















































Why Is Press Brake Backgauge Positioning Inaccurate?
Table of contents
• Common Mechanical Causes of Press Brake Backgauge Positioning Inaccuracy
○ Worn Ball Screws and Linear Guides
○ Loose Couplings or Misaligned Drive Components
• Electrical and CNC System Factors Affecting Backgauge Accuracy
○ Servo Motor Encoder Feedback Errors
○ Incorrect Parameter Settings in CNC Controller
• How to Calibrate a Press Brake Backgauge System
○ Step 1: Inspect and Clean the Backgauge Assembly
○ Step 2: Check Mechanical Parallelism
○ Step 3: Perform CNC Axis Calibration
• Maintenance Practices to Prevent Backgauge Positioning Errors
○ Routine Lubrication and Cleaning
○ Periodic Accuracy Testing
○ Environmental Control
• FAQs
○ What is the most common reason for press brake backgauge positioning inaccuracy problems?
○ How do I know if my backgauge needs recalibration?
○ Can CNC parameter errors cause backgauge positioning inaccuracy?
○ How often should I check backgauge accuracy?
• Conclusion
Inaccurate positioning of the press brake backgauge is often the hidden culprit behind inconsistent part lengths and unstable flange dimensions in bending operations. Based on practical workshop experience, the root cause of such issues is seldom the CNC controller itself. Instead, it typically stems from mechanical wear, improper calibration, or inadequate daily maintenance. This article analyzes the most frequent sources of backgauge positioning deviations, provides a step-by-step troubleshooting guide, and shares practical on-site solutions to restore stable and high-precision bending performance.
Common Mechanical Causes of Press Brake Backgauge Positioning Inaccuracy
The backgauge system depends on high-precision mechanical transmission parts, and even minor mechanical deviations can lead to millimeter-level errors in finished workpieces.
Worn Ball Screws and Linear Guides
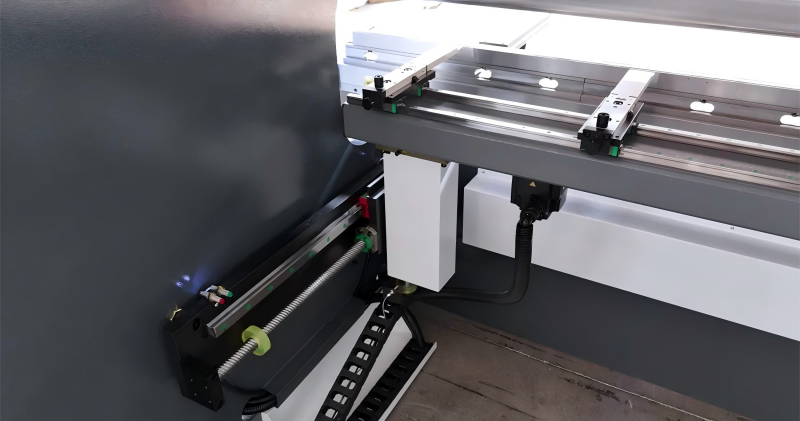
Wear and tear on ball screws or linear guide rails is one of the leading causes of inaccurate backgauge positioning. Over prolonged use, dust, metal shavings, and insufficient lubrication will increase motion friction and produce backlash, directly undermining positioning accuracy.
Inspection methods:
1. Manually move the backgauge back and forth in jog mode.
2. Listen for unusual noise or abnormal vibration during movement.
3. Use a digital caliper to test the repeated positioning accuracy.
If the backlash exceeds the allowable tolerance, the ball screw may need adjustment or replacement. Regular cleaning and lubrication can effectively prolong the service life of these components.
Loose Couplings or Misaligned Drive Components

The servo motor transmits power through couplings to drive the backgauge. Loose connections or poor alignment will result in positioning drift and unstable dimensional accuracy.
Key inspection items:
• Fastening bolts of the motor mount
• Tightness of the transmission coupling
• Coaxial alignment between the motor and the ball screw
Even a small degree of misalignment can trigger recurring positioning failures.
Electrical and CNC System Factors Affecting Backgauge Accuracy
Modern CNC press brakes adopt servo-driven backgauge systems managed by intelligent controllers, and electrical abnormalities will directly compromise positioning precision.
Servo Motor Encoder Feedback Errors

Unstable encoder signals prevent the CNC system from accurately capturing the real-time position of the backgauge, which usually manifests as:
• Unstable repeated positioning accuracy
• Axis deviation or follow-error alarms
• Sudden fluctuations in workpiece dimensions
Troubleshooting steps:
Check the integrity of encoder cables and connectors, as well as the reliability of the grounding system. Ensure shielded cables are intact to avoid electromagnetic interference.
Incorrect Parameter Settings in CNC Controller

In some cases, positioning errors are purely software-related. Wrong pitch compensation, scaling parameters, or electronic gear ratio settings will directly cause inaccurate backgauge movement.
Recommended verification steps:
1. Confirm the ball screw pitch parameters in the controller.
2. Check the electronic gear ratio configuration.
3. Reset and calibrate the axis zero reference point.
When calibrating the backgauge, start by resetting the reference position and compare the programmed travel distance with the actual measured value.
How to Calibrate a Press Brake Backgauge System
Calibration is the most effective way to eliminate systematic positioning errors and restore precision.
Step 1: Inspect and Clean the Backgauge Assembly

Before formal calibration, thoroughly clean key components:
• Linear guide rails
• Ball screws
• Backgauge fingers
• Sensor detection surfaces
Accumulated dirt and debris will cause uneven movement resistance and affect calibration results.
Step 2: Check Mechanical Parallelism

Use a precision straightedge or dial indicator to verify that the left and right sides of the backgauge move synchronously. If one side lags behind, perform synchronization adjustment immediately.
Step 3: Perform CNC Axis Calibration
Most CNC systems support manual axis calibration:
1. Move the backgauge to a fixed reference position.
2. Measure the actual distance from the tool centerline.
3. Enter the correction value into the CNC controller.
After calibration, run repeated positioning tests at multiple stroke distances to confirm stability and consistency.
Maintenance Practices to Prevent Backgauge Positioning Errors
Preventive maintenance is far more cost-effective than post-failure repairs. Consistent upkeep can avoid most backgauge positioning issues.
Routine Lubrication and Cleaning
• Lubricate the backgauge linear guides weekly for high-frequency operating machines.
• Clean dust and debris daily in workshops with heavy metal shavings or dust.
Periodic Accuracy Testing

Conduct accuracy testing monthly:
1. Repeatedly command the backgauge to move to the 100 mm position.
2. Measure the actual position with precision tools.
3. Compare and record the deviation value.
If the variation exceeds the tolerance range, inspect and adjust the system promptly.
Environmental Control
Temperature changes cause thermal expansion of mechanical parts. In workshops with large temperature fluctuations, warm up the machine before performing high-precision bending tasks.
FAQs
What is the most common reason for press brake backgauge positioning inaccuracy problems?
Mechanical wear of ball screws and insufficient lubrication are the most frequent causes, followed by loose couplings and encoder signal feedback faults.
How do I know if my backgauge needs recalibration?
If repeated bending operations produce consistent dimensional deviations, especially in flange length, the backgauge should be recalibrated.
Can CNC parameter errors cause backgauge positioning inaccuracy?
Yes. Incorrect pitch compensation, scaling parameters, or reference point settings in the CNC controller will directly affect axis positioning accuracy.
How often should I check backgauge accuracy?
For production environments with continuous operation, monthly accuracy checks are recommended. Immediate inspection is required after any machine collision or overload incident.
Conclusion
Inaccurate press brake backgauge positioning is rarely accidental. It usually results from mechanical wear, loose transmission parts, electrical signal feedback faults, or improper calibration. By following a structured inspection process—checking mechanical transmission components, verifying servo encoder signals, and recalibrating CNC axes—you can quickly restore positioning precision.
Daily practices such as regular lubrication, periodic accuracy testing, and proper calibration can significantly reduce scrap and rework costs. If you encounter persistent positioning errors or require professional technical support, contact a specialized service team to ensure long-term bending stability and production efficiency.

