















































Guide d'utilisation optimale du contrôleur d'axe Z DELEM DA53T/DA58T
Guide d'utilisation optimale du contrôleur d'axe Z DELEM DA53T/DA58T
Une configuration incorrecte du contrôleur d'axe Z DELEM DA53T/DA58T peut gravement compromettre l'efficacité opérationnelle des plieuses. Ce guide complet décrit la configuration correcte et les méthodes d'exploitation du contrôleur d'axe Z, dans le but d'aider les opérateurs à obtenir un fonctionnement fluide et de haute précision des plieuses en maîtrisant ses fonctions essentielles et ses procédures de configuration.
Le contrôleur d'axe Z DELEM DA53T/DA58T est un composant de commande dédié développé pour le système CNC DELEM DA53T/DA58T. Il est intégré à l'écran tactile Schneider Easy Harmony et au PLC Schneider TM200, une intégration qui met à niveau le système DA53T/DA58T afin de prendre en charge une commande de 6+1 axes, améliorant ainsi considérablement la flexibilité opérationnelle et la précision du système. Le modèle d'écran tactile utilisé est le HMIET6401, doté d'un écran de 7 pouces avec une résolution de 800 × 480 pixels et d'un écran LCD TFT affichant 16 millions de couleurs, garantissant une utilisation claire et intuitive.

1. Aperçu des opérations de base du contrôleur d'axe Z
Pour les systèmes de la série DELEM DA5XT (y compris les modèles DA53T/DA58T), l'axe Z peut être commandé en mode programmation pas à pas ou en mode programmation multi-étapes — tout comme les axes X et R, le mode de commande de l'axe Z peut être librement personnalisé sur le système DA5XT.
Les étapes opérationnelles fondamentales de la programmation de l'axe Z sont les suivantes :
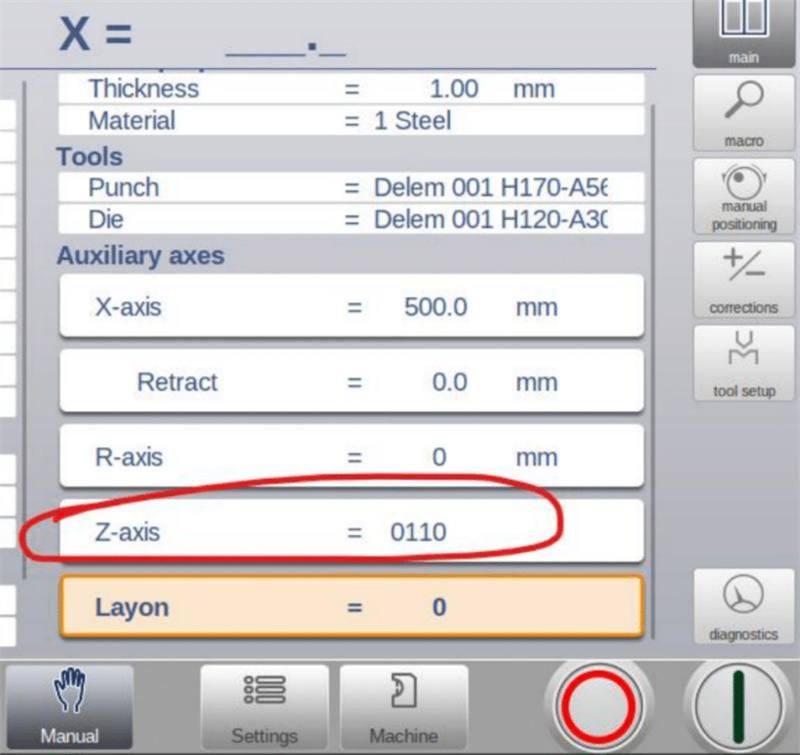
1. En fonction de la longueur réelle de la tôle et de la position de poinçonnage, saisissez sur l’écran tactile JUGAO les coordonnées précises de programmation de l’axe Z ;
2. Pour chaque étape de programmation sur le système DA5XT, attribuez un identifiant unique de l’axe Z (la valeur de cet identifiant est au format binaire, avec une plage configurable allant de 0000 à 1111).
Les deux modes de fonctionnement de l’axe Z — en une seule étape ou en plusieurs étapes — permettent de définir librement des valeurs d’identifiant de l’axe Z dans la plage binaire 0000-1111, et le système fournit des exemples visuels d’opération pour chacun de ces modes afin de faciliter la compréhension et la manipulation par l’opérateur.
2. Opération détaillée sur l’écran tactile JUGAO
L’écran tactile JUGAO constitue l’interface homme-machine centrale pour les opérations manuelles et automatiques de l’axe Z, avec une logique de fonctionnement claire et différenciée selon les modes de travail, ainsi que des méthodes spécifiques de traitement des situations anormales et de l’étalonnage quotidien.
2.1 Méthode de fonctionnement manuel
Le fonctionnement manuel de l'axe Z n'est disponible que lorsque l'icône dédiée au fonctionnement manuel est affichée sur l'écran tactile ; si cette icône n'apparaît pas, la commande manuelle est désactivée.
• Appuyez sur la touche de commande avant pour faire avancer Z1 ou Z2 dans le sens d'une augmentation de la valeur de position (le côté Y1 correspond à la position de valeur minimale de l'axe Z, et le côté Y2 correspond à la position de valeur maximale de l'axe Z) ;
• Appuyez sur la touche de commande arrière pour faire reculer Z1 ou Z2 dans le sens d'une diminution de la valeur de position ; le déplacement s'arrête immédiatement dès que la touche est relâchée ;
• Commutation entre Z1 et Z2 : appuyez sur la touche de sélection d'axe ; Z2 s'affiche alors en bleu, indiquant que Z2 est prêt à être commandé manuellement ; appuyez à nouveau sur la touche, Z2 redevient noir et la commande manuelle revient à Z1.
2.2 Méthode de fonctionnement automatique
Le fonctionnement automatique de l'axe Z est déclenché par la touche dédiée de démarrage automatique située sur l'écran tactile JUGAO, après une vérification préalable de l'état de l'équipement :
• Si la pompe à huile de la presse plieuse n’est pas démarrée, l’écran invite l’opérateur à démarrer d’abord la pompe à huile ;
• Si la pompe à huile est en état de fonctionnement normal, l’appui sur la touche de démarrage automatique entraîne le déplacement de l’axe Z vers la position prédéfinie correspondant à l’Id0000 ;
• Appuyez à tout moment sur la touche d’arrêt dédiée située à l’écran pour arrêter immédiatement le déplacement automatique de l’axe Z.
2.3 Traitement des anomalies en cas de collision
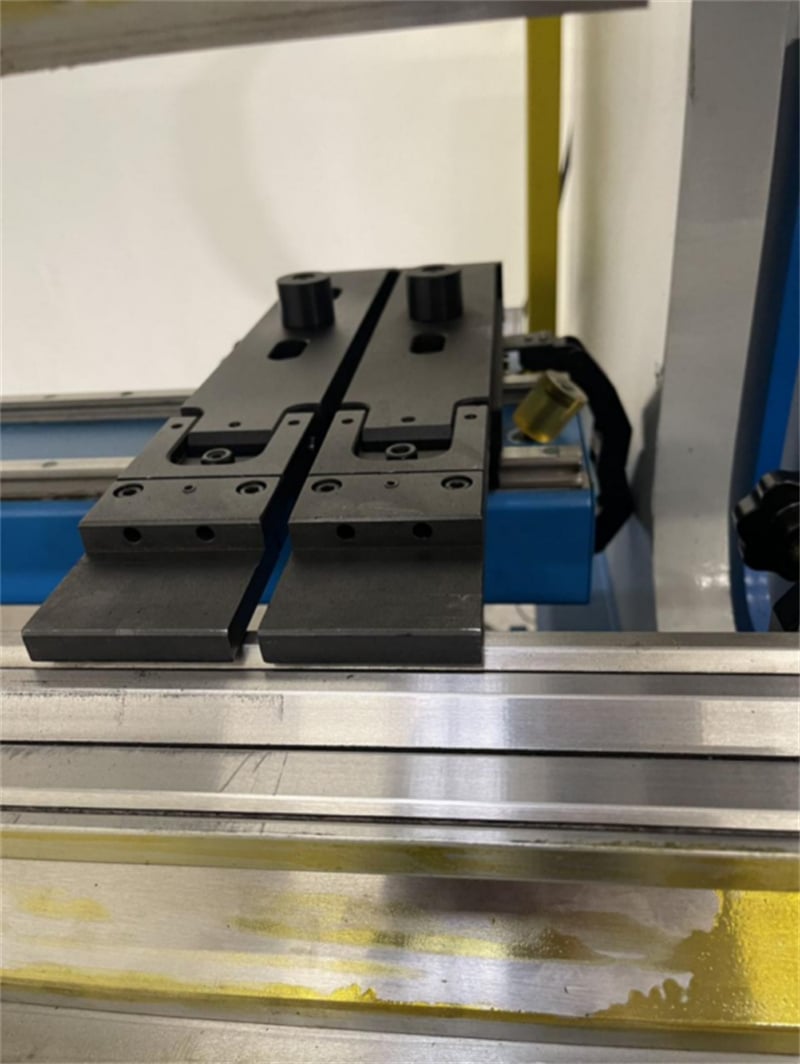
En cas de collision entre les doigts butoir Z1 et Z2 pendant le fonctionnement, traitez l’anomalie dans l’ordre suivant :
1. Vérifiez d’abord si le module d’entraînement de l’axe Z émet un signal d’alarme ; si une alarme est déclenchée, coupez l’alimentation du module d’entraînement, puis redémarrez-le afin de réinitialiser l’alarme ;
2. Effectuez l’opération d’étalonnage « d’enseignement » pour les axes Z1 et Z2 ;
3. Saisissez sur l’écran tactile les valeurs réelles et précises des positions actuelles de Z1 et Z2, puis, après confirmation, le système peut reprendre normalement les opérations ultérieures.
2.4 Exigences clés pour l’opération d’enseignement (étalonnage) de l’axe Z
Un enseignement (étalonnage) correct de l’axe Z constitue la condition fondamentale préalable au fonctionnement normal et précis de l’ensemble du contrôleur d’axe Z, et cette opération doit être effectuée dans les cas suivants :
1. La première mise en service et la mise en service initiale d’une nouvelle plieuse équipée du contrôleur d’axe Z DA53T/DA58T ;
2. Tout choc accidentel des doigts butoir de l’axe Z ou tout autre impact mécanique anormal sur l’axe Z.
Il est important de noter que le contrôleur d’axe Z dispose d’une fonction de mémoire à l’arrêt : les paramètres de position calibrés de l’axe Z sont automatiquement stockés par le système. Après l’arrêt puis le redémarrage de l’équipement, l’opérateur n’a pas besoin de répéter l’opération d’enseignement (étalonnage), et le système peut directement récupérer les paramètres stockés pour son fonctionnement.

