















































Conseils experts pour la gestion des outils CYBELEC CybTouch 12
Table des matières
• Introduction
• Configuration de la matrice supérieure
• Création et modification pas à pas de la matrice supérieure
• Configuration de la matrice inférieure
• Création et modification pas à pas de la matrice inférieure
• Conventions normalisées de dénomination des outils
○ Règles de dénomination des matrices supérieures
○ Règles de dénomination des matrices inférieures
• Fonctionnement et sécurité du butoir arrière
• Questions fréquentes (FAQ)
○ Comment optimiser les performances de la gestion des outils sur le système CYBELEC CybTouch 12 ?
○ Que faire lorsque le système ne parvient pas à reconnaître un outil ?
○ Les paramètres des outils peuvent-ils être personnalisés dans le système ?
• Conclusion
Une gestion efficace des outils constitue la pierre angulaire d’opérations d’usinage CNC fluides, et maîtriser cette fonctionnalité sur le système CYBELEC CybTouch 12 est essentiel pour améliorer la précision et la productivité en mécanique de précision. Ce guide présente des stratégies pratiques et concrètes pour gérer les outils sur la plateforme CybTouch 12, adaptées aussi bien aux nouveaux utilisateurs qui découvrent le système qu’aux opérateurs expérimentés souhaitant affiner leurs flux de travail. En suivant ces recommandations, vous débloquerez tout le potentiel des capacités de gestion des outils du système et réduirez au minimum les erreurs dans vos opérations de pliage.
Introduction
Le module de gestion des outils du CYBELEC CybTouch 12 permet aux utilisateurs de créer et de configurer les outils machines — une étape essentielle pour un calcul et une exécution précis des pliages. Une fois le poinçon et la matrice appropriés sélectionnés et configurés, les opérateurs doivent simplement saisir l’angle de pliage souhaité ainsi que la longueur de rebord (L). Le système CybTouch 12 calcule alors automatiquement les positions précises requises sur les axes X et Y pour le pliage, garantissant ainsi une exactitude constante dans chaque opération d’usinage.
Configuration du poinçon
Instructions de sélection de base
Pour sélectionner un poinçon préconfiguré, parcourez la bibliothèque de poinçons du système à l’aide des boutons fléchés de l’interface, puis revenez à la page numérique de pliage pour appliquer la sélection.
Création et modification pas à pas du poinçon
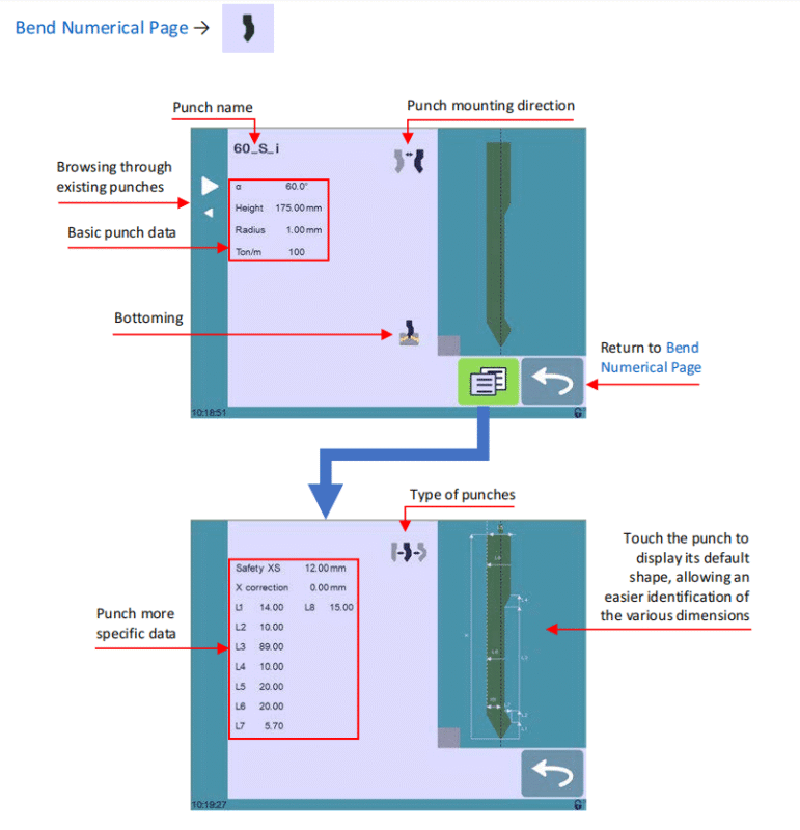
Si aucun poinçon n’a encore été créé dans le système, le champ « Poinçon » affichera « ??? » comme libellé par défaut. Pour les bibliothèques de poinçons existantes, le système sélectionnera automatiquement le dernier poinçon utilisé (par exemple, 60_S_i) ; notez que toute modification apportée ne remplacera pas le poinçon d’origine, car les paramètres modifiés sont enregistrés sous un nouveau nom personnalisé. Suivez ces 13 étapes pour créer ou modifier un poinçon :
1. Appuyez sur l’icône de poinçon pour ouvrir l’interface de configuration des détails du poinçon.
2. Saisissez les paramètres physiques fondamentaux du nouveau poinçon : angle de poinçonnage (α), hauteur, rayon et charge par mètre (tonnes/m).
3. Utilisez le bouton « Sens de montage du poinçon » pour inverser le poinçon si la configuration d’usinage l’exige.
4. Sélectionnez l’icône « Repoussage » pour marquer le poinçon comme outil résistant à l’usure destiné aux opérations de repoussage.
5. Appuyez sur le bouton « Menu » pour accéder à la page « Plus » afin de configurer des paramètres avancés.
6. Utilisez l’icône « Type de poinçons » pour sélectionner le type structurel du poinçon : droit, normal ou col de cygne.
7. Reportez-vous à la représentation graphique de l’outil située sur le côté droit de l’écran pour saisir les valeurs dimensionnelles détaillées (L1 à Lx). Un appui sur la représentation graphique charge la disposition dimensionnelle par défaut de l’outil, ce qui simplifie l’identification et la saisie de chaque paramètre.
Les normes dimensionnelles L1 à Lx sont identiques à celles utilisées dans les systèmes PC 1200, DNC 880S et ModEva. Pour une utilisation transversale de l’outil entre systèmes, exportez les listes de paramètres depuis le PC 1200 et utilisez-les pour programmer le CybTouch 12 — nous recommandons d’attribuer des noms identiques aux mêmes outils dans tous les systèmes afin d’assurer la cohérence.
8. Saisissez les valeurs critiques relatives à la sécurité et à l’étalonnage :
○ Sécurité XS : Distance de sécurité entre le poinçon et la butée arrière selon l’axe X.
○ Correction X : Valeur d’étalonnage permettant de compenser tout désalignement du poinçon.
9. Revenez à la page de configuration précédente (un mot de passe d’accès de niveau 2 est requis pour enregistrer toute configuration d’outil dans le système).

10. Appuyez sur le nom actuel du poinçon (par exemple, 60_S_i) pour lancer le processus d’enregistrement.
11. Sélectionnez « Enregistrer la matrice » pour écraser les paramètres de l’outil existants, ou « Enregistrer la matrice sous » pour stocker la matrice modifiée/nouvelle sous un nom unique.
12. Utilisez le clavier alphanumérique du système pour saisir le nouveau nom de la matrice, en respectant les conventions normalisées de dénomination décrites dans la section suivante.
13. Appuyez sur le bouton
« Retour » pour revenir à la page principale du programme ; la matrice nouvellement enregistrée sera présélectionnée et prête à être utilisée immédiatement dans les opérations d’usinage.
Configuration de la contre-matrice
Instructions de sélection de base
La sélection de la contre-matrice suit le même processus que celle de la matrice : parcourez la bibliothèque de contre-matrices préenregistrées du système à l’aide des boutons fléchés, puis revenez à la page numérique de pliage pour confirmer la sélection.
Création et modification pas à pas de la contre-matrice
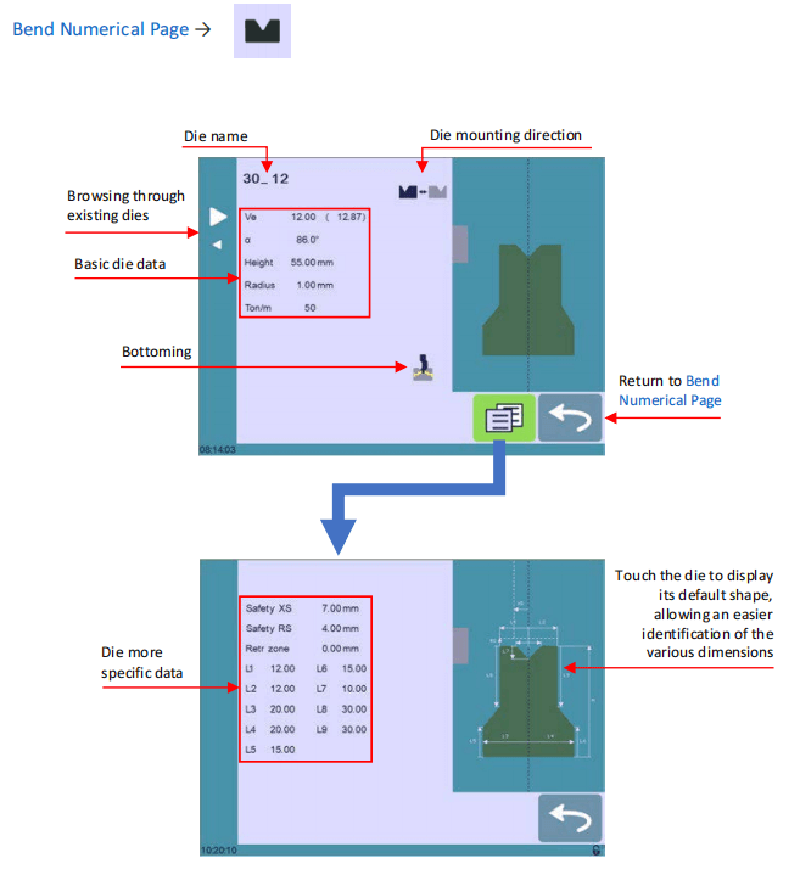
Si aucun outil n'est configuré dans le système, le champ « Outil » affichera « ??? » ; pour les bibliothèques d'outils existantes, le système chargera le dernier outil utilisé (par exemple, 30_12). Les modifications apportées à un outil existant n'affecteront pas les paramètres d'origine, car toutes les modifications sont enregistrées sous un nouveau nom. Effectuez les 12 étapes suivantes pour créer ou modifier un outil :
1. Appuyez sur l'icône de l'outil pour ouvrir l'interface de configuration détaillée de l'outil.
2. Saisissez les paramètres physiques fondamentaux du nouvel outil : largeur de l'outil (Ve), angle (α), hauteur, rayon et charge par mètre (Ton/m).
3. Utilisez le bouton « Sens de montage de l'outil » pour inverser l'outil si nécessaire, selon la configuration d'usinage.
4. Sélectionnez l'icône « Emboutissage » pour classer l'outil comme outil résistant à l'usure destiné aux opérations d'emboutissage.
5. Appuyez sur le bouton MENU pour ouvrir la page « Plus » afin de configurer des paramètres avancés relatifs aux dimensions et à la sécurité.
6. Reportez-vous à la représentation graphique de la matrice située à droite de l’écran pour saisir les dimensions détaillées (L1 à Lx). Un appui sur la représentation graphique affiche la disposition dimensionnelle par défaut de la matrice, ce qui facilite la saisie de valeurs précises.
Comme pour les poinçons, les dimensions L1 à Lx des matrices respectent les normes des systèmes PC 1200, DNC 880S et ModEva. Pour assurer la compatibilité des outils entre systèmes, exportez les paramètres de la matrice depuis PC1200 et utilisez-les pour la programmation du CybTouch 12, et employez les mêmes noms pour les matrices identiques sur l’ensemble des systèmes.
7. Saisissez les valeurs avancées de sécurité et de fonctionnement :
○ Sécurité XS : Distance de sécurité entre la matrice et la butée arrière selon l’axe X.
○ Sécurité RS : Distance de sécurité entre la matrice et la butée arrière selon l’axe R.
○ Zone de retrait : Zone prédéfinie de retrait de la matrice pendant le fonctionnement.
8. Revenez à la page de configuration précédente (un mot de passe de niveau 2 est obligatoire pour enregistrer les configurations de matrice).
9. Appuyez sur le nom actuel de la matrice (par exemple, 30_12) pour lancer la procédure d’enregistrement.
10. Choisissez « Enregistrer la matrice » pour écraser les paramètres d’origine de la matrice, ou « Enregistrer la matrice sous » pour stocker la nouvelle/matricé modifiée sous un nom personnalisé.
11. Utilisez le clavier alphanumérique pour saisir le nouveau nom de la matrice, conformément aux règles normalisées de dénomination du système.
12. Appuyez sur le bouton
« Retour » pour revenir à la page principale du programme ; la matrice nouvellement enregistrée sera présélectionnée et prête à être utilisée immédiatement.
Conventions normalisées de dénomination des outils
L’application d’une convention de dénomination cohérente pour les poinçons et les matrices est essentielle à une gestion efficace des outils sur le CybTouch 12 de CYBELEC. Un système de dénomination clair et uniforme permet d’identifier rapidement et avec précision chaque outil de la bibliothèque, et les équipes peuvent établir des règles personnalisées supplémentaires, fondées sur leurs besoins spécifiques de production, afin d’accroître encore l’efficacité organisationnelle et de réduire les erreurs de sélection d’outils.
Règles de dénomination des poinçons
Les noms des poinçons doivent être structurés en trois parties séquentielles : angle du poinçon → type de poinçon → statut d’inversion.

Abréviations du type de poinçon :
• N = Normal
• S = Droit
• G = Col de cygne
Abréviation d’inversion :
• i = Inversé (à omettre si le poinçon est dans la position non inversée par défaut)
Exemples : 90_N_i, 60_G, 30_S
Règles de dénomination des matrices
La dénomination des matrices suit un format structuré similaire à celui des poinçons, avec trois composants fondamentaux : largeur de la matrice (dimension Ve) → angle de la matrice → statut d’inversion. Utilisez la même abréviation d’inversion (i = inversé) pour les matrices, et omettez cette abréviation si la matrice est dans la position de montage par défaut.
Exemples : 12_86_i, 16_86, 20_30
Fonctionnement et sécurité du butoir arrière
La fonction de cycle du butoir arrière est une caractéristique essentielle pour une gestion sûre et efficace des outils sur la CYBELEC CybTouch 12, conçue spécifiquement pour les réglages du butoir arrière. Cette fonction déplace entièrement les butoirs arrière vers l’avant, permettant aux opérateurs d’effectuer les calibrations et réglages nécessaires sans introduire leurs mains ou leurs bras entre les outils de la machine — éliminant ainsi un risque majeur pour la sécurité lors du processus d’usinage.
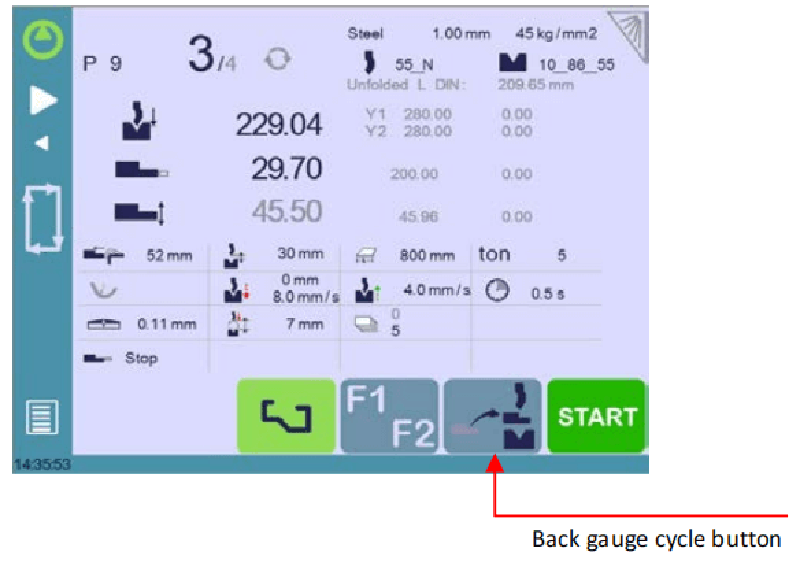
Remarque importante : La visibilité et la disponibilité de la fonction de cycle du butée arrière dépendent de la configuration actuelle de la machine et de son état d’indexage ; cette fonction peut ne pas être accessible dans tous les modes de fonctionnement.
Fonctionnement étape par étape du cycle de la butée arrière
1. Vérifiez que la machine est correctement indexée ; le bouton de cycle de la butée arrière est grisé et indisponible si l’indexage n’est pas terminé.
2. Maintenez enfoncé le bouton de cycle de la butée arrière pendant plus de 2 secondes pour activer la fonction.
3. Les butées arrière se déplacent jusqu’à leur position la plus avancée, entre le poinçon et la matrice. Si le balancier de la machine n’est pas au point mort haut (PMH), il se déplace d’abord entièrement vers le haut avant que les butées arrière n’initient leur mouvement.
4. Une fois tous les réglages des butées arrière effectués, appuyez à nouveau sur le bouton de cycle pour désactiver la fonction, puis appuyez sur le bouton DÉMARRER pour reprendre le fonctionnement normal de la machine.
Frequently Asked Questions (FAQ)
Comment optimiser les performances de la gestion des outils CYBELEC CybTouch 12 ?
Pour des performances optimales du module de gestion des outils du CybTouch 12, assurez-vous que chaque outil de la bibliothèque est correctement identifié et entièrement paramétré avec des données physiques et opérationnelles à jour. Effectuez régulièrement des vérifications de l’exactitude des données relatives aux outils et confirmez la compatibilité entre les paramètres des outils et la configuration globale de la machine : cela garantit une intégration fluide entre les outils et les opérations d’usinage et réduit au minimum les temps d’arrêt.
Que faire lorsque le système ne parvient pas à reconnaître un outil ?
Si le CybTouch 12 de CYBELEC ne détecte pas un poinçon ou une matrice, vérifiez d’abord que l’outil est correctement inséré et aligné mécaniquement dans la machine. Ensuite, confrontez les paramètres de l’outil dans l’interface de gestion des outils du système et saisissez à nouveau ou corrigez toute donnée inexacte selon les besoins. Enfin, assurez-vous que le logiciel du système est mis à jour à sa dernière version afin de résoudre d’éventuels problèmes de compatibilité entre le logiciel et les outils.
Les paramètres des outils peuvent-ils être personnalisés dans le système ?
Oui, une personnalisation complète des paramètres des outils est disponible sur le CybTouch 12 de CYBELEC. Accédez à l’interface de gestion des outils pour ajuster tous les paramètres pertinents, notamment les dimensions physiques des poinçons et matrices, le type de matériau de la pièce à usiner et les valeurs de compensation, afin de répondre aux exigences spécifiques de vos opérations d’usinage. Veillez toujours à enregistrer correctement tous les paramètres personnalisés dans le système afin de garantir des résultats cohérents tout au long des séries de production.
Conclusion
Maîtriser les fonctionnalités de gestion des outils du CybTouch 12 de CYBELEC exige une compréhension claire des fonctions fondamentales du système, une bibliothèque d’outils bien organisée, ainsi qu’un entretien et des mises à jour réguliers de toutes les configurations d’outils. En appliquant les instructions étape par étape, les conventions de dénomination et les protocoles de sécurité décrits dans ce guide, vous pouvez rationaliser votre flux de travail d’usinage CNC, réduire considérablement les erreurs opérationnelles et améliorer à la fois la précision et l’efficacité de vos procédés de métallurgie.
Pour un soutien personnalisé afin de maximiser le potentiel de votre machine ou de résoudre des défis spécifiques liés à la gestion des outils, contactez notre équipe d’assistance technique. Par ailleurs, explorez notre bibliothèque de documents techniques connexes afin d’approfondir vos connaissances et de libérer toute la puissance du système de gestion des outils CYBELEC CybTouch 12.

