















































A lézeres vágás befolyásoló tényezői és teljesítményértékelése
A lézeres feldolgozó berendezések piacán a lézeres vágás kiemelkedő alkalmazástechnológiának számít. 2024-ben Kínában körülbelül 3000 lézeres vágógépet adtak el, ami azt mutatja, hogy egyre inkább elterjedőben van a hagyományos eszközök, mint például ollók és sajtóprés gépek helyettesítése. A lézeres jelölés széleskörű elterjedése után a nagy teljesítményű lézeres vágógépek piaca – amelyeket magas vágási sebesség, pontosság, vastag lemezfeldolgozási képesség és nagy vágási formátumok jellemez – jelentős bővülés előtt áll.

A lézeres vágást befolyásoló főbb tényezők
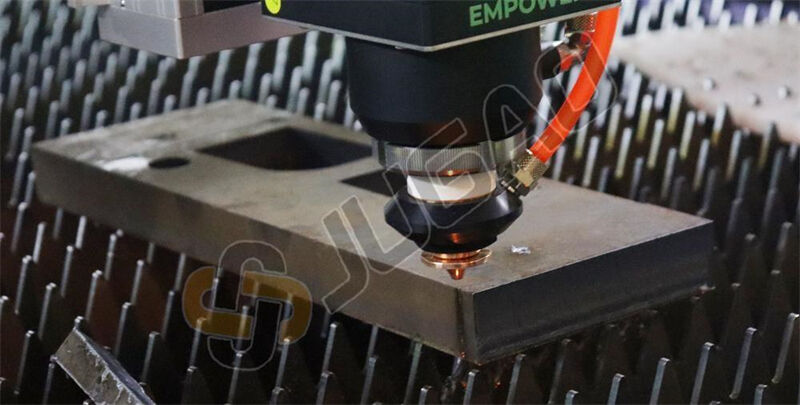
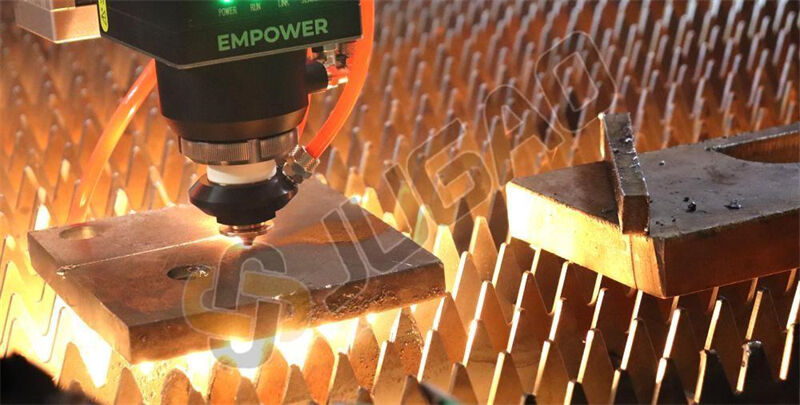
A lézeres vágás során a lézerforrás által kibocsátott lézersugár a vágófej lencserendszerén keresztül kollektálódik és egy finom pontra (fókuszpont) fókuszálódik. A kezelőnek biztosítania kell, hogy a lézersugár pontosan igazodjon a fúvókához, valamint a fúvóka és az anyag közötti távolságot az anyag vastagságának megfelelően kell beállítani. A fúvókából nagy nyomású gáz áramlik ki, amely együttműködik a lézersugárral a vágási folyamat befejezéséhez. A legfontosabb befolyásoló tényezők a következők:
1.Fókuszpont Átmérője
Egy kisebb átmérő keskenyebb vágást eredményez, de korlátozza a vágási vastagságot.
Egy nagyobb átmérő lehetővé teszi a vastagabb anyagok vágását, de szélesebb vágást eredményez.
2.Fókuszpont Pozíciója
Meghatározza a folt méretét az anyag felületén és a vágás alakját.
Az optimális pozíció az anyag típusától és vastagságától függ.
3.Lézer Teljesítmény
Befolyásolja a maximális anyagvastagságot, amit vágni lehet.
Befolyásolja a feldolgozási hatékonyságot és a hődeformáció mértékét.
4.Vágási sebesség
A teljesítménnyel és a gáz áramlási sebességével való egyensúlyban kell lennie.
Túl lassú: hiányos vágások vagy túlzott szélek képződése.
Túl gyors: csökkent vágási minőség vagy a behatolás képtelensége.
5.Szórófej átmérője
A kisebb szórófejek ideálisak vékony anyagokhoz.
A nagyobb szórófejek jobban alkalmazhatók vastag anyagoknál.
6.Segédgáz
A gáz tisztasága hatással van a szélképződésre és a vágási felület oxidációjára.
A vékonyabb anyagokhoz nagyobb gáznyomás szükséges az eredményes vágáshoz.
7.Beam mód
Egymódú sugarak (1500 W alatt) kiválóan alkalmasak vékony lemezvágásra.
Többmódú sugarak (1500 W felett) nagyobb foltméretet és egyenletes energiaeloszlást biztosítanak, így alkalmasak vastag lemez vágására.
Lézervágási teljesítménymutatók
A lézervágó berendezések kielégítik az iparágak összetett igényeit, mint például a gépjárműipar, a repülőgépipar, az egészségügy, a műanyagipar, az elektronika és a textilipar, magas sebesség, pontosság és minőség biztosításával. A lézervágás hatékonysága az alábbi szempontok szerint értékelhető:
1.Felületi érdesség
A vágási él csíkozott; sekélyebb csíkozottság utal alacsonyabb érdességre és simább felületre.
Általában vékonyabb anyagok eredményeznek alacsonyabb érdességet.
A nitrogén vagy argon gáz simább vágást eredményez oxigénhez képest.
2.Vágás merőlegessége
A fókuszált nyaláb divergenciája miatt a foltméret változhat a anyagvastagság mentén, ami eltérést okoz a tökéletes 90°-os szögtől.
Vékonyabb anyagok és magasabb nyalábminőség javítja a merőlegességet.
Az anyagvastagsághoz viszonyított fókuszpont helyzete is kritikus szerepet játszik.
3.Szegélyképződés
A nagy minőségű vágásnak szegélymentesnek kell lennie a posztprocesszálás minimalizálása érdekében.
A szegélyeket a folyamatparaméterek, az anyagtípus és a nyalábminőség befolyásolja.
4.Hődeformáció
Mint hőtechnológiai folyamat, a lézervágás elkerülhetetlenül anyagdeformációt okoz.
A deformáció minimalizálása különösen a vékony anyagok esetében kritikus.
Nagyobb vágási sebesség, keskenyebb rések és magasabb gázáramlási sebesség csökkenti a deformációt.
Alkalmazások és felszerelések
A lézersugaras vágás széles körben alkalmazott precíziós feladatokra, például:
Rézötvözet finomvágása.
304-es rozsdamentes acél vágása.
Szárazacél megmunkálása.
Például a JUGAO Laser 500W–3000W egymódusú folyamatos hullámú szálkábelei vízhűtéssel rendelkeznek, nagy teljesítményt nyújtanak, kiváló sugárt minőségűek, karbantartásmentesen működnek, valamint magas elektrooptikai hatásfokkal rendelkeznek. Ezek a lézerek ideálisak rozsdamentes acél, szénacél, alumínium és réz vágásához, hegesztéséhez és fúrásához, alkalmazási területeik közé tartozik a lemezalkatrész-gyártás, fémfeldolgozás, háztartási gépek gyártása és autóipari termelés.
A JUGAO CNC MACHINE fő termékei laser-vágó gépek, CNC hidraulikus hajlító gépek, laser-zúzó gépek, vágó gépek és csövegyenesítő gépek stb., amelyeket lapos acélprocesszorozás, karosszerék, fémes áramkörök, világítás, mobiltelefonok, 3C, konyhaeszközök, fürdőszoba, autószerelési részek és fémipari alkalmazásokban használnak. Online konzultációra üdvözöljük a gép-információkat illetően.

