















































लेजर काटने वाली मशीन के लेआउट के लिए सावधानियां
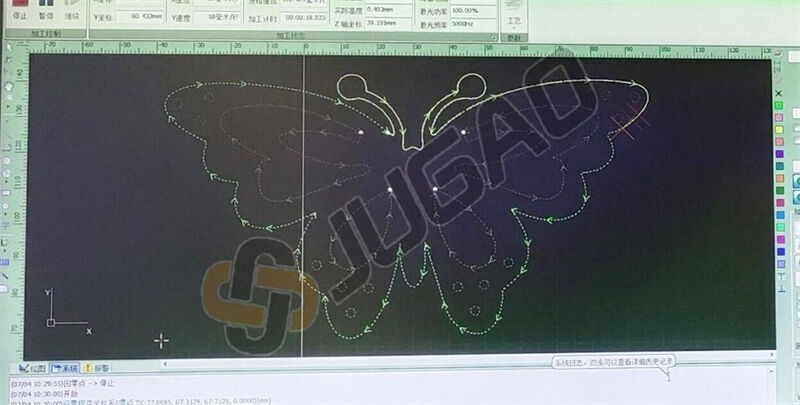
बाजार अर्थव्यवस्था के तेजी से विकास और विज्ञान एवं प्रौद्योगिकी के तेजी से विकास के साथ, लेजर कटिंग तकनीक का उपयोग वाहन, मशीनरी, बिजली, हार्डवेयर और इलेक्ट्रॉनिक उपकरणों के क्षेत्रों में व्यापक रूप से किया जा रहा है। आमतौर पर, लेजर कटिंग मशीन का उपयोग करने से पहले हम तैयार किए गए चित्रों को प्रोग्राम में आयात करेंगे, फिर लेआउट टीम का उपयोग एक बोर्ड पर ग्राफिक्स की व्यवस्था करने के लिए करेंगे, ताकि लेजर कटिंग मशीन उत्पादों की बैच प्रक्रिया कर सके। हालांकि लेआउट प्रक्रिया बहुत कम है, लेकिन इसमें बहुत सारे ज्ञान छिपे हुए हैं। यदि लेआउट में थोड़ी सी भी गलती होती है, तो पूरे बोर्ड के कटिंग प्रभाव पर बहुत अधिक प्रभाव पड़ेगा।

लेआउट के दौरान निम्नलिखित मामलों पर ध्यान देना आवश्यक है:
1. कोने का पिघलना
जब पतली स्टील की शीट के कोने काटने की गति धीमी होती है, तो लेजर अधिक तापमान के कारण कोने को पिघला देता है, और कोने पर एक छोटी त्रिज्या उत्पन्न करता है। लेजर की उच्च गति वाली काट को बनाए रखने के लिए, स्टील की शीट के कोने काटते समय अत्यधिक तापमान और पिघलने से बचने के लिए, इस प्रकार अच्छी काट गुणवत्ता प्राप्त करने, काटने के समय को कम करने और उत्पादकता में सुधार करने के लिए।
2. भागों के बीच की दूरी
आमतौर पर, मोटी प्लेटों और गर्म प्लेटों को काटते समय, भागों के बीच की दूरी अधिक होनी चाहिए, क्योंकि मोटी और गर्म प्लेटों की ऊष्मा का प्रभाव अधिक होता है। कोनों को काटते समय, तीखे कोनों और छोटे ग्राफिक्स को काटते समय, किनारों को जलाना आसान होता है, जिससे काटने की गुणवत्ता प्रभावित होती है।
3. लीड सेटिंग
मोटी प्लेटों को काटने की प्रक्रिया में, काटने के फाड़ को अच्छी तरह से जोड़ने और शुरूआत और अंत में जलने से बचाने के लिए, काटने के शुरूआत और अंत में एक संक्रमण रेखा अक्सर खींची जाती है, जिन्हें क्रमशः लीड और टेल कहा जाता है। लीड और टेल कार्यकारी भाग के लिए बेकार होते हैं, इसलिए उन्हें कार्यकारी भाग की सीमा के बाहर व्यवस्थित किया जाना चाहिए। इसके साथ ही, तीखे कोनों और अन्य स्थानों पर लीड स्थापित करने से बचें जहाँ गर्मी फैलना आसान नहीं होता। लीड और काटने के फाड़ के बीच कनेक्शन को संभवतः गोलाकार संक्रमण में बनाया जाना चाहिए ताकि मशीन सुचारु रूप से चल सके और कोने पर रुकने से होने वाले जलने से बचा जा सके।
4. सामान्य किनारे काटना
दो या अधिक भागों को एक सामान्य किनारे में जोड़ना, नियमित आकृतियों की बड़ी मात्रा का उपयोग जितना संभव हो सके किया जाना चाहिए। सामान्य किनारे काटने से काटने के समय को काफी कम किया जा सकता है और कच्चे माल की बचत होती है।
5. भागों का टकराव
उत्पादन दक्षता को अधिकतम करने के लिए, कई लेजर कटिंग उपकरणों को 24 घंटे तक निरंतर संचालित किया जाता है और बिना मानवीय ऑटोमेशन/अनलोडिंग डिवाइस का उपयोग किया जाता है। जब कटिंग के बाद वे उलटे हुए पुर्जों से टकराते हैं, तो वे कटिंग हेड को नुकसान पहुंचा सकते हैं और उत्पादन में बाधा उत्पन्न कर सकते हैं, जिससे काफी नुकसान होता है। इसके लिए आपको छंटाई करते समय उपयुक्त कटिंग पथ चुनने का ध्यान रखना चाहिए, कटे हुए पुर्जों से बचते हुए पथ चुनें, टक्कर को कम करें, सर्वोत्तम कटिंग मार्ग चुनें, कटिंग समय को कम करें और स्वचालित या मैनुअल रूप से छोटे पुर्जों को सूक्ष्म कनेक्शन के साथ जोड़ें। कटिंग के बाद, अनलोडेड पुर्जे आसानी से सूक्ष्म कनेक्शन को डिस्कनेक्ट कर सकते हैं।
6. अवशिष्ट सामग्री प्रसंस्करण
भागों को काटने के बाद, लेजर कटिंग उपकरण की वर्कबेंच पर हड्डी के समान अवशेष सामग्री को जल्द से जल्द हटा देना चाहिए ताकि बाद के कटिंग ऑपरेशन में आसानी हो। स्वचालित अनलोडिंग डिवाइस के बिना लेजर कटिंग उपकरणों के लिए, हड्डी के समान अवशेष सामग्री को छोटे टुकड़ों में काटा जा सकता है ताकि त्वरित हटाना संभव हो जाए और भारी और तेज धार वाली अवशेष सामग्री को स्थानांतरित करने से ऑपरेटर को चोट लगने से बचाया जा सके।
ऊपर दिए गए लेजर कटिंग मशीनों के साथ टाइपसेटिंग करे समय कुछ सावधानियां हैं। जुगाओ सीएनसी मशीन के मुख्य उत्पादों में लेजर कटिंग मशीन, सीएनसी हाइड्रोलिक बेंडिंग मशीन, लेजर वेल्डिंग मशीन, शियरिंग मशीन और पाइप बेंडिंग मशीन आदि शामिल हैं, जिनका उपयोग शीट मेटल प्रोसेसिंग, चेसिस कैबिनेट, लाइटिंग, मोबाइल फोन, 3C, किचनवेयर, बाथरूम, ऑटो पार्ट्स मशीनिंग और हार्डवेयर उद्योगों में किया जाता है। मशीन जानकारी के बारे में अधिक जानकारी के लिए ऑनलाइन परामर्श करें।

