















































Mi a pozitív és negatív fókusztávolság egy fémlézeres vágógépnél?
A fémlézer-vágógépek nagy teljesítménysűrűségű lézerfénysugarat használnak a anyag felületének pásztázására, amely rövid idő alatt több ezer, akár tízezer Celsius-fokra hevíti, megolvasztja vagy elpárologtatja a anyagot, majd nagy nyomású gázzal eltávolítják az olvadt vagy elpárolgott anyagot a vágásból, ezzel elérve az anyagvágás célját.

A fémlézeres vágógépeket különböző gyártási és feldolgozóiparokban használják, mint például a lemezfeldolgozás, a repülés, a légitér, az elektronika, az elektromos készülékek, a metróműszerek, az autók, a gépek, a precíziós kiegészítők, a hajók, a A fémlézeres vágógépeket elsősorban különböző fémanyagok, például széncselet, szilíciumcselet, rozsdamentes acélt, alumíniumötvözetet, titánötvözetet, galvanizált lapot, savanyúztató lapot, alumínium cink
Tehát, mi a pozitív és negatív fókusz távolsága egy fémlézer vágó gépnek? Mi a kapcsolat a lézervágó fókusztávolságával?
A fémlézeres vágógépek és anyagok pozitív és negatív fókusztávolságának összefüggésének elemzése:
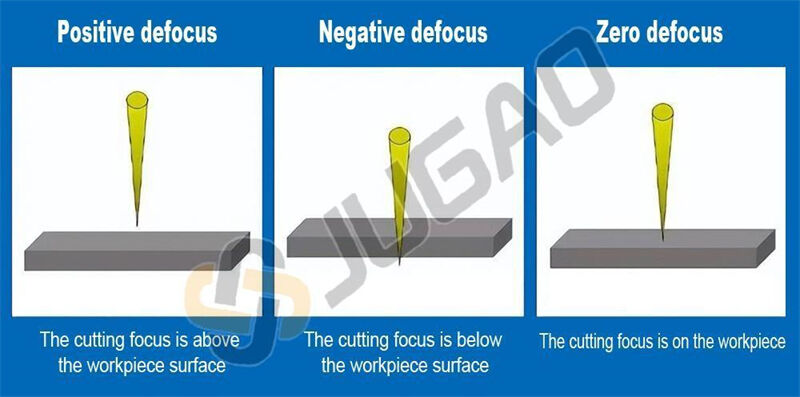
1. A A vágási fókusz a lézeres vágó gép a felületén a munkadarab
Ez a módszer a leggyakoribb fókuszhelyzet, amelyet 0 fókusztávolságnak is neveznek, és gyakran használják az olyan munkadarabok vágására, mint az SPC/SPH/SS41. A vágógép fókuszpontját a felhasználás során a munkadarab felületéhez közel kell választani. Ebben a módban a munkadarab felső és alsó felületei különböző sima minőségűek. Általában a fókuszhoz közeli vágási felület viszonylag sima, míg a vágási fókusztól távol lévő alsó felület durva. Ezt a módot a tényleges alkalmazásokban a felső és alsó felületek eljárási követelményei szerint kell meghatározni.
2. A székhely. A vágási fókusz a lézeres vágó gép a munkadarab
Ezt a módszert negatív fókusztávolságnak nevezik, mert a vágási pont nem a vágóanyag felületén vagy az anyagon belül helyezkedik el, hanem a vágóanyag felett található. Általában ezt a fókuszt alkalmazzák, mert a lemez viszonylag nagy vastagságú. Ha a fókusz nem ilyen módon lenne beállítva, az azzal járhat, hogy a fúvóka nem juttatja elég oxigént, emiatt csökken a vágási hőmérséklet, és nem lehet a anyagot elvágni. Ennek a módszernek azonban jelentős hátránya, hogy a vágási felület érdes, így nem alkalmas precíziós vágásra.
3. A lézervágógép vágófókusza a munkadarab belsejében helyezkedik el
Ezt a módszert pozitív fókusztávolságnak nevezik, és általában olyan anyagok, például rozsdamentes acél vagy alumíniumlemez vágására használják, ahol a vágási fókusz a munkadarab belsejében helyezkedik el. Ennek a módszernek a fő hátránya, hogy a vágási amplitúdó nagyobb, mint a munkadarab felületén lévő vágási pont, és ezen mód gyakran erősebb vágó levegőáramot, elegendő hőmérsékletet, valamint hosszabb vágási és átvágási időt igényel. Ezért csak kemény anyagok, például rozsdamentes acél vagy alumínium vágásakor alkalmazzák.
A fókusz hatása a vágásra:
1. A fókuszpont késik, éles és rövid korom keletkezik;
2. A fókuszpont megelőzi a szükségeset, gömb alakú korom keletkezik;
3. A fókuszpont megfelelő, nincs kormozás.

A felhasználók a különböző fókuszok által nyújtott vágási eredmények és saját feldolgozási igényeik alapján kiválaszthatják a megfelelő fókuszvágási módszert, így jobban kihasználva a lézervágógép teljesítményelőnyeit!
A fentiek a fém lézeres vágógépek és anyagok pozitív és negatív fókusztávolsága közötti összefüggést mutatják. A JUGAO CNC MACHINE fő termékei közé tartoznak lézervágó gépek, CNC hidraulikus hajlítógépek, lézerhegesztő gépek, levágógépek és csőhajlítógépek stb., amelyeket lemezalkatrészek megmunkálására, alváz- és szekrénygyártásra, világítástechnikában, mobiltelefonokban, 3C termékekben, konyhai és fürdőszobai felszerelésekben, autóalkatrészek megmunkálásában és a gépipari iparban használnak. Üdvözöljük, vegye fel velünk a kapcsolatot online, és érdeklődjön további gépinformációkért.

