















































مراحل تنظیم حالت دستی DELEM DA-53T
فهرست مطالب
• مرحله ۱: دسترسی به حالت دستی
• مرحله ۲: درک پارامترها
◦ پارامترهای خمکاری
◦ پارامترهای نیرو
◦ پارامترهای سرعت
◦ تنظیمات تابع
◦ ویژگیهای محصول
◦ اطلاعات ابزار
◦ محورهای کمکی
◦ تنظیم ابزار
• مرحله ۳: پیکربندی پارامترها
◦ تابع ماکرو
• مرحله ۴: حرکت دستی محورها
• تابع اصلاح
• تابع تشخیصی
• وضعیت ورودی/خروجی (IO)
• سؤالات متداول (FAQ)
• نتیجهگیری
هنگام پیکربندی حالت دستی کنترلر DELEM DA-53T، روشن ساختن هر مرحله عملیاتی برای دستیابی به عملکرد بهینه نوردگیر بسیار مهم است. این مقاله شما را بهصورت گامبهگام در فرآیند راهاندازی حالت دستی DELEM DA-53T همراهی میکند و به شما کمک میکند تا پارامترهای تجهیزات را بهطور کارآمد تنظیم کنید و بهطور کامل از پتانسیل عملکردی نوردگیر بهره ببرید.
با استفاده از حالت دستی، شما میتوانید کنترل کاملی بر کل فرآیند خم داشته باشید، امکان تنظیمات دقیق فراهم شود و کیفیت خروجی پردازششده به حداکثر برسد. چه برای اولین بار از کنترلر DELEM استفاده میکنید و چه قصد دارید تنظیمات عملیاتی فعلی خود را بهینه کنید، این مقاله مراحل دقیقی را ارائه میدهد تا بتوانید به سرعت شروع به کار کنید و بهطور کامل از ارزش عملکردی نوردگیر بهرهمند شوید.
مرحله ۱: دسترسی به حالت دستی
ابتدا کنترلر DELEM DA-53T را روشن کنید. پس از اینکه دستگاه کاملاً راهاندازی شد، با استفاده از دکمههای رابط، وارد منوی اصلی شوید.
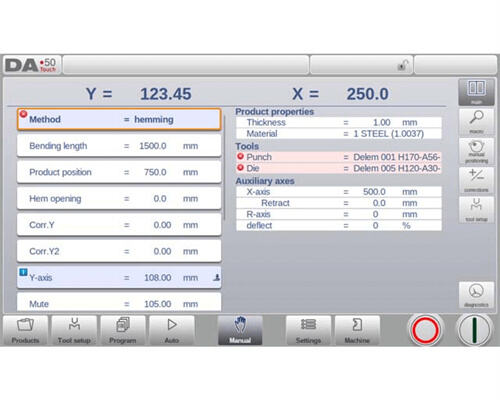
گزینه «حالت دستی» را در لیست منو پیدا کرده و انتخاب کنید؛ پس از آن رابط کنترلر از حالت خودکار به رابط تنظیم حالت دستی تغییر میکند.
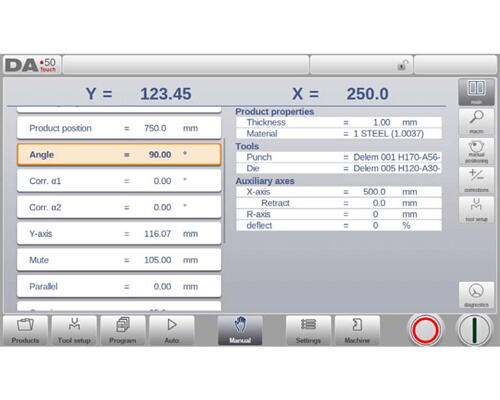
در قسمت بالایی صفحه حالت دستی، میتوانید بهطور مستقیم موقعیتهای فعلی محور Y و محور اصلی X را مشاهده کنید؛ تمام محورها و عملکردهای دیگر بهصورت یکییکی در دو ستون پایین صفحه فهرست شدهاند. اگر مقادیر محور Y و X هایلایت شده باشند، نشان میدهد که این دو محور بهدرستی علامت مرجع را تشخیص دادهاند و موقعیتهای فعلی آنها با مقادیر برنامهریزیشده سازگار است.
مرحله ۲: درک پارامترها
پس از ورود به حالت دستی، باید پارامترهای مورد نیاز برای عملیات ماشینکاری جاری را وارد کنید، از جمله تنظیمات حرکت، سرعت و موقعیتیابی دستگاه خمزن—این پارامترها برای اطمینان از دقت عملیات دستی بسیار مهم هستند. حالت دستی معمولاً برای آزمون تجهیزات، کالیبراسیون و سناریوهای عملیات تک خم استفاده میشود.
میتوانید مقادیر عددی متناسب با تنظیمات مورد انتظار خود را با استفاده از دکمههای ورود داده وارد کنید. جزئیات پارامترهای موجود در حالت دستی به شرح زیر است:
پارامترهای خم
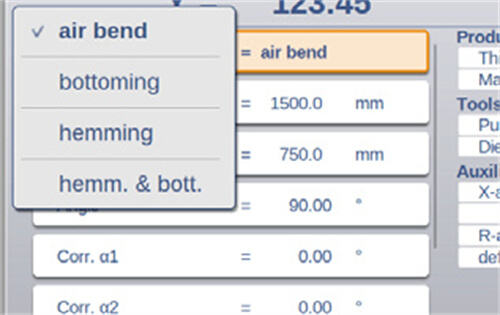
• روش: روش خم مورد نیاز را انتخاب کنید. حالت دستی DELEM DA-53T از روشهای متعددی از جمله خم هوایی (Air Bend)، بوتونینگ (Bottoming)، همکردن (Hemming) و ترکیب همکردن و بوتونینگ (Hemming & Bottoming) پشتیبانی میکند. توضیحات دقیق هر روش در مستندات حالت برنامه موجود است.
• طول خم: طول ورق خم شده را وارد کنید تا پایهای دادهای برای ماشینکاری دقیق فراهم شود.
• موقعیت محصول: موقعیت مطلق در جهت Z را با استفاده از نقطه صفر در سمت چپ دستگاه به عنوان مرجع تنظیم و نظارت کنید.
• زاویه: زاویه خم مورد نیاز را تعریف کنید. در صورت وجود انحراف بین زاویه واقعی خم و زاویه مورد انتظار، آن را با تنظیم مقادیر اصلاحی α1 (Corr.α1) و α2 (Corr.α2) کالیبره کنید. به عنوان مثال، اگر زاویه برنامهریزیشده 90 درجه باشد اما زاویه اندازهگیریشده 92 درجه باشد، Corr.α را روی -2 قرار دهید.
• باز شدن لبه (Hem Opening): فاصله باز شدن بین ناودانها در حین فرآیند خمکاری لبه تعیین کنید. پارامترهای پیشفرض را میتوان در حالت تنظیمات مشاهده کرد.
•
• Corr.Y: اگر روش Bottoming انتخاب شده باشد، این پارامتر برای اصلاح موقعیت محور Y قابل استفاده است.
• محور Y: مقدار محور Y که به صورت برنامهریزیشده یا محاسبهشده برای دستیابی به یک زاویه خم خاص مورد نیاز است.
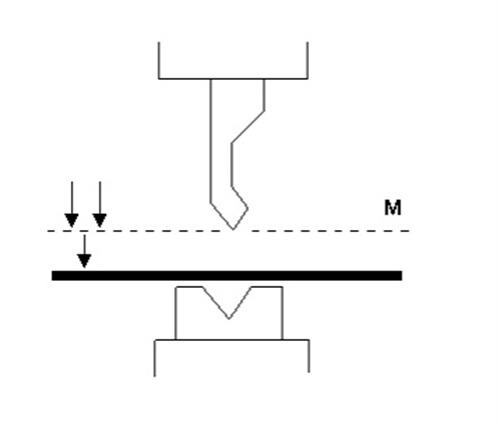
• خاموش: نقطهای که محور Y از سرعت بسته شدن سریع به سرعت فشردهسازی تغییر میکند، که در اینجا به صورت مقدار موقعیت محور Y برنامهریزی شده است. این مقدار برنامهریزی شده متناظر با موقعیت محور Y بالای ورقه است.
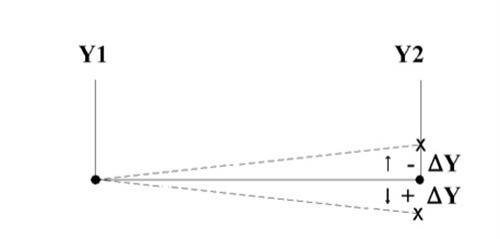
• موازی: تفاوت موقعیت بین سیلندرهای چپ و راست (Y1 و Y2). اگر مقدار مثبت باشد، نشان میدهد که سیلندر سمت راست پایینتر است؛ اگر مقدار منفی باشد، سیلندر سمت راست بالاتر است. این مقدار برنامهریزی شده زیر نقطه گیر قرار میگیرد.
• باز شدن: این پارامتر برای تنظیم فاصله بین قالب و برشگر پس از اتمام خمکاری استفاده میشود. مقدار مثبت به معنای آن است که فاصله بالاتر از نقطه خاموش است؛ مقدار منفی به معنای آن است که فاصله پایینتر از نقطه خاموش است. اگر میخواهید زمان دستکاری محصول را کاهش دهید، میتوانید این پارامتر را به یک مقدار کوچک مثبت یا منفی تنظیم کنید.
پارامترهای نیرو
• نیرو: نیروی فشار مورد نیاز برای عملیات خمکاری را برنامهریزی کنید تا اطمینان حاصل شود که اعمال فشار مطابق با الزامات ماشینکاری است و بهترین نتایج حاصل شود.
• زمان توقف و فشارزدایی: زمان توقف در نقطه خم و فاصله فشارزدایی را تنظیم کنید تا فرآیند تخلیه فشار بهصورت منطقی کنترل شود و پایداری ماشینکاری تضمین گردد.
پارامترهای سرعت
• سرعت: سرعت حرکت محور Y در طول فرآیند خمکاری.
• سرعت فشارزدایی: سرعت قابل برنامهریزی حرکت دسته در محدوده فاصله فشارزدایی.
تنظیمات عملکرد
• انتظار برای عقبنشینی: تنظیم کنید که آیا محور Y قبل از حرکت، منتظر تکمیل عمل عقبنشینی باشد یا بلافاصله پس از شروع عقبنشینی حرکت کند تا کارایی جریان کار بهینه شود.
ویژگیهای محصول
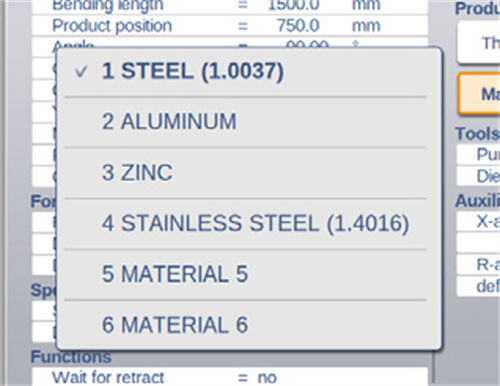
• ضخامت و ماده: ضخامت ورق را وارد کنید و ماده مربوطه را از 99 گزینه ماده سفارشی موجود در کنترلر انتخاب کنید تا دادههای کلیدی برای محاسبه عمق خم فراهم شود.
اطلاعات ابزار
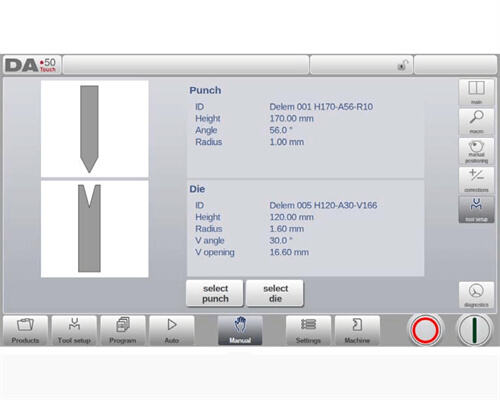
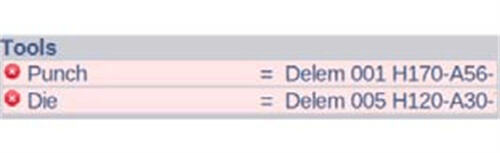
• مشت و ماتریس: مشت و شناسههای ماتریس مورد نیاز برای عملیات جاری را از کتابخانه ابزارهای مربوطه انتخاب یا تغییر دهید تا اطمینان حاصل شود که ابزارها با الزامات ماشینکاری سازگار هستند.
محورهای کمکی
• پارامترهای محور کمکی: اگر تجهیزات دارای یک یا چند محور کمکی (مانند محور X، محور R یا محور Z) باشد، پارامترهای مرتبط با آنها در اینجا نمایش داده میشوند.
• عقبنشینی: مقدار فاصله عقبنشینی محور کمکی در طول فرآیند خمکاری. در این میان، "عقبنشینی بکگج" از نقطه گیرهگیری شروع میشود.
• سرعت: سرعت حرکت محور کمکی در عملیات خمکاری جاری، که میتواند به صورت درصدی از حداکثر سرعت برنامهریزی شود.
با برنامهریزی مناسب پارامترهای فوق در حالت دستی DELEM DA-53T، میتوان دقت عملیات خمکاری را تضمین کرد. پس از تأیید صحّت تمام تنظیمات پارامترها، دکمه شروع را فشار دهید تا این پیکربندیها فعال شوند.
تنظیم ابزار
برنامهریزی تنظیم ابزار در حالت دستی DELEM DA-53T بسیار شبیه به حالت خودکار است. هر دو حالت اجازهٔ تنظیم مستقل ابزار را میدهند و تنظیم ابزار انجامشده در حالت خودکار میتواند بهطور مستقیم در حالت دستی استفاده شود. هنگام تغییر به حالت دستی، کنترلکنندهٔ DELEM DA-53T گزینهای برای «استفاده از تنظیم ابزار موجود» ارائه میدهد. با این حال، توجه داشته باشید که اگر تنظیم فعلی با برنامهریزی قبلی متفاوت باشد، کاربر باید با احتیاط عمل کند تا دقت ماشینکاری تحت تأثیر قرار نگیرد.
• افزودن ابزارها (متهها/قالبها): مطابق با عملکرد در بخش «تنظیم ابزار»، میتوان متهها یا قالبهای مورد نیاز را از طریق تابع «افزودن» اضافه کرد.
مرحله ۳: پیکربندی پارامترها
هر پارامتر در حالت دستی DELEM DA-53T میتواند بهصورت مستقل برنامهریزی شود. سیستم بهصورت خودکار تأثیر هر پارامتر بر دیگران را محاسبه میکند و روابط بین پارامترها از طریق نمادها و رنگهای پسزمینه بهصورت شهودی نمایش داده میشوند تا کاربر بتواند به راحتی آنها را شناسایی کند.
• پس از تغییر یک پارامتر، نماد اطلاعرسانی در رابط ظاهر میشود تا نشان دهد پارامتر بهروزرسانی شده است.

• اگر مقدار یک پارامتر با مقدار کنترلی محاسبهشده توسط سیستم متفاوت باشد، نماد ستاره نمایش داده میشود — این تابع زمانی که لازم باشد مقادیر پارامترها عمداً متفاوت تنظیم شوند یا محدود باشند، بسیار مفید است.

• اگر مقدار یک پارامتر بهصورت نادرست تنظیم شود (برای مثال خمزنی همینگ برنامهریزی شده باشد اما ابزار همینگ نصب نشده باشد)، نماد خطایی برای یادآوری اصلاح به کاربر نمایش داده میشود.
گزینههای نمایش
دکمههای فرمان در سمت راست صفحه، دسترسی به نمایهایی غیر از نمای اصلی فراهم میکنند که شامل نمای ماکرو، نمای موقعیتیابی دستی، نمای اصلاحات و نمای عیبیابی میشوند.
تابع ماکرو
هنگامی که تابع ماکرو فعال است، حالت دستی DELEM DA-53T به یک نمای جدید تغییر میکند و مقادیر محورها به صورت بزرگنمایی شده روی صفحه نمایش داده میشوند. این طراحی چیدمان به اپراتورها امکان میدهد تا مقادیر محورها را به وضوح بخوانند، حتی زمانی که کمی دورتر از کنترلر کار میکنند و در نتیجه راحتی عملیاتی بهبود مییابد.
مرحله ۴: حرکت دستی محورها
روش حرکت
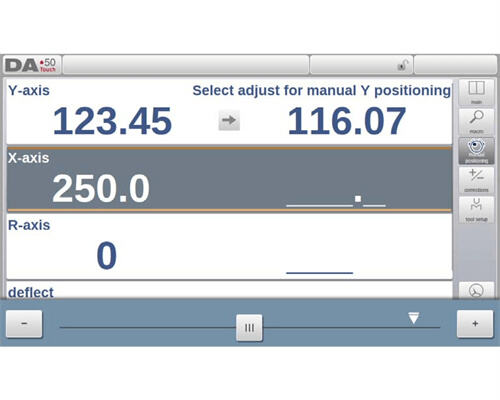
برای حرکت دستی یک محور در حالت دستی DELEM DA-53T، از میله لغزان پایین صفحه استفاده کنید. پس از انتخاب گزینه "Manual Pos" (موقعیتدهی دستی) در صفحه اصلی، یک رابط عملیاتی جدید باز میشود. میله لغزان را از وضعیت مرکزی به سمت جهت مورد نظر تنظیم کنید تا هر محوری که در رابط نمایش داده شده است حرکت کند؛ این میله پس از رها کردن دست بهطور خودکار به موقعیت مرکزی بازمیگردد.
حرکت دادن محورهای کمکی
قبل از حرکت دادن یک محور کمکی، مطمئن شوید که کنترلر در حالت توقف قرار دارد (دکمه توقف را فشار دهید). ابتدا محور مهرهپشتی مورد نیاز را انتخاب کنید، مکاننما را روی آن محور قرار دهید و سپس با استفاده از میله لغزان، حرکت محور را کنترل کنید.
حرکت محور Y
عملیات حرکت دستی پُرس بیم (محور Y) مشابه عملیات محورهای کمکی است، اما باید شرایط زیر برقرار باشد:
1. کنترلکننده باید در حالت فعال باشد (دکمه Start را فشار دهید).
2. تابع "adjust" باید فعال شود — اگر این تابع فعال نباشد، یک پیام هشدار در گوشه بالای سمت راست صفحه نمایش ظاهر خواهد شد.
3. محور Y باید در موقعیت پایینتر از نقطه Mute قرار داشته باشد.
4. باید یک دستور فشار دادن CNC صادر شود.
ذخیره موقعیت (Teach)
پس از حرکت دستی یک محور، اگر نیاز به ذخیره موقعیت فعلی دارید، روی نام محور در ستون "برنامهریزی شده" کلیک کنید. سیستم سپس مقدار موجود در ستون "واقعی" (سمت چپ) را به ستون "برنامهریزی شده" (سمت راست) کپی خواهد کرد.

هنگام بازگشت به صفحه پیشفرض حالت دستی، پارامتر این محور آخرین مقدار ذخیرهشده را حفظ خواهد کرد.
رعایت مراحل فوق اطمینان حاکم بر انجام عملیات حرکت محور بهصورت روان و دقیق در حالت دستی DELEM DA-53T را فراهم میکند.
تصحیح خودکار XY
در حالت دستی DELEM DA-53T، پارامترهای اصلاح عملیات خمکاری که در این حالت برنامهریزی شدهاند، نمایش داده میشوند.
از آنجا که حالت دستی معمولاً شامل یک عملیات خمکاری تکی است، تنها یک خط اطلاعات اصلاح در رابط نمایش داده میشود. مقادیر اصلاح برنامهریزیشده در حالت دستی به همان شیوهای که در حالت خودکار انجام میشود، قابل بررسی هستند. علاوه بر این، رکوردهای موجود در پایگاه داده اصلاح و مقادیر اولیه اصلاح نیز در اینجا قابل مشاهده هستند. دسترسی به پایگاه داده اصلاح بسیار مهم است، زیرا رکوردهای موجود در آن تأثیر قابل توجهی بر نتایج نهایی خمکاری دارند. این تابع به ویژه برای تنظیم مقادیر اصلاح در حین خمکاری آزمایشی و ذخیره نتایج بهینه در پایگاه داده بسیار مفید است.
تابع تشخیصی
در حالت دستی DELEM DA-53T، با کلیک روی گزینه "تشخیصها" میتوانید وضعیت هر محور را مشاهده کنید. این پنجره وضعیت فعلی تمام محورهای موجود را نمایش میدهد و حتی پس از راهاندازی کنترلر نیز فعال باقی میماند. استفاده از این تابع امکان نظارت لحظهای بر وضعیت عملیات کنترلر در طول چرخه خمکاری را فراهم میکند و دقت عملیات را بیشتر افزایش میدهد.
وضعیت ورودی/خروجی
در حالت دستی DELEM DA-53T، با کلیک روی زبانه "I/O" در رابط تشخیصها، نمای جامعی از وضعیت فعلی ورودیها (I) و خروجیها (O) ارائه میشود. این رابط پس از راهاندازی کنترلر نیز فعال باقی میماند و به اپراتورها امکان میدهد تا بهطور مؤثر، وضعیت عملیات سیستم را در طول چرخه خمکاری نظارت کرده و ناهنجاریها را بهموقع شناسایی کنند.
نمای ورودی/خروجی بزرگنماییشده
اگر روی یک یا چند پین (تا ۵ پین) کلیک کنید، سیستم یک صفحه "Zoomed IO" اضافی ایجاد می کند که IO انتخاب شده را در یک نمای بزرگ شده نشان می دهد. پین های انتخاب شده در اندازه بزرگتر نشان داده می شوند، نظارت از طریق اپراتورها از راه دور و بهبود انعطاف پذیری عملیاتی را تسهیل می کنند.
سوالات متداول (FAQ)
۱. چه احتیاطی باید در هنگام کار کردن DELEM DA-53T در حالت دستی انجام شود؟
هنگام کار، باید تمام مقررات ایمنی را رعایت کنید: به دقت منطقه کار را بررسی کنید تا اطمینان حاصل شود که هیچ مانعی وجود ندارد؛ تجهیزات محافظتی را بپوشید؛ و با عملکرد دکمه های کنترل دستی آشنا شوید تا در طول کار از حوادث جلوگیری شود.
۲. فرکانس نگهداری توصیه شده برای DELEM DA-53T در حالت دستی چیست؟
نگهداری معمول باید هر 500 ساعت از کار تجهیزات انجام شود، از جمله بررسی سلامت اجزای کلیدی، تمیز کردن سطح تجهیزات و روان کردن قطعات متحرک، برای اطمینان از عملکرد بدون مشکل تجهیزات و افزایش عمر آنها.
3. آیا میتوان از حالت دستی DELEM DA-53T برای تمام انواع عملیات خمکاری استفاده کرد؟
اگرچه حالت دستی DELEM DA-53T بسیار انعطافپذیر است، اما عمدتاً برای سناریوهای عملیاتی که نیاز به تنظیم دستی و نظارت لحظهای دارند طراحی شده است. برای عملیات پیچیدهتر یا اتوماتیک، توصیه میشود از قابلیتهای CNC دستگاه DA-53T استفاده شود تا کارایی و دقت افزایش یابد.
نتیجهگیری
هنگام پیکربندی حالت دستی DELEM DA-53T، پیروی از مراحل توضیح داده شده در این مقاله کلیدی برای اطمینان از عملکرد صحیح تجهیزات و دستیابی به عملکرد بهینه است. کل فرآیند شامل روشن کردن کنترلر، انتخاب حالت عملیات دستی و تنظیم پارامترهای لازم برای تطبیق با نیازهای خاص دستگاه تاشو است. این روش عملیاتی مختصر و سیستماتیک به بهبود کارایی و کاهش خطاهای عملیاتی کمک میکند.
تنظیم صحیح تجهیزات و نگهداری منظم برای افزایش عمر مفید دستگاه خمکن و تضمین عملکرد آن حیاتی است. با پیروی از دستورالعملهای این مقاله و انجام نگهداری دورهای، میتوانید زمان توقف تجهیزات را به حداقل رسانده و کارایی تولید را بهبود بخشید. در صورت بروز مشکلات دقیقتر یا نیاز به پشتیبانی فنی، لطفاً با تیم ما تماس بگیرید. همچنین پیشنهاد میکنیم سایر اسناد موجود در وبسایت رسمی ما را مرور کنید تا بینشهای تخصصیتر و کمکهای فنی بیشتری کسب کنید.

