















































Როგორ აირჩიე სწორი გამრუდების მანქანა პატარა ვლერთა პროდუქციისთვის?
Მეტალურგიულ დასაქმებში, გამრუდების მანქანები არის ძირითადი მოწყობილობები ლამელის მეტალის ფორმირებისთვის. პატარა სერიაზე წარმოების საჭიროებისთვის, როგორ აირჩიოს მანქანა, რომელიც შესაბამისი მონაკვეთის და ეფექტური და მოწყობილობის მახასიათებლების მოთხოვნებს აკმაყოფილებს, არის პრობლემა, რომელიც მეტიდან კომპანიას აღწერს. ამ სტატიაში განსაკუთრებით განალიზებულია ძირითადი წევრები შესყიდვისთვის, რათა გეხმაროთ პროდუქციის საჭიროებებს უკეთ შეესაბამოთ.

Გამრუდების მანქანების ძირითადი მიმართულებები პატარა სერიაზე წარმოებისთვის
Სამოდერნო გაბრუნების მაशინები განვითარეს تقليსხვა მექანიკური ტიპებიდან მიწიდა ზუსტ აღარიჩევაში, რომელიც იнтეგრირებს CNC ტექნოლოგიას, ჰიდრაულიკურ გადაცემას და ინტელექტუალურ კონტროლს. მცირე სერიაზე გამოწვევის მახასიათებლების გამოყოფით, იდეალური მაशინა უნდა მiliki სამი ძირითადი მახასიათებელი: სწრაფი ფორმის შეცვლა (15 წუთში შესრულებული ფორმის შეცვლა), ±0.1° კუთხის განმეორებადობა და გადამუშავების ადაპტიურობა მრავალფეროვანი მასალების (როგორიცაა ურვა მასალა, ალუმინის ალიური, კარბონის მასალა) მხარდაჭერა. ამ ტიპის მაშინები ჩვეულებრივ აღემატება მოდულარულ ფორმის სისტემას, რომელიც შეიძლება სამცირე სერიის გადამუშავების ერთეული საკოსტოს დრამატულად შემცირებს.
Მთავარი ფაქტორები მცირე სერიის გაბრუნების მაშინების არჩევაში
Მაშინის ზომა და გადამუშავების მომცემლობა
Რекომენდირებულია აირჩიოს პატარა და საშუალო ზომის მანქანები, რომლებიც განაკვეთის სიგრძეში 4-6 მეტრია და ნომინალური წნევა 100-250 ტონია. მაგალითად, როდესაც გადავიდეთ 2 მილიმეტრზე ნაკლები რასტენის ფეროვან მართვის დაფა, 160 ტონიანი მართვის მოდელი შეიძლება მისცეს საჭირო მოთხობას და შენახავს 30%-იან სივრცე. განსაკუთრებული პარამეტრების ფორმულა: საჭირო წნევა (ტონი) = (8×განსაკუთრებული ძალა×ლამაზი სი ✔ ²×გაფართოებული სიგრძე)⁄(ქვედა მოდელის გახსნა×1.33)

Ზუსტობა და განახლების მუშაობა
Ახალი გენერაციის ელექტროჰიდრაულიკური სერვოსისტემა ლაზერის რეალტიმის დეტექტორით შეძლებს კონტროლი კუთხის შეცდომაში ±0.05°-ში. რეკომენდირებულია აირჩიოს მოდელი, რომელიც აღარ მოიცავს DELEM DA-69T-ს ან ESA S640-ს მსგავს სიზუსტის სისტემას, რომელიც აქვს ავტომატური გამრავლების კომპენსაციის ფუნქცია და განსაკუთრებით შესაბამისია სიზუსტის მოთხობის მოთხობისთვის.

Მუშაობის შესაბამისობა და დებაგირების ეფექტიულობა
Მანქანები, რომლებიც მქონეობენ შემდეგ მახასიათებლებს, შეიძლება ამაღლონ ეფექტიულობა 40%-ზე მეტად:
- ტაქტისკრენიანი ადამიან-მაशინული ინტერფეისი (HMI)
- ფორმის ავტომატური აღazinesის სისტემა
- 3D გრაფიკული პროგრამირება
- პროცესული პარამეტრების ბაზა
Პერსონალიზაცია და მრავალფეროვნება
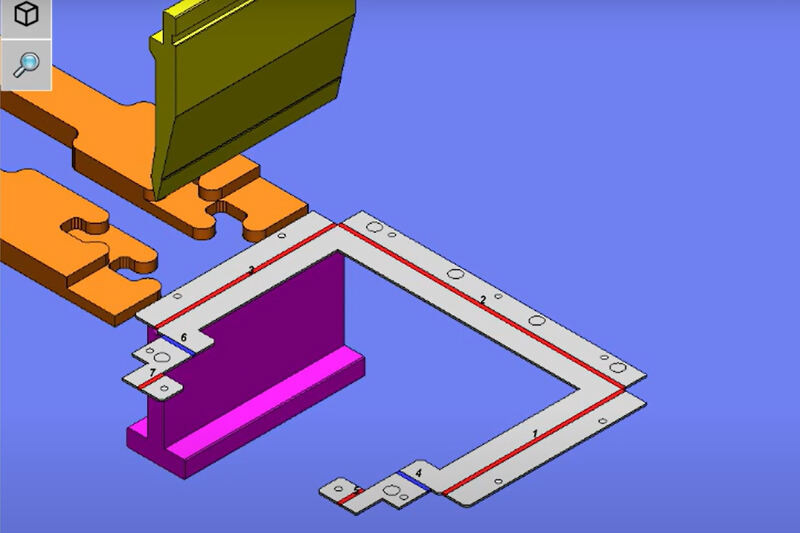
Მრავალღერძიანი სისტემა შეწყვეტის განზომილებით (X1/X2/R მინიმუმ სამი ღერძი) და რეგულირებადი სეგმენტებით ზედა ფორმა ხელს უწყობს სარგებლობას სირთული სPECIAL-ფორმის ნაწილებზე. ზოგიერთი საუკეთესო მოდელი ასევე მხარდაჭერს:
- ავტომატური ფორმების ბიბლიოთეკის მართვა
- გადახრის სეკვენციის ოპტიმიზაციის ალგორითმი
- შემდიგ დიაგნოსტიკის ფუნქცია

Რეკომენდებული გადახრის მაशინების მოდელები, რომლებიც საბურავო წყაროების პროდუქციასთან საბურთად არის შესაბამისი
Ინტელექტუალური CNC გადახრის მაशინა

Ძირითადი მიზნები:
Აი პროცესული ოპტიმიზაციის სისტემით განათავსებული
Offline პროგრამირების ხელშეკრულება (SolidWorks ფაილებთან საშიშლელად)
Სერვო დრაივის ტექნოლოგია 25% ენერგიის მომწიფებით
Სტანდარტული საბეზრი სივრცე და ორი ხელის მოქმედების დაცულობა
Ჰიდროავტომატური გამრავლების მაშინ

Გამოჩნდის მარტივი თვისებები:
Ორი ცილინდრის სინქრონიზაციის მწარმოების ზუსტება 0.02 მილიმეტრში
Არჩევადი ავტომატური ფორმის შეცვლის მოწყობილობა
Ეკონომიური ამოხსნა (ფასი არის გარდა 60% CNC მოდელებისგან)
Низкі затрати на обслуговування
Ხელიკრული
Რომელი გამრგვალი მანქანა არის ყველაზე მეტ შესაბამისი პატარა ბატონის წარმოებისთვის?
Რეკომენდება პრიორიტეტულად გადაიჭროთ CNC მოდელები, რომლებიც არის ავტომატური სერვო-მოტორის მძივით მართული. მაგალითად, 304 რვა მეტალურგიული ფრამით და 500 ნაწილით/თვეში დამუშავების მუშაობით, რეკომენდება შემდეგი კონფიგურაცია:
200 ტონის წნევა
6-ღერძიანი მოდულირება სასურველი პოზიციაში
Მოდელის კომპენსაციის ფუნქციასთან ერთად
Პროგრამირების შენახვის მოცულობა ≥ 500 ჯგუფი

Როგორ დარწმუნდეთ, რომ გამრგვალის ზუსტი დაბრუნება მყარდება?
Განხილეთ "5 ნაბიჯიანი კალიბრირების მეთოდი":
Იყენებენ 0.02მმ/მ დონეს, რათა დაარწმუნოთ მაशინის სხეული
Ლაზრის გამოყენება სლაიდერის პარალელობის შემოწმებისთვის (შეცდომა ≤ 0.05მმ)
Განმეორებადი განსაზღვრა უკანას ჩათვლისთვის (3 ზომის გადახრები < 0.03მმ)
Საცდელი გამოსახულის ვერიფიკაცია (პირველი შემოწმებისთვის უნდა გაიზომოს მინიმუმ 5 გარკვეული ზომა)
Პარამეტრების არქივირება (შექმნათ პროცესული კარტების სისტემა)

Მცირე წყაროების პროდუქციის გამრგვალების მაशინების მართვის ხანგრძლივობა?
Რекომენდება შემდეგი მართვის გეგმა:
Ყოველდღეურად: რეილის ზედა შემამართვა + ჰავის ხაზის გასუფთავება
Ყოველთვიურად: ჰიდროავის დაბნელების განასადამისის გამოსახულება (NAS დონე 9-ის ქვეშ)
Კვარტალურად: სერვო მოტორის ენკოდერის კალიბრირება
Ყოველ 2000 საათში: სრული პრევენტიული მართვა (ქვეშ ჩათვლილი სიგების შეცვლა)
Რეზიუმე
Მცირე სერიაზე მიმართული გამრგვალი მანქანის არჩევასას, რекომენდება გამოიყენონ "3+2" შეფასების მეთოდი: მონაკვეთი სამ ძირითად ინდიკატორზე - ზუსტების დონეზე, გადასაცვლელი ეფექტივობაზე და განვითარების საშუალებებზე, ხოლო განსაზღვრული წყაროების დონესა და შემდეგ სერვისს შეიტანონ ორი მართვის განზომილებაში. სამოდერნო გამრგვალი მანქანები მრავალი ფუნქცია განვითარეს, რომლებიც მცირე სერიის წარმოებასთან ერთად გაუმჯობეს, როგორიცაა ადაპტიური გამრგვალი ტექნოლოგია, ვირტუალური მოდელის საცდელი სისტემა და ა.შ. ეს ინნოვაციები შეძლებს მცირე სერიის წარმოების საერთო ეფექტივობის სამართლიან გაუმჯობეს. პირდაპირ შეძენისას, რეკომენდება დაარეგისტრიროთ მონაცემების სადეგიდო გამოცდილი დამუშავება, რათა დაადგინოთ, შესაბამისია თუ არა მანქანის ფაქტიური ეფექტი კონკრეტულ ტექნოლოგიურ მოთხოვნებს.

