემებს, ეს რესურსი მოგაწოდებს ყველა აუცილებელ ინფორმაციას, რომელიც საჭიროებს DELEM DA-69T-ის პოტენციალის სრულად გამოყენებისთვის.
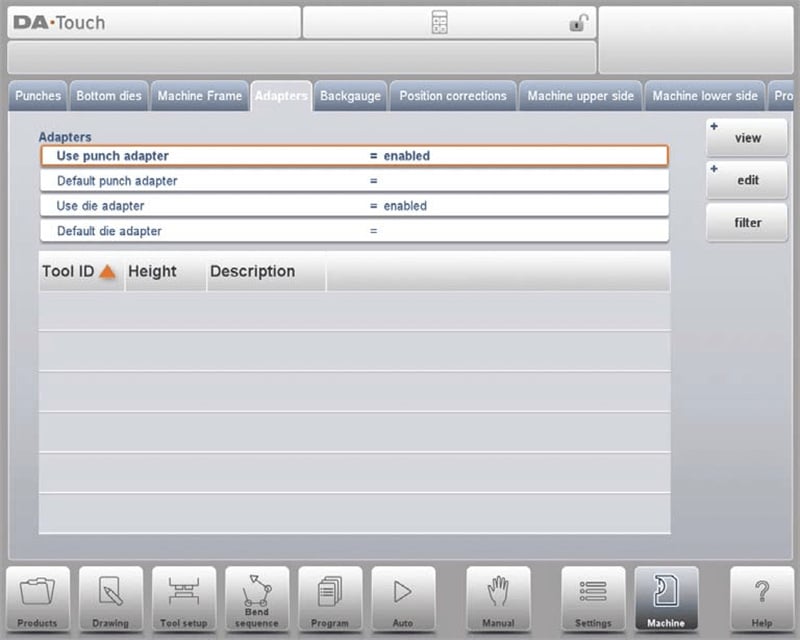
DELEM DA-69T პარამეტრების ინტერფეისში ნავიგაცია
Ჩართეთ პარამეტრების რეჟიმი პარამეტრების ნავიგაციის ღილაკზე დაჭერით. ინტერფეისი შეიმუშავებულია ინტუიციური მომსახურებისთვის, ხოლო ყველა კონფიგურაციის ვარიანტი ლოგიკურად დაჯგუფებულია ტაბებში. ტაბების შემთხვევაში, რომლებიც არ იტევება ეკრანზე, უბრალოდ გადაადგილეთ ტაბების ზოლი ჰორიზონტალურად, რათა მიაღწიოთ ყველა ხელმისაწვდომ პარამეტრს.
Ზოგადი პარამეტრები
„ზოგადი პარამეტრები“ ჩანართი საშუალებას აძლევს ძირითადი ექსპლუატაციური პარამეტრების ზუსტად დასაკონფიგურაციოდ, რაც პრეს-ტორების მოქმედების ხარისხის პირდაპირ გაუმჯობესებას უზრუნველყოფს მოხერხებული და მომხმარებლისთვის მოსახერხებლად მოწყობილი რეგულირების ვარიანტების საშუალებით:
Პარამეტრების რეგულირება
Პარამეტრების შესაცვლელად აირჩიეთ შესაბამისი ჩანართი და დააჭირეთ სასურველ პარამეტრს. რიცხვითი ან ალფანუმერიკული მნიშვნელობების შესატანად გამოჩნდება ვირტუალური კლავიატურა, ხოლო ჩამოსაშლელი სიები საშუალებას აძლევს სწრაფად აირჩიოს მნიშვნელობები — გრძელი სიების შემთხვევაში ვერტიკალური სროლა ასევე ხელმისაწვდომია.
Ერთეულების არჩევა
Მოარგოთ საზომი ერთეულები თქვენს ექსპლუატაციურ საჭიროებებს შესაბამისად:
• დუйმი/მმ არჩევა: წრფივი გაზომვებისთვის მილიმეტრებსა და დუйმებს შორის გადართვა
• ტონა/კნ არჩევა: ძალის გაზომვებისთვის ტონებსა და კილონიუტონებს შორის არჩევა
• წინაღობა მეტრზე/მილიმეტრზე: წინაღობის ერთეულების არჩევა მეტრზე ან მილიმეტრზე
Ინტერფეისის მორგება
• ენა: აირჩიეთ მხარდაჭერილი ინტერფეისის ენების სიიდან. შეიძლება მოხდეს ინტერფეისის ხელახლა ჩართვა არასტანდარტული სიმბოლოების მქონე ენებზე გადასვლის შემთხვევაში.
• სახელმძღვანელო ენა: ნაგულისხმევად არჩეული ინტერფეისის ენა, რომელსაც ინგლისური ენა ემსახურება როგორც რეზერვული ვარიანტი. დამატებითი სახელმძღვანელო ენები შეიძლება დაიყენოს ქსელური კავშირის ან USB ფლეშ-მეხსიერების მეშვეობით.
Შეყვანის პრეფერენციები
• კლავიატურის განლაგება: აირჩიეთ Qwerty, Qwertz ან Azerty განლაგებები მომხმარებლის სიცნობიერების შესატყოლებლად
• კლავიშის ხმა: ჩართეთ ან გამორთეთ შეყვანის პანელის აუდიო საპასუხო სიგნალი
• ბრძანების პანელის მდებარეობა: გადაადგილეთ ბრძანების პანელი ეკრანის ნებისმიერ მხარეს (ნაგულისხმევად: მარჯვენა მხარე)
Ეს მორგებადი ფუნქციები ხდის DELEM DA-69T პარამეტრების რეჟიმს მრავალფუნქციურ საშუალებას მანქანის დაყენების ინდივიდუალური ექსპლუატაციური მოთხოვნების მიხედვით მორგებისთვის.
Მასალების მართვა
DELEM DA-69T პარამეტრების რეჟიმი საშუალებას აძლევს მასალების მონაცემების ეფექტურად დაპროგრამებას, რედაქტირებას და წაშლას, რომელსაც მაქსიმუმ 99 მასალის ჩანაწერის შენახვის შესაძლებლობა აქვს. თითოეული მასალისთვის მომხმარებელს შეუძლია განსაზღვროს სამი ძირევადი მახასიათებელი:
1. მასალის სახელი: გამოისახება პროგრამირების ეკრანებზე, შეზღუდულია 25 სიმბოლოთი და უნდა იწყებოდეს ასოთი
2. რეზისტენციის ძაბვა: მიუთითებს მასალის გაჭიმვის წინააღმდეგობის მახასიათებლებს
3. E მოდული: მიუთითებს მასალის ელასტიურობის მოდულს
Დეფორმაციის გამყარების ექსპონენტი
Დეფორმაციის გამყარების ექსპონენტი (რომელიც აღინიშნება როგორც n) არის მნიშვნელოვანი მასალის მახასიათებელი, რომელიც პირდაპირ ავლენს გამოხვევის გამოთვლების სიზუსტეს. ეს პარამეტრი მასალის მომწოდებლების მიერ მითითდება გაჭიმვის ძაბვასა და E მოდულთან ერთად. n მნიშვნელობის სწორი შეყვანა ამეტყველებს შიგა რადიუსის გამოთვლებს, რაც იწვევს სწორ გამოხვევის სიღრმესა და გამოხვევის ნებადარების მნიშვნელობებს — საბოლოო ჯამში ეს აოპტიმიზებს უკანა გამომზომი პოზიციებს და გამოხვევების გაშლილ სიგრძეს.
Ნაგულისხმევად n მნიშვნელობა არ არის აქტიური (დაყენებულია _.__-ზე) და შეიძლება დაყენდეს 0,01–1,00 შუალედში (ტიპიური მნიშვნელობა მსუბუქი ფოლადისთვის არის 0,21). მნიშვნელობის 0-ზე დაბრუნება სრულიად აუქმებს ამ პარამეტრს.
Დეფორმაციის გამყარების ექსპონენტის გამოთვლა
N მნიშვნელობა შეიძლება გამოითვალოს ორი სხვადასხვა გზით, მიხედვადიმის იმისა, არსებობს თუ არ არსებობს გამოხვევის ნებადარების ცხრილი:
1. გამოხვევის ნებადარების ცხრილის გარეშე
Შეასრულეთ საკონტროლო გამოხვევა რეჟიმში «Manual Mode», შემდეგ მასალის ცხრილში აირჩიეთ ღილაკი «calculate n». სისტემა არითმეტიკულად გამოთვლის n მნიშვნელობას X-ღერძის პოზიციასა და გაზომილი გვერდის სიგრძის სხვაობის საფუძველზე. გამოთვლის სიზუსტე დამოკიდებულია ფურცლის სისქის, ინსტრუმენტის პარამეტრების და გვერდის სიგრძის ზუსტ შეყვანაზე.
2. გამოხვევის ნებართვის ცხრილით
N მნიშვნელობა შეიძლება პირდაპირ მიიღოს წინასწარ დაკონფიგურებული ცხრილიდან. აირჩიეთ შესაბამისი მასალა და დააჭირეთ ღილაკს «calculate n», რათა გამოჩნდეს ავტომატურად გამოთვლილი შედეგი.
Მასალების მონაცემების მართვა
Მასალები თავდაპირველად ჩამოთავლებულია მათი უნიკალური მასალის ნომრით (ID) და შეიძლება დალაგდეს ნებისმიერი თვისების მიხედვით გასამარტივებლად ნავიგაციისთვის. მასალის რედაქტირების ან წაშლის შესასრულებლად უბრალოდ აირჩიეთ შესაბამისი ჩანაწერის ხაზი. ახალი მასალების დამატება შესაძლებელია ცარიელი ხაზის არჩევით და საჭიროების შემთხვევაში შესაბამისი თვისებების მნიშვნელობების შეყვანით.
DELEM DA-69T მოწყობილობის გამოყენების დროს სტრეინ ჰარდენინგ ექსპონენტის და მასალების მონაცემების მართვის სრული გაგება არის საკლებლად მნიშვნელოვანი მეტალურგიული ოპერაციების სიზუსტისა და მუდმივობის მისაღებად.
Რეზერვული კოპირება და აღდგენის ფუნქციები
DELEM DA-69T პარამეტრების რეჟიმი მოიცავს მძლავრ რეზერვული კოპირებისა და აღდგენის შესაძლებლობებს, რათა დაცული იყოს მონაცემების მთლიანობა და უწყვეტი მუშაობა გარემოს დაჭერის მანქანებზე. სისტემა ხელს უწყობს პროდუქტისა და ინსტრუმენტის მონაცემების რეზერვული კოპირებას და აღდგენას DLC-ფაილის ფორმატში, რომელიც თავსებადია ძველი DELEM კონტროლის მოდელებთან — ამ საშუალებით მომხმარებლებს შეუძლიათ მარტივად დაიცვან მნიშვნელოვანი ექსპლუატაციური მონაცემები.
Რეზერვული კოპირება და აღდგენა შესაძლებელია სხვადასხვა სანახავი მედიის გამოყენებით (მაგალითად, USB ფლეშები, ქსელური სანახავი მედია), მიხედვად მანქანის ხელმისაწვდომი შეერთებების. მომხმარებლებს შეუძლიათ შექმნან და აირჩიონ საჭიროების მიხედვით მორგებული კატალოგები, ხოლო პროდუქტისა და ინსტრუმენტის მონაცემების სანახავი ადგილები ცალ-ცალკე იქნება, რათა მოხდეს მონაცემების მოწესრიგებული მართვა.
4.1 პროდუქტის რეზერვული კოპირება
Პროდუქციის პროგრამების გარე სანახავ მედიაზე რეზერვული კოპირების გასაკეთებლად:
1. გადადით „რეზერვული კოპირება/აღდგენა“ ჩანართზე და რეზერვული კოპირების სექციაში აირჩიეთ პროდუქტები.
2. საწყისი რეზერვული კოპირების კატალოგის დაყენების შემდეგ ჩაიტვირთება პროდუქტის რეზერვული კოპირების ეკრანი, რომელიც შეიცავს შემდეგ ძირითად ფუნქციებს:
○ პროდუქტების ჩვენება: ყველა პროდუქტი არჩეული საწყისი კატალოგიდან ჩამოთვლილია, რაც ინტუიციური ნავიგაციისთვის არხურებს პროდუქტების რეჟიმში არსებულ ხედვის ვარიანტებს.
○ ადგილმდებარეობის ხელმისაწვდომობა: ეკრანის ზედა ნაკრებში ჩანს მიმდინარე საწყისი კატალოგი და მითითებული რეზერვული ადგილი, რაც ფაილების მართვაში სრული გამჭვირვალობას უზრუნველყოფს.
○ არჩევითი რეზერვული ასლის შექმნა: დააჭირეთ პროდუქტს, რათა მისი რეზერვული ასლის შექმნა მოხდეს (რეზერვული ასლის ნიშანი ადასტურებს არჩევანს). თუ რეზერვული ადგილზე უკვე არსებობს იგივე სახელის პროდუქტი, სისტემა მომხმარებლისგან დადასტურებას მოუთხოვს ჩამოსაცვლად.
○ ჯგუფური რეზერვული ასლის შექმნა: „ყველა“ ფუნქცია საშუალებას აძლევს ერთი დაჭერით ყველა ჩამოთვლილი პროდუქტის რეზერვული ასლის შექმნას, რაც მრავალი ფაილის მონაცემების დაცვას მარტივებს.
○ საწყისი კატალოგის ნავიგაცია: გამოიყენეთ „საწყისი კატალოგი“ კატალოგების დამხსნელის გასახსნელად და პროდუქტებისთვის სხვა საწყისი ადგილმდებარეობის არჩევანს.
○ რეზერვული კატალოგის ნავიგაცია: გამოიყენეთ „რეზერვული კატალოგი“ რეზერვული ასლების შესანახად სასურველი საწყობარო ადგილის შესაცვლელად.
4.2 პროდუქტების აღდგენა
Რათა წარმოების პროგრამები აღადგინოთ მართვის ბლოკში:
1. გადაერთეთ ბეკაპის/აღდგენის ჩანართზე და აირჩიეთ პროდუქტები აღდგენის სექციაში.
2. საწყისი აღდგენის კატალოგის დაყენების შემდეგ პროდუქტების აღდგენის ეკრანი ჩნდება ძირითადი ფუნქციებით:
○ ინტუიციური ჩვენება: არჩეულ აღდგენის კატალოგში არსებული პროდუქტები იგივე ფორმატში არის წარმოდგენილი, როგორც პროდუქტების რეჟიმში, რათა მათ მარტივად იდენტიფიცირება შეიძლება.
○ წყაროს/დანიშნულების ხილვადობა: ეკრანის ზედა ნაკრებში ჩნდება მიმდინარე აღდგენის წყარო და მიზნის კონტროლის ერთეულის მდებარეობა.
○ კატალოგის მორგება: გამოიყენეთ «აღდგენის კატალოგი» სხვა წყაროს არჩევისთვის და «დანიშნულების კატალოგი» კონტროლის ერთეულზე მიზნის ადგილის არჩევისთვის.
○ არჩევითი აღდგენა: დააჭირეთ პროდუქტს აღდგენის მოსანიშნად (ჩნდება დადასტურების ნიშანი). თუ კონტროლის ერთეულზე უკვე არსებობს იგივე ფაილი, სისტემა მომხმარებლისგან დამტკიცებას მოუთხოვს ჩაწერის შესახებ.
4.3 ხელსაწყოების ბეკაპი
Ხელსაწყოების მონაცემების (პანჩები, დიები, მანქანის ფორმები) გარე სტორეჯ მოწყობილობაზე ბეკაპის აღებისთვის:
1. გადაერთეთ ბეკაპის/აღდგენის ჩანართზე და აირჩიეთ ხელსაწყოები ბეკაპის სექციაში.
2. საწყისი რეზერვული კოპიის დირექტორიის დაყენების შემდეგ იჩვენება ხელსაწყოების რეზერვული კოპიის ეკრანი. რეზერვული კოპიის შექმნის პროცედურა მიმდევრობით ემსგავსება პროდუქტების რეზერვული კოპიის შექმნის ნაბიჯებს, იგივე არჩევითი/გროვითი რეზერვული კოპიის შექმნის და დირექტორიებში ნავიგაციის ფუნქციებით.
4.4 ხელსაწყოების აღდგენა
Ხელსაწყოების აღდგენა მიმდევრობით ემსგავსება პროდუქტების აღდგენის ზუსტად იგივე პროცედურებს, იგივე ინტერფეისის განლაგებას, დირექტორიების მორგების ვარიანტებს და დუბლირებული ფაილების შესახებ შეტყობინების ფუნქციონალს.
4.5 ცხრილებისა და პარამეტრების რეზერვული კოპიის შექმნა და აღდგენა
„რეზერვული კოპიის შექმნა/აღდგენა“ ჩანართი საშუალებას აძლევს მომხმარებლის მიერ განსაკუთრებით განსაზღვრული პარამეტრებისა და სისტემური ცხრილების რეზერვული კოპიის შექმნას, რომელიც იდენტურია პროდუქტებისა და ხელსაწყოების რეზერვული კოპიის შექმნის/აღდგენის პროცედურას. „ყველა“ ფუნქცია ავტომატიზაციას უზრუნველყოფს მთლიან პროცესს მიმდევრობით — ერთ ნაბიჯში პროდუქტების + ხელსაწყოების + ცხრილების + პარამეტრების რეზერვული კოპიის შექმნას ან აღდგენას მაქსიმალური ეფექტურობის მისაღებად.
4.6 ავტომატური დაგეგმილი რეზერვული კოპიები
Მუდმივი, ხელის შეუხედავი მონაცემების დაცვის უზრუნველყოფას უზრუნველყოფს DELEM DA-69T-ის პარამეტრების რეჟიმში შეტანილი ავტომატური დაგეგმილი რეზერვული კოპიის შექმნის ფუნქცია:
1. გადაიდით რეზერვული ასლის განრიგის პარამეტრებზე რეზერვული ასლის შექმნა/აღდგენა ჩანართში.
2. დააყენეთ რეზერვული ასლის შექმნის ინტერვალი (1–31 დღე) ავტომატური რეზერვული ასლის შექმნის ყველა მოქმედებისთვის.
3. როდესაც დაგეგმილი დრო დაემთხვევა და მანქანა იქნება უქმედი, სისტემა მომხმარებლისთვის წარმოადგენს არჩევანს: რეზერვული ასლის შექმნა დაიწყოს დამატებითი დაყოვნების გარეშე ან დაიდევნოს (შეძახების დრო 1–24 საათის შუალედში დაყენდება).
4. მომხმარებლებს შეუძლიათ ყველა დაგეგმილი რეზერვული ასლისთვის სასურველი ნაგულისხმევი რეზერვული ასლის ადგილმდებარეობის მითითება.
Ეს ავტომატიზებული ფუნქცია მარტივებს მონაცემების მართვას და უზრუნველყოფს კრიტიკული ექსპლუატაციური მონაცემების მუდმივ დაცვას ხელით ჩარევის გარეშე.
4.7 კატალოგებში ნავიგაცია
Რეზერვული ასლის კატალოგის არჩევა ხსნის განსაკუთრებულ ფანჯარას, რომელშიც ჩამოთვლილია ყველა ხელმისაწვდომი რეზერვული ასლის კატალოგი, ხოლო საცავის სტრუქტურის მართვისთვის გამოყენებულია ინტუიციური ნავიგაციის საშუალებები:
• ქვეკატალოგების დათვალიერება: დააჭირეთ წერტილის იკონკებს, რათა გახსნათ და დაითვალიეროთ ქვეკატალოგების შინაარსი.
• დონეების მიხედვით ზემოთ გადასვლა: დააჭირეთ (მშობელი) იკონკებს, რათა ერთი დონით ზემოთ გადაინაცვლოთ; გაიმეორეთ მოქმედება მოწყობილობის შეცვლისთვის საჭიროების შემთხვევაში მაღალი დონეზე მისასვლელად.
• მოწყობილობის არჩევა: უმაღლეს დონეზე აირჩიეთ სასურველი სტორეჯ მოწყობილობა (მაგ., USB, ქსელი), შემდეგ აირჩიეთ შესაბამისი ქვედირექტორია.
• ქსელური სტორეჯი: აქტიური ქსელური კავშირის არსებობის შემთხვევაში აირჩიეთ «ქსელი» და აირჩიეთ ხელმისაწვდომი ქსელური ტომი (ნავიგაცია არსებითად ემსგავსება ლოკალური მოწყობილობის მართვას).
• ქვედირექტორიების მართვა: ქვედირექტორიების შესაქმნელად ან წასაშლელად გამოიყენეთ «ქვედირექტორიის შექმნა» და «ქვედირექტორიის წაშლა» ვარიანტები; რომელიმე ქვედირექტორიაზე დაკლიკებით მისი არჩევა შეიძლება როგორც რეზერვული კოპიის ადგილი.
Ეფექტური დირექტორიების ნავიგაცია უზრუნველყოფს რეზერვული კოპიის მონაცემების მოწესრიგებულობასა და მარტივ წვდომას, რაც საჭარბოელო გამოყენების მონაცემების ეფექტური მართვის ძირეული პირობაა.
Პროგრამული პარამეტრები
DELEM DA-69T პარამეტრების რეჟიმს ახასიათებს სრულფასოვანი კუთხის კორექციის მონაცემთა ბაზა და განვითარებული პროგრამირების პარამეტრები, რომლებიც ამცირებენ გამოყენების დროს დაშვებულ შეცდომებს და აუმჯობესებენ მუშაობის სტაბილურობას. ძირეული შესაძლებლობები მოიცავს:
Კუთხის კორექციის მონაცემთა ბაზის აქტივაცია
Ამ პარამეტრის ჩართვის შედეგად, წარმოების დროს (ავტომატურ რეჟიმში) შეყვანილი ყველა კუთხის კორექცია ინახება განსაკუთრებულ ბაზაში. კონკრეტული გაღებების კორექციები შემდგომი გამოყენებისთვის შენახება ხდება, რაც უზრუნველყოფს იდენტური ან მსგავსი პროექტების ერთნაირობას და ამცირებს მომზადების დროს დასჭირდებარე დროს.
Ავტომატური კორექციის რეკომენდაციები
Წარმოების დროს კონტროლის ერთეული მოძებნის ბაზაში მსგავსი გაღებების არსებული კორექციებს:
• ზუსტი შემთხვევები ავტომატურად იწვევს კორექციის რეკომენდაციას.
• იმ გაღებებს, რომელთა კუთხე შენახული ჩანაწერების კუთხესთან შედარებით არ აღემატება 10°-ს, მიეცემა ინტერპოლირებული კორექციის რეკომენდაციები.
• რეკომენდაციები არ მიეცემა, თუ მიმდევრობითი გაღებების კორექციები ერთმანეთისგან განსხვავდებიან 5°-ზე მეტით (არასწორი მორგების თავიდან ასაცილებლად).
Საწყისი კუთხის კორექციის პროგრამა ming
Ეს პარამეტრი საშუალებას აძლევს მცირე საწყისი კუთხის გასწორებების შესრულებას, რომელიც ხელით რეჟიმში მხოლოდ გასწორებების გვერდზეა ხილული. მაგალითად, -8°-იანი საბაზო გასწორება შეიძლება გასწორდეს -6°-იანი საწყისი გასწორებით, რის შედეგად გამოჩენილი გასწორება იქნება -2°, ხოლო სრული ეფექტური გასწორების მნიშვნელობა არ შეიცვლება.
Საერთო კუთხის გასწორების პროგრამირება
Ახდენს გლობალურ გასწორებებს პროგრამაში შეტანილი ყველა გაღებისთვის (არ ინახება კუთხის გასწორების მონაცემთა ბაზაში). შეიძლება ჩართული იყოს ერთი (G-გასწორება α1) ან ორი (G-გასწორება α1 და α2) ღერძის გასწორებისთვის (ნაგულისხმევი კონფიგურაცია).
Ხელით რეჟიმში კუთხის გასწორების შენახვა
Საშუალებას აძლევს ხელით რეჟიმში განსაზღვრული კუთხის გასწორებების რეგისტრაციას, რომელიც შემდგომში შეიძლება გამოყენებულ იქნას ავტომატური რეჟიმის პროგრამირებაში გაღების სიზუსტის გასაუმჯობესებლად.
Გასწორების პროგრამირების პარამეტრები
• კუთხის გასწორება: აირჩიეთ დельტა მნიშვნელობების კოპირება, მუდმივი დელტა მნიშვნელობების შენარჩუნება ან კუთხის გასწორებების დამოუკიდებელი რეგულირება წარმოების დროს (ნაგულისხმევი ვარიანტი: გასწორებების კოპირება).
• X-ის შესწორება: CX1 და CX2 ღერძებისთვის შეგიძლიათ აირჩიოთ შესწორების მნიშვნელობების კოპირება, დელტის შენარჩუნება ან დამოუკიდებელი მორგებები (არხურებს კუთხის შესწორების ვარიანტებს).
Y1/Y2 დამოუკიდებელი პროგრამირება
Საშუალებას აძლევს Y1 და Y2 ღერძების დამოუკიდებელად პროგრამირებას ულტრა-ზუსტი მარეგულირებლობის მისაღებად (ნაგულისხმევი რეჟიმი: ერთი ღერძის პროგრამირება გამარტებული ექსპლუატაციისთვის).
Მანქანის ID და აღწერა
Მიანიჭეთ თითოეულ მანქანას უნიკალური ID და აღწერითი სახელი საწარმოში შემდეგი მიზნების მისაღებად:
• პროგრამირების შეცდომების თავიდან აცილება რეზერვული მონაცემების ჩატვირთვის დროს.
• მრავალი DELEM-ის მიერ კონტროლირებადი მანქანის ექსპლუატაციის და პროფილების ორგანიზაციის გამარტება.
Ამ მიმართული პროგრამირების შესაძლებლობები ასახავს DELEM DA-69T-ის მრავალფუნქციურობას და პირდაპირ აუმჯობესებს პრეს-ბრეიკის სიზუსტეს და პროდუქტიანობას რთული მეტალურგიული წარმოების ამოცანების შესასრულებლად.
Ნაგულისხმევი მნიშვნელობები
Ნაგულისხმევი მნიშვნელობები განსაზღვრავენ ყველა პრეს-ბრეიკის ფუნქციის საწყის პარამეტრებს, რაც პროგრამირებას ამარტებს და ექსპლუატაციის სტაბილურობას უზრუნველყოფს — ეს არის მანქანის ეფექტურობის ოპტიმიზაციის საჭიროების მიხედვით ძალიან მნიშვნელოვანი ფუნქცია. ძირევანი ნაგულისხმევი პარამეტრები მოიცავს:
Ნაგულისხმევი Y-ღერძის გახსნა
Პროგრამის რეჟიმში აყენებს საწყის მნიშვნელობას Y-ღერძის გახსნისთვის, რაც ამცირებს ხელით პარამეტრების შეყვანის აუცილებლობას ახალი პროგრამებისთვის და აჩქარებს მომზადებას.
Ნაგულისხმევი ჭეშმარიტი სიჩქარე
Აყენებს სტანდარტულ საწყის ჭეშმარიტი სიჩქარეს ყველა ახალი პროგრამისთვის, რაც უზრუნველყოფს ერთნაირ ექსპლუატაციას წარმოების ციკლებში.
Ნაგულისხმევი გამოსახსნელი დასაყოფად მოლოდინი
Განსაზღვრავს კონტროლის ერთეულის გამოსახსნელი მოქმედებას გამოხრის პროგრამებში (ნაგულისხმევი: კი, რომელიც კონფიგურირდება პოსტპროცესინგისა და პროგრამირების დროს), რაც მარტივებს ექსპლუატაციის საერთო სინამდვილეს მუდმივი გამოსახსნელი დროის გათვალისწინებით.
Ნაგულისხმევი ნაბიჯის ცვლილების კოდი
Განსაზღვრავს, როდის ხდება ნაბიჯის ცვლილებები გამოხრის პროგრამაში (ნაგულისხმევი: UDP, სადაც დეტალური ახსნები ხელმისაწვდომია «არჩევითი მონაცემები» გვერდზე პროგრამის რეჟიმში), რაც საშუალებას აძლევს სტრუქტურირებული, სიზუსტით განსაკუთრებული გადასვლების განხორციელებას გამოხრის ნაბიჯებში.
Ნაგულისხმევი დაყოფის დრო
Წინასწარ აყენებს X-ღერძის მოლოდინის დროს ნაბიჯის ცვლილების დროს პროდუქტის მომზადების საჭიროებების დასაკმაყოფილებლად, რაც საშუალებას აძლევს საჭიროების შემთხვევაში საჭიროების შესაბამად შესასვლელი შეჩერებების დამატებას სიზუსტის და მასალის მომზადების გასაუმჯობესებლად.
Ნაგულისხმევი დაყოფის ხანგრძლივობა
Ადგენს გამოხრის პროგრამებისთვიას ნაგულისხმევ დაყოფის ხანგრძლივობას, რაც საშუალებას აძლევს მანქანის კონტროლირებულად გამოხრას გამოხრის პროცესის მნიშვნელოვან ეტაპებზე შეჩერებით.
Ნაგულისხმევი წინასწრის გამოხრის კუთხე
Ადგენს გრაფიკული პროდუქტების საწყის წინასწრის გამოხრის კუთხეს, რაც ხელს უწყობს სწორი წინასწრის გამოხრის გამოთვლებს და სიზუსტით გამოხრის ფორმირებას.
Ნაგულისხმევი ჰემის ღერძი
Აძლევს საწყის ღერძის მნიშვნელობას ჰემის გამოხრებში ფლანელების პოზიციონირებისთვის (საწყისი მნიშვნელობა: 0,00 მმ), რაც უზრუნველყოფს ფლანელებს შორის ნებისმიერი ხარვეზის არ არსებობას და სიზუსტით ჰემის ფორმირებას.
Ნაგულისხმევი განზომილებები
Განსაზღვრავს, გამოიყენება თუ არა გრაფიკული პროდუქტების ნახაზებში გარე ან შიგა განზომილებები (D1), რაც ნახაზების სიზუსტის გასაუმჯობესებლად წინასწარ განსაზღვრავს განზომილებების პრეფერენციებს.
Ამ ნაგულისხმევი მნიშვნელობების გაგებისა და კონკრეტული წარმოების საჭიროებების შესატანად მათ შეცვლის შესაძლებლობით მომხმარებლებს შეუძლიათ მანქანის დაყენების ოპტიმიზაცია და უფრო ეფექტური, მუდმივი პრეს-ბრეიკის ექსპლუატაციის მიღწევა.
Გამოთვლის პარამეტრები
Გარემოების კომპენსაციის მართვა არის გამოთვლის პარამეტრების ჩანართის ძირეული ფუნქცია, რომელიც საჭიროებს სწორი გადახრის ოპერაციების მისაღებად. გარემოების კომპენსაცია ასწორებს X ღერძის პოზიციას ფილის გადახრის შემდეგ მოკლევას გათვალისწინების მიზნით, ხოლო DELEM DA-69T მოწყობილობა სთავაზობს მრავალფეროვან გამოთვლისა და კორექციის შესაძლებლობებს.
Გარემოების კომპენსაციის გამოთვლა
Გარემოების კომპენსაციის გამოთვლის რეჟიმები შემდეგი ორი ძირითადი მეთოდით ხდება:
• გამოთვლა: მარეგულირებლის ერთეული იყენებს თავის სტანდარტულ შეტანილ ფორმულას გარემოების კომპენსაციის ავტომატურად გამოსათვლელად, რაც ყველა გადახრის ოპერაციისთვის საიმედო ნაგულისხმევ მნიშვნელობას უზრუნველყოფს.
• ცხრილი: მარეგულირებლის ერთეულზე წინასწარ დაყენებული გარემოების კომპენსაციის ცხრილების გამოყენება განსაკუთრებით საჭიროებული მასალებისა და გადახრის პარამეტრებისთვის წინასწარ განსაზღვრული კორექციის მნიშვნელობების მისაღებად, რაც ზრდის სიზუსტეს.
Მონაცემების მომზადება და გარემოების კომპენსაციის კორექცია
Პროგრამირების მონაცემების მომზადების დროს გარემოების კომპენსაციის კორექციების ჩართვა ან გამორთვა შესაძლებელია, რასაც აშკარა ექსპლუატაციური გავლენა ახდენს:
• კორექცია გამორთულია: ციფრული პროგრამირების დროს არ გამოიყენება დახრის ნებაყოფლობითი ნიშანი. იდეალურია იმ პროექტებისთვის, სადაც ნაგულისხმევი პარამეტრები აკმაყოფილებენ სიზუსტის მოთხოვნებს.
• ჩართვა კორექცია: bend ნებადართული კორექციები ინტეგრირებულია რიცხვითი პროგრამირების, უზრუნველყოფს ზუსტი ღერძის კორექტირება მოთავსებული გამოთვლილი ღირებულებები. ყველა კორექცია ინახება და შესაძლებელია გადახედვა წარმოების რეჟიმში.
Შენიშვნა: ეს პარამეტრი მხოლოდ პროდუქტის პროგრამირებაზე მოქმედებს; ნახაზის რეჟიმში შემდგომი დამუშავება ავტომატურად აერთიანებს დახრილობის ნებადართულობას CNC პროგრამის გამოთვლებში თანმიმდევრული ნახაზისთვის.
Გადახრის ნებართვის ცხრილების რედაქტირება
Არსებული მუხტის ნებაყოფლობის ცხრილებისათვის, აირჩიეთ მუხტის ნებაყოფლობის ცხრილის პარამეტრი, რომ გახსნათ სპეციალური რედაქტირების ფანჯარა. ცხრილების მართვის მახასიათებლები მოიცავს:
• ველების რედაქტირება: გამოიყენეთ ღილაკი Tab, რათა აირჩიოთ ველები ცხრილის ჩანაწერში, შეიყვანოთ ახალი ღირებულებები და დააჭირეთ ENTER შეცვლების შესანახად.
• ცხრილის შეზღუდვა: ცხრილები ვერ შეიქმნება პირდაპირ პარამეტრების რეჟიმში. მხოლოდ წინასწარ ჩატვირთული ცხრილები შეიძლება იყოს რედაქტირებული.
• ტაბლების ჩატვირთვა: აირჩიეთ „ტაბლის ჩატვირთვა“, რათა გადახვიდეთ ფაილის მდებარეობაზე და ჩატვირთოთ წინასწარ შექმნილი გამოყენების კოეფიციენტების ცხრილი.
• საძებნი მასალა: ცხრილის დეტალური ინფორმაციის მისაღებად იხილეთ DELEM-ის განკუთვნილი გამოყენების კოეფიციენტების ცხრილის სახელმძღვანელო.
Დამატებითი გამოთვლის პარამეტრები
• დაჭერის ძალის კოეფიციენტი: დაჭერის ძალა გამოითვლება ჰაერით გამოყენების ძალას ამ კოეფიციენტზე გამრავლებით, რაც უზრუნველყოფს დაჭერის გამოყენების მოქმედებებისთვის სწორი ძალის მიწოდებას.
• Z-მანძილის გასწორება: განსაზღვრავს თითის კიდურიდან ფურცლის კუთხემდე გაზომილ მანძილს. ავტომატური Z-ღერძების მქონე მანქანების შემთხვევაში თითების პოზიციები ავტომატურად გამოითვლება ფურცლის ბოლოს მიმართულად მაქსიმალური სიზუსტისა და ეფექტურობის უზრუნველყოფად.
Ეს გამოთვლის შესაძლებლობები საშუალებას აძლევს გამოყენების გამოთვლების სიღრმისეულად მორგებას, რაც პირდაპირ ამაღლებს DELEM DA-69T-ის სიზუსტეს მეტალური წარმოების ინდივიდუალური მოთხოვნების შესატანად.
Წარმოების პარამეტრები
„წარმოების პარამეტრები“ ჩანართი საშუალებას აძლევს გამოყენებლის მიერ დამუშავების საჭარბოდ გამოყენების შესაძლებლობების გასაუმჯობესებლად, რაც მიზნად ისახავს სიზუსტეს, უსაფრთხოებას და ექსპლუატაციურ ეფექტურობას. ძირითადი შესაძლებლობები შემდეგნაირად გამოიყურება:
Საწყობის რაოდენობის რეჟიმი
Მართავს წარმოების ციკლს კონფიგურირებადი საწყობის რაოდენობის მრიცხველის საშუალებით (ზრდით ან კლებით მრიცხველი):
• კლებით მრიცხველი: შესასრულებლად განსაკუთრებით მოსახერხებელი სამუშაო დავალებების შესრულების დროს — მანქანა ავტომატურად გაჩერდება მიზნის რაოდენობის მიღწევის შემდეგ.
• ზრდით მრიცხველი: წარმოების პროცესის მონიტორინგის მიზნით, რომელიც თითოეული დასრულებული წარმოების ციკლის შემდეგ იზრდება.
Ავტომატური გამოხრის ცვლილების რეჟიმი
Აკონტროლებს გამოხრის ოპერაციების ავტომატურ ნაბიჯობრივ ჩატვირთვას:
• ჩართული: შემდეგი გამოხრის პარამეტრების კომპლექტი ავტომატურად ჩატვირთდება — წარმოების გასაგრძელებლად მხოლოდ სტარტის ღილაკის დაჭერა სჭირდება.
• გამორთული: შემდეგი ნაბიჯის მანუალური არჩევა და აქტივაცია არის საჭიროებული, რაც საშუალებას აძლევს ოპერატორს უფრო მეტი კონტროლი მოახდინოს რთული გამოხრების დროს.
Პარალელურობის წანაცვლება
Ყველა მოწყობილობის Y ღერძის სტროკისთვის აყენებს გლობალურ პარალელიზმის მნიშვნელობას, რაც უზრუნველყოფს პარალელიზმის ერთნაირობას წარმოების დროს — განსაკუთრებით მნიშვნელოვანია მხარდაჭერის წერტილში ერთნაირი გამოხვევის ხარისხის უზრუნველყოფა.
Ჩართვის შემდეგ ეკრანის შეხებითი მართვის დაბლოკვა
Მანქანის მუშაობის დროს ეკრანის შეხებითი მართვის დაბლოკვა შემთხვევითი პარამეტრების შეცვლის თავიდან ასაცილებლად, რაც მნიშვნელოვნად ამაღლებს ექსპლუატაციის უსაფრთხოებას და ამცირებს ხარჯების მომტან წარმოების შეცდომებს.
Წნევისა და მხარდაჭერის კორექციები
• წნევის კორექცია: არეგულირებს წნევის ვალვის მიერ გამოყენებულ ძალას გამოხვევის დროს სწორი ძალის კონტროლის უზრუნველყოფა.
• მხარდაჭერის კორექცია: ცვლის სახელურის მდებარეობას ფურცლის სიმკაცის უზრუნველყოფასთან ერთად, რაც სწორი და ერთნაირი გამოხვევების ძირეული მოთხოვნაა.
Ნაკეთობის მხარდაჭერის რეგულირება
• ნაკეთობის მხარდაჭერის ჩვეულებრივი დაბრუნების სიჩქარე: აყენებს სიჩქარეს, რომლითაც ნაკეთობის მხარდაჭერი უკან იხვევს გამოხვევის დასრულების შემდეგ.
• დამატებითი კუთხე: საშუალებას აძლევს დამატებითი კუთხის რეგულირებას დეკომპრესიის დროს, რაც საშუალებას აძლევს სამუშაო მასალის სწორად მოსახერხებლად და სწორად დასადგენად.
X და Z ღერძების უსაფრთხოების ზომები
Საკრიტიკო მნიშვნელობის მქონე ხელსაწყოებისა და მანქანების შეჯახების თავიდან აცილებისთვის:
• X-ღერძის უსაფრთხოების წანაცვლება: ამყარებს X-ღერძის განსაკუთრებულ უსაფრთხოების ზონას, რათა თავიდან აიცილოს შეჯახება ხელსაწყოებს, ფორმებს და სხვა ხელსაწყოებთან.
• Z-მოძრაობისთვის შუალედური X: განსაზღვრავს უსაფრთხო დროებით პოზიციას X-ღერძზე უწყვეტი Z-ღერძის მოძრაობებისთვის — აუცილებელია როდესაც გამოიყენება რამდენიმე სხვადასხვა ზომის ფორმა.
• X-მოძრაობისთვის შუალედური R: აყენებს დროებით პოზიციას R-ღერძზე, რათა თავიდან აიცილოს ფორმებს შორის ჩარევა X-ღერძის მოძრაობის დროს.
Შენიშვნების ჩვენება
Კონფიგურირებს მანქანას ავტომატურად აჩვენოს გამოხვევის ეტაპების შენიშვნები ავტომატურ რეჟიმში, რათა უზრუნველყოფოს ოპერატორები რეალურ დროში მისაღებად თითოეული გამოხვევის ეტაპის მნიშვნელოვანი ინსტრუქციები.
Ეს მიმზიდველი წარმოების პარამეტრები მნიშვნელოვნად ამაღლებს პრეს-ბრეიკის შესრულების ხარისხს და აქედან გამომდინარე DELEM DA-69T ხდება უფასო საშუალება მაღალი სიზუსტისა და მაღალი ეფექტურობის მეტალური წარმოებისთვის.
Წარმოების დროის გამოთვლა
Წარმოების დროს გამოთვლა არის გამოხვევის მიმდევრობის გამოთვლის მნიშვნელოვანი კომპონენტი, ხოლო პროდუქტის სრული წარმოების დრო განისაზღვრება ღერძის პოზიციონირების სიჩქარით და პროდუქტის მოვლის დროით — ორივე კი დამოკიდებულია პროდუქტის ფიზიკურ გაზომვებზე.
Პატარა პროდუქტები (Z-მიმართულებაში) საშუალებას აძლევს სწრაფად შეასრულო ზედა-ქვედა მოხვევები, ხოლო გაჭიმული პროდუქტები (X-მიმართულებაში) მასალის ხელახლა პოზიციონირებისთვის დამატებით დროს მოითხოვენ. DELEM DA-69T-ის პარამეტრების რეჟიმი ამ საკითხს ამოწყდება მოხვევის დროს მორგებულად დაყენების საშუალებით, რაც განხორციელდება განსაკუთრებული ცხრილის საშუალებით, რომელიც მოხვევის დროს კატეგორიზაციას ახდენს ოთხ სიგრძის ინტერვალად სამი მომხმარებლის მიერ განსაზღვრადი საზღვრის მნიშვნელობის გამოყენებით.
Პროდუქტის სხვადასხვა ზომის დიაპაზონებისთვის მოხვევის დროების მორგებით მომხმარებლებს შეუძლიათ ყოველი წარმოების ციკლისთვის მანქანის პარამეტრების ოპტიმიზაცია — რაც სრული წარმოების შედეგიანობის ამაღლებას და გამოხვევის მიმდევრობის დროის სიზუსტის უზრუნველყოფას უზრუნველყოფს.
Დროის პარამეტრები
„დროის პარამეტრები“ ჩანართი აკონფიგურებს თარიღისა და დროის ჩვენებასა და მათ შეცვლას DELEM DA-69T კონტროლის ერთეულზე, რომელიც სრულად სინქრონიზებულია მის ძირეულ ვინდოუს ოპერაციულ სისტემასთან:
• დროის ჩვენება: აირჩიეთ სათაურის პანელზე თარიღისა და დროის, მხოლოდ დროის ან თარიღის/დროის გარეშე ჩვენება.
• დროის ფორმატი: გადართეთ 24-საათიანი და 12-საათიანი დროის ჩვენებას შორის.
• თარიღის ფორმატი: აირჩიეთ dd-mm-yyyy, mm-dd-yyyy ან yyyy-mm-dd თარიღის ჩვენების ფორმატებიდან.
• დროის შეცვლა: განაახლეთ სისტემის თარიღი და დრო ხელით — შეცვლები ავტომატურად აისახება კონტროლის ერთეულზე მომუშავე ვინდოუს ოპერაციულ სისტემაზე.
Ხშირად დასმული კითხვები (FAQ)
Შემიძლია თუ არა DELEM DA-69T-ის პარამეტრების რეჟიმში შევინახო მომხმარებლის მიერ შექმნილი პარამეტრების პროფილები?
Კი. DELEM DA-69T-ის პარამეტრების რეჟიმი მხარს უჭერს მომხმარებლის მიერ შექმნილი პარამეტრების პროფილების შექმნასა და შენახვას. ეს შესაძლებლობა საშუალებას აძლევს სწრაფად გადართოთ სხვადასხვა კონფიგურაციას შორის, რათა შეესატყოს კონკრეტული წარმოების მოთხოვნებს, რაც მნიშვნელოვნად ამაღლებს ექსპლუატაციურ ეფექტურობას და ამცირებს მანქანის მორგების დროს დასჭირდებარე დროს.
Რა უნდა გავაკეთო, თუ DELEM DA-69T-ის პარამეტრების რეჟიმში შევხვდები შეცდომას?
Თუ შეცდომა მოხდა, ჯერ სარეჟიმო მენიუში ჩაშენებული დიაგნოსტიკური საშუალებების საშუალებით იდენტიფიცირებთ და აღმოფხვრით პრობლემას. თუ პრობლემა მაინც არ არის აღმოფხვრილი, მიმართეთ ოფიციალურ სახელმძღვანელოს DELEM-ის მომხმარებლებისთვის ან დაუკავშირდით JUGAO-ს მხარდაჭერობის სამსახურს დამატებითი დახმარების მისაღებად.
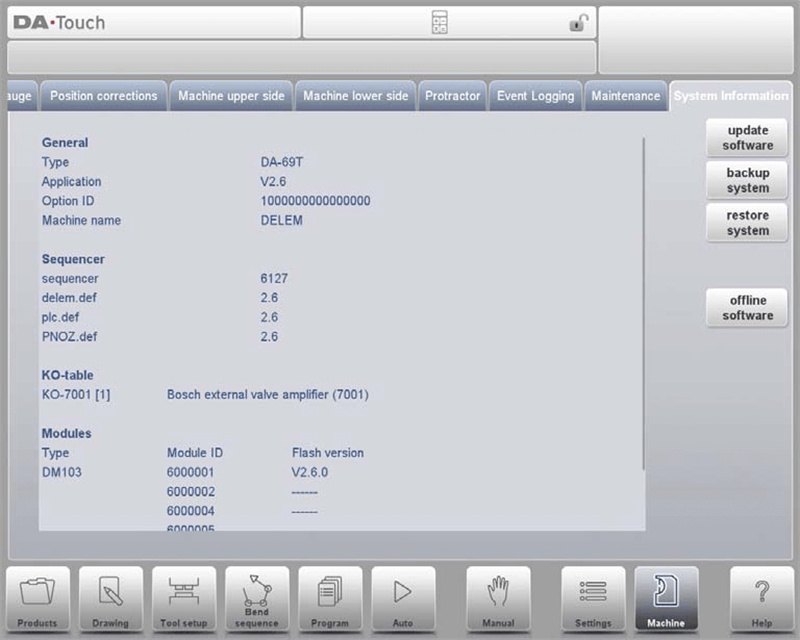
Შეიძლება თუ არა პროგრამული უზრუნველყოფის განახლებების შესრულება DELEM DA-69T-ის პარამეტრების რეჟიმში?
Კი. პარამეტრების რეჟიმში სისტემის პარამეტრების განყოფილებაში არსებობს განკუთვნილი პროგრამული უზრუნველყოფის განახლების ვარიანტები. მომხმარებლებს შეუძლიათ შეამოწმონ ხელმისაწვდომი სისტემის ხელოვნური პროგრამის (firmware) და პროგრამული უზრუნველყოფის განახლებები და პირდაპირ დააყენონ მათ, რათა უზრუნველყოფის ბლოკი მუშაობდეს უახლესი ვერსიით — რაც საშუალებას აძლევს გამოიყენონ გაუმჯობესებული ფუნქციები, მოქმედების გაუმჯობესება და უსაფრთხოების განახლებები.
Დასკვნა
DELEM DA-69T-ის პარამეტრების რეჟიმის ძირევა საჭიროებს საჭიროების შესაბავად საჭარბოდანის მუშაობის ეფექტურობის, სიზუსტის და სიმდგრადობის მაქსიმიზაციას. სისტემის კონფიგურირებადი პარამეტრების შესწავლით და მარეგულირებლის დაყენების მორგებით თქვენს კონკრეტულ წარმოების მოთხოვნებზე, შეგიძლიათ მნიშვნელოვნად გააუმჯობესოთ მანქანის მუშაობა, გააუმჯობესოთ გამომუშავებული პროდუქციის ხარისხი და შეამციროთ მნიშვნელოვანი დასტურები, რომლებიც გამოწვეულია არასწორი დაყენებით ან ექსპლუატაციური შეცდომებით.
DELEM DA-69T-ის შესაძლებლობების სრულად გამოსაყენებლად რეკომენდირებულია ამ პარამეტრების სტრატეგიული გამოყენება და მოწყობილობის რეგულარული შემოწმება საუკეთესო მუშაობის შესანარჩუნებლად. თუ გაქვთ რაიმე კითხვა, სჭირდებათ დამატებითი მითითება ან ტექნიკური მხარდაჭერა, JUGAO-ს გუნდი მზად არის დაგეხმაროს. არ დაგეგონოთ დამატებითი მხარდაჭერის მისაღებად ან მეტალური დამუშავების ოპერაციების შემდგომი გაუმჯობესების მიზნით დამატებითი რესურსების შესასწავლად.

