















































Comment mettre en œuvre avec succès le réglage des moules de la série ET
Si vous souhaitez maîtriser le réglage des matrices de la série ET pour votre machine à cintrer entièrement électrique à servomoteur, vous êtes au bon endroit. Je vous guiderai à travers les étapes essentielles pour mettre en œuvre avec succès cette fonctionnalité, optimisant ainsi vos opérations de cintrage avec précision et efficacité. La compréhension du réglage des matrices de la série ET est cruciale pour obtenir des résultats précis et reproductibles, et dans cet article, je vous fournirai les connaissances et les techniques nécessaires pour tirer pleinement profit de cet outil puissant. Que vous soyez novice sur ce système ou que vous souhaitiez perfectionner vos compétences, mon objectif est de vous doter des connaissances requises pour renforcer vos capacités de production.
Étape 1 : Préparer l’interface de la matrice

Cliquez sur la touche de fonction pour accéder à l’interface de réglage des matrices afin de définir les paramètres des matrices supérieure et inférieure, ainsi que les caractéristiques du matériau.
Pour commencer le réglage de la matrice de la série ET, positionnez soigneusement la base de la matrice inférieure conformément aux exigences de votre programme actuel. Un réglage précis de la hauteur de levée de l’axe R est essentiel. Lorsque la dimension de pliage est trop faible et que la fonction d’évitement de l’axe R est activée, et que l’engrenage arrière de l’axe X est positionné vers l’avant, l’axe R est d’abord soulevé jusqu’à cette hauteur, puis abaissé après achèvement du positionnement afin d’éviter tout contact entre l’engrenage arrière et la matrice. Assurez-vous que ce réglage empêche tout contact entre la butée arrière et la matrice, améliorant ainsi la sécurité et l’efficacité.
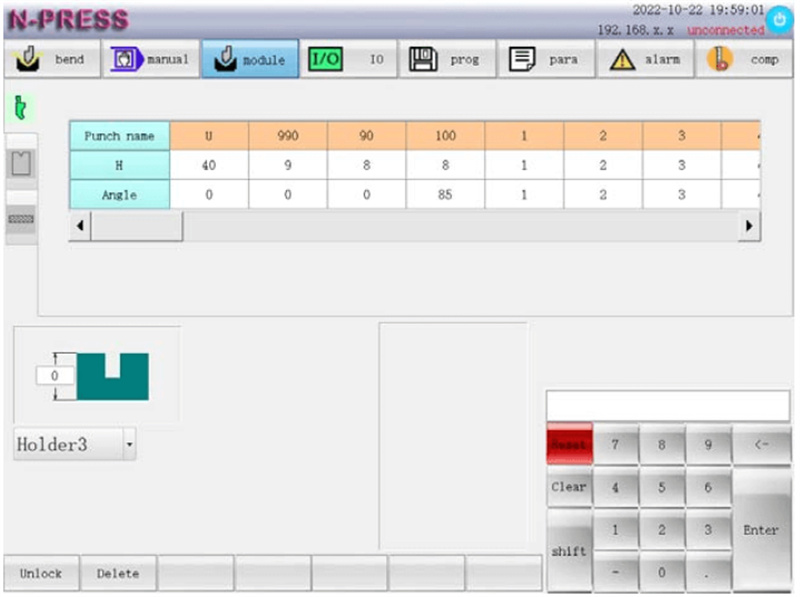
Étape 2 : Configuration des paramètres de la matrice supérieure
Sélectionnez et configurez la matrice supérieure en vérifiant son nom et en ajustant sa hauteur et son angle. La précision de ces paramètres est essentielle pour des opérations de pliage précises. Une configuration adéquate permet de résoudre des problèmes potentiels tels que des plis incohérents ou un désalignement des outils, garantissant ainsi la réussite de votre projet.
Étape 3 : Réglage des paramètres de la matrice inférieure
Pour la matrice inférieure, saisissez les paramètres essentiels, notamment le nom de la matrice, la hauteur (HD), la largeur de l’entaille (V), l’angle (β) et le rayon de la matrice (Rd). Définissez une distance de sécurité appropriée afin d’éviter tout contact involontaire avec la matrice pendant les opérations. Ces réglages minutieux assurent la sécurité et améliorent les performances de la matrice.
Étape 4 : Configuration des matériaux pour le réglage des matrices de la série ET
Sélectionnez le bon matériau
dans le réglage du moule de la série ET, le choix du matériau approprié constitue la première étape critique. Le système permet à l’utilisateur de sélectionner parmi 10 types de matériaux, notamment des options prédéfinies telles que le fer (0), l’aluminium (1) et l’acier inoxydable (2). En outre, des options (3 à 9) sont disponibles pour les matériaux définis par le client. Il est important de noter que le module d’élasticité et la résistance à la traction des matériaux par défaut sont constants, ce qui garantit une cohérence.
Pour sélectionner le matériau adapté, tenez compte des propriétés spécifiques que chacun apporte au processus de pliage, telles que :
Résistance à la traction (σb) : Également exprimée en MPa, la résistance à la traction désigne la contrainte maximale qu’un matériau peut supporter lorsqu’il est étiré. La saisie correcte de cette valeur permet d’éviter les défaillances du processus et d’améliorer la qualité du produit fini.
Module d’élasticité (E) : Exprimmé en MPa, ce paramètre indique la capacité d’un matériau à se déformer élastiquement. Saisissez le module spécifique pour les matériaux définis par le client afin de garantir un traitement correct du matériau par la machine.
Compensation de tension et de déflexion
Une compensation adéquate de la tension et de la déflexion est cruciale pour un pliage précis. Dans le réglage de moule de la série ET, cela implique d’ajuster le mécanisme de compensation de déflexion, qui compense la déflexion inévitable survenant pendant le pliage. Les composants clés sont les suivants :
Valeur de tension (V) : Déterminer et saisir la valeur de tension correcte requise pour le mécanisme de compensation de déflexion. Cette valeur garantit que le mécanisme fonctionne correctement sous l’influence électrique.
Valeur de compensation (mm) : Saisir le déplacement de compensation nécessaire. Ce paramètre permet de calculer les ajustements physiques requis afin de maintenir la précision et l’uniformité des opérations de pliage.
En configurant rigoureusement ces valeurs, les opérateurs peuvent assurer une qualité constante dans toutes les tâches de pliage, réduisant ainsi de façon significative les défauts de produit.
Utilisation efficace des sous-fonctions du réglage de moule de la série ET
Pour simplifier le processus de configuration de votre machine avec le système de réglage de moules ET Series, il est essentiel de gérer efficacement les données relatives aux moules. L’utilisation des fonctions secondaires permet d’améliorer considérablement l’efficacité opérationnelle et de réduire les risques d’erreurs. Par exemple, la suppression des entrées inutiles, telles que la matrice inférieure « A1 », garantit que le système reste bien organisé et facile à naviguer.
Suppression des données de moule inutilisées :
La suppression des données de moule à l’aide de la fonction secondaire dans le système de réglage de moules ET Series est simple et constitue une étape essentielle pour optimiser votre processus de configuration. Suivez ces étapes pour supprimer les données de moule indésirables :
1. Sélectionner la matrice : Identifiez et sélectionnez le nom de la matrice inférieure « A1 » dans la liste des matrices que vous souhaitez supprimer.
2. Exécuter la commande de suppression : Appuyez sur la touche de fonction secondaire intitulée « Supprimer ». Le système supprimera automatiquement la colonne de données sélectionnée, contribuant ainsi à maintenir une liste de moules claire et efficace.
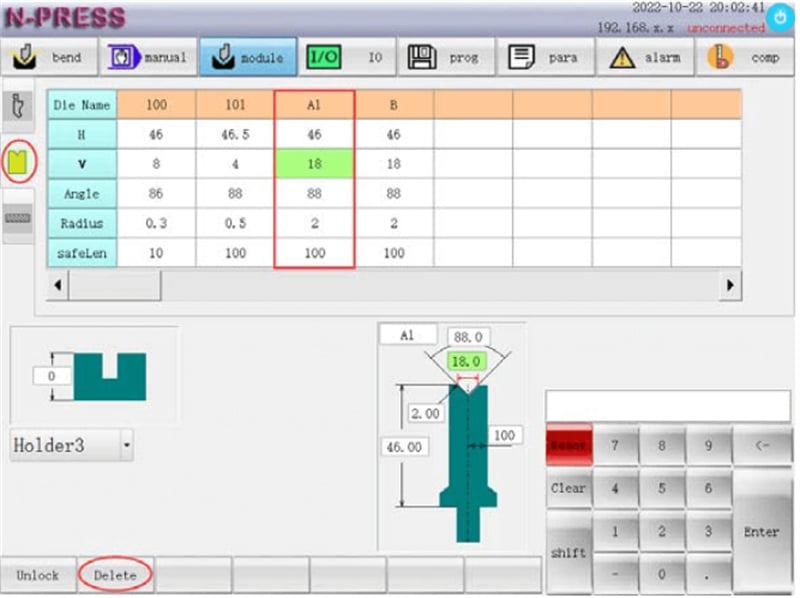
Ce processus est illustré dans le schéma fourni dans votre interface de panneau de contrôle, garantissant ainsi un accompagnement visuel pendant que vous gérez vos données de moules.
Conclusion
La mise en œuvre réussie des paramètres de moule de la série ET est essentielle pour maximiser l’efficacité et la précision de votre machine à cintrer entièrement électrique à servo-moteur. Pour récapituler, concentrez-vous sur les étapes clés suivantes : calibrez précisément les paramètres du moule, assurez-vous que tous les composants sont correctement fixés et vérifiez l’intégration du système de commande numérique afin d’obtenir des performances optimales.
En suivant ces recommandations, vous serez parfaitement en mesure d’améliorer la productivité et la durée de vie de vos équipements. Pour toute assistance complémentaire ou pour en savoir plus sur nos produits, n’hésitez pas à contacter l’équipe d’assistance de JUGAO ou à consulter les ressources supplémentaires disponibles sur notre site web.

