















































راهنمای گامبهگام برای راهاندازی پانچ ESA S640
اگر به دنبال یک آموزش جامع برای تنظیم قالبهای سوراخزن (پانچ) روی دستگاه خمزن پرس ESA S640 هستید، این راهنما تمام نیازهای شما را برآورده میکند. ما در اینجا هر مرحله از فرآیند تنظیم پانچهای ESA S640 را بهصورت دقیق و گامبهگام توضیح میدهیم تا عملیات شما بهصورت روان و با دقت بسیار بالا انجام شود. چه شما یک متخصص حرفهای در حوزه کار با فلزات باشید و چه تازهکار در استفاده از دستگاه ESA S640 باشید، این راهنمای گامبهگام همه ابهامات شما را برطرف کرده و شما را با مهارتهای لازم برای انجام سریع و دقیق تنظیم پانچها مجهز میکند؛ در نهایت، جریانهای کاری شما در حوزه ساخت قطعات فلزی را بهینهسازی میکند.
مدیریت فهرست پانچها
اولین گام در راهاندازی پانچ ESA S640، دسترسی به فهرست پانچها و مدیریت مؤثر آن است که اساسی برای عملیات سازمانیافته و کارآمد ابزارها را فراهم میکند. در ادامه، توضیح دقیقی از نحوه دسترسی به این فهرست و مدیریت ابزارهای پانچ ارائه شده است.
دسترسی به فهرست پانچها
۱. تغییر نمایش: با فشار دادن دکمه اختصاصیافته، بین فهرست پانچها و فهرست ماتریسها (Die) جابهجا شوید. ممکن است رابط بهطور پیشفرض روی فهرست ماتریسها باشد؛ بنابراین با فشار دادن دوباره این دکمه، فهرست پانچها نمایش داده میشود.
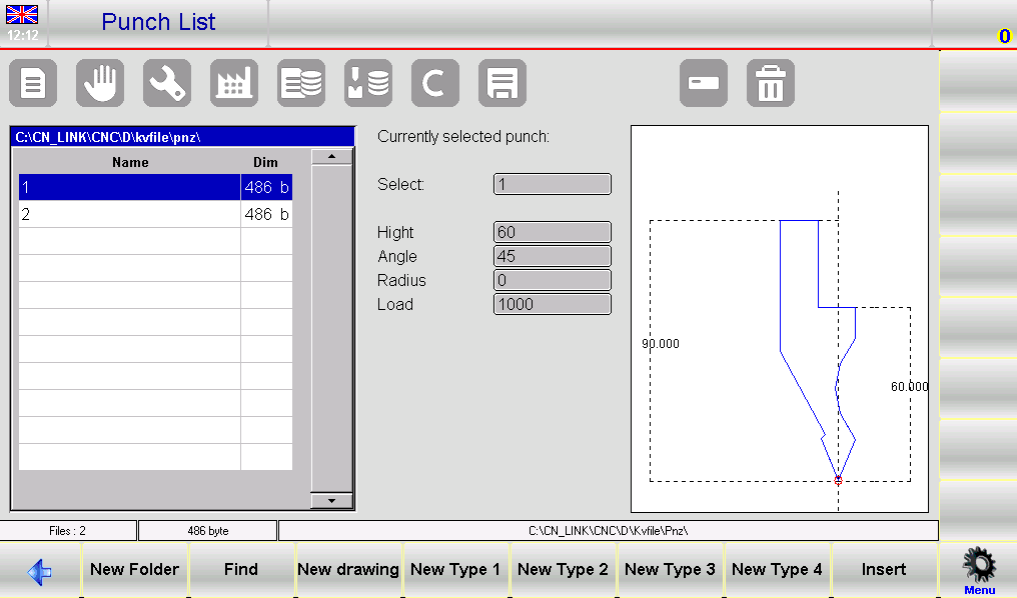
۲. درک چیدمان رابط: پس از نمایش فهرست پانچها، رابط به سه بخش اصلی تقسیم میشود:
○ بخش سمت چپ، فهرست کامل تمام پانچهای موجود را نشان میدهد.
○ بخش مرکزی، تمام دادههای فنی مربوط به پانچ انتخابشده در حال حاضر را نمایش میدهد.
○ بخش سمت راست، پیشنمایش بصری از پانچی را ارائه میکند که در فهرست هایلایت شده است.
مدیریت کارآمد پانچها
تسلط بر استفاده از دکمههای عملکردی سیستم برای پیمایش و مدیریت فهرست نقصها با راحتی، و بهرهبرداری حداکثری از قابلیتهای پیشنمایش، ویرایش و پشتیبانگیری از دادهها جهت روانسازی گردش کار.
پیمایش با استفاده از دکمههای عملکردی
از دکمههای عملکردی تعبیهشده برای انجام عملیات اصلی روی فهرست نقصها استفاده کنید:
• [پوشهٔ جدید]: ایجاد پوشههای اختصاصی برای طبقهبندی و سازماندهی نقصها در پروژهها یا عملیات مختلف.
• [جستجو]: جستجوی سریع و یافتن یک نقص خاص از میان کل فهرست، بدون نیاز به پیمایش دستی.
• [طرح جدید]: طراحی کامل یک نقص سفارشی از صفر برای تطبیق با نیازهای خاص ساخت و تولید.
• [نوع جدید]: انتخاب از انواع پیشتنظیمشدهٔ نقص (نوع ۱، ۲، ۳، ۴) به منظور تسریع فرآیند راهاندازی برای کاربردهای استاندارد.
• [درج]: افزودن نقص انتخابشده به برنامهٔ کاری فعال شما یا اختصاص آن به یک عملیات خمزنی خاص.
ابزارهای پیشنمایش و اصلاح
• فعالسازی پیشنمایش ابزار: قابلیت پیشنمایش ابزار بهصورت پیشفرض فعال است تا به شما کمک کند بهسرعت پانچها را بهصورت بصری شناسایی کنید؛ این قابلیت را میتوانید در صورت نیاز روشن یا خاموش کنید. برای تنظیم این گزینه، منوی سیستم را باز کرده و گزینهٔ ۴>> پیشنمایش را انتخاب کنید.
• کپی کردن یک پانچ: پانچ مورد نظر را انتخاب کرده، منو را باز کنید و گزینهٔ ۰>> کپی را انتخاب کنید. نامی منحصربهفرد برای پانچ کپیشده وارد کرده و عملیات را تأیید کنید تا ذخیره شود.
• تغییر نام یک پانچ: پانچی که میخواهید نام آن را تغییر دهید را انتخاب کرده، به منو دسترسی پیدا کنید و گزینهٔ ۱>> تغییر نام را انتخاب کنید. نام جدید را وارد کرده و تأیید کنید تا تغییر اعمال شود.
پاکسازی و پشتیبانگیری از پانچها
• پاکسازی یک پانچ تکی: پانچ مورد نظر برای حذف را انتخاب کرده، انتخاب خود را در پنجرهٔ هشدار ظاهرشده تأیید کنید و دکمهٔ [تأیید] را فشار دهید تا از لیست حذف شود.
• پشتیبانگیری و حذف از طریق USB:
○ ذخیره روی USB: یک درایو USB را در پورت ESA S640 وارد کنید، منو را باز کرده و گزینهٔ ۲>> ذخیره ابزارها را انتخاب کنید تا تمام پانچها و قالبها روی دستگاه خارجی پشتیبانگیری شوند.
○ پاکسازی تمام ابزارها: برای پاککردن کامل فهرست داخلی پانچها و ماتریسها، گزینهٔ ۳ >> حذف ابزارها را از منو انتخاب کرده و با [بله] تأیید کنید.
• مدیریت ابزارهای ذخیرهشده در USB: یک درایو USB حاوی دادههای پیشذخیرهشدهٔ پانچ و ماتریس را به سیستم وصل کنید. شما میتوانید به این ابزارهای خارجی دسترسی پیدا کرده و آنها را با استفاده از همان عملیاتی که برای فهرست ابزارهای داخلی به کار میروند، مدیریت کنید.
• انتقال به دیسک داخلی NC: برای ذخیرهسازی ابزارهای ذخیرهشده در USB روی دیسک داخلی NC دستگاه ESA S640، گزینهٔ ۲ >> ذخیره ابزارها را از منو انتخاب کنید.
مدیریت صحیح فهرست پانچها، جریان کار راهاندازی دستگاه ESA S640 را بهینه میکند، دقت در عملیات کار با فلز را تضمین میکند، بهرهوری کلی را افزایش میدهد و زمان راهاندازی ابزارها را بهطور قابلتوجهی کاهش میدهد.
روش ایجاد یک پانچ جدید در ESA S640
ایجاد یک پانچ جدید، هستهٔ فرآیند راهاندازی ESA S640 است و میتواند با طراحی یک پانچ سفارشی از صفر یا با اصلاح انواع پیشتنظیمشدهٔ پانچ برای تطبیق با نیازهای شما انجام شود. دستورالعملهای گامبهگام زیر را دنبال کنید تا این فرآیند را بهدرستی تکمیل کنید.
گام ۱: آغاز ایجاد پانچ جدید
۱. باز کردن کتابخانه ابزار: دکمهٔ تعیینشدهٔ کتابخانهٔ ابزار را فشار دهید تا فهرست نقصها (Punch List) در رابط نمایش داده شود.
۲. تغییر به بخش پانچ: اگر فهرست قالبها (Die List) بهصورت پیشفرض نمایش داده میشود، دکمهٔ کتابخانهٔ ابزار را دوباره فشار دهید تا به فهرست پانچها تغییر حالت دهد.
۳. انتخاب روش پیکربندی پانچ: روش مورد نظر خود برای ایجاد پانچ را انتخاب کنید — یا یک پانچ کاملاً سفارشی از ابتدا طراحی کنید، یا یکی از چهار نوع پانچ ازپیشتعیینشده با ابعاد پیشفرض ثابت را انتخاب کنید (این تنظیمات پیشفرض قابل تنظیم برای تطبیق با نیازهای عملیاتی خاص شما هستند).
> یادداشت مهم: ترسیمات دقیق پانچ برای بررسیهای ضدبرخورد قطعهٔ کار (Workpiece Anti-Collision Checks) در سیستم ضروری است و ابعاد دقیق پانچ پایهٔ محاسبهٔ عمق خمزنی میباشد. اگر طراحی یک پانچ سفارشی از ابتدا دشوار است، نوع پیشتنظیمشده را انتخاب کرده و پارامترهای آن را با استفاده از فیلدهای دادهای پیشتعریفشدهٔ سیستم، بهگونهای تنظیم کنید که بهطور نزدیکی با شکل واقعی پانچ مطابقت داشته باشد.
> یادداشت مهم: ترسیمات دقیق پانچ برای بررسیهای ضدبرخورد قطعهٔ کار (Workpiece Anti-Collision Checks) در سیستم ضروری است و ابعاد دقیق پانچ پایهٔ محاسبهٔ عمق خمزنی میباشد. اگر طراحی یک پانچ سفارشی از ابتدا دشوار است، نوع پیشتنظیمشده را انتخاب کرده و پارامترهای آن را با استفاده از فیلدهای دادهای پیشتعریفشدهٔ سیستم، بهگونهای تنظیم کنید که بهطور نزدیکی با شکل واقعی پانچ مطابقت داشته باشد.
۴. انتخاب دکمهٔ مربوطه:
○ دکمهٔ [ترسیم جدید] را فشار دهید تا یک پانچ کاملاً سفارشی طراحی کنید.
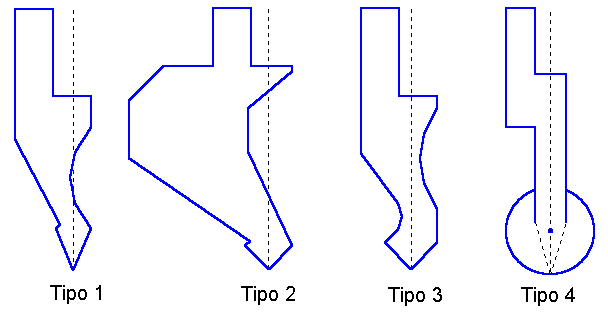
○ برای استفاده از سوراخکنهای پیشتنظیمشده استاندارد مربوطه، دکمههای [نوع جدید ۱]/[نوع جدید ۲]/[نوع جدید ۳] را فشار دهید.
○ برای دسترسی به سوراخکن پیشتنظیمشده گرد، دکمه [نوع جدید ۴] را فشار دهید.
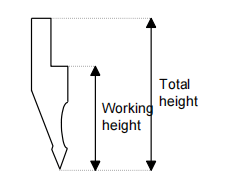
۵. وارد کردن مشخصات سوراخکن: پس از انتخاب نوع سوراخکن، پنجرهای برای وارد کردن پارامترها ظاهر میشود. ابعاد کلیدی مانند ارتفاع کل سوراخکن و ارتفاع کاری آن را وارد کنید تا تمام مقادیر با نیازهای ساخت شما همسو باشند.
۶. ورود به صفحه ترسیم: پس از وارد کردن ابعاد اولیه، دکمه [تأیید] را فشار دهید تا به صفحه ترسیم سوراخکن دسترسی پیدا کنید. چیدمان این صفحه بسته به نوع سوراخکن انتخابشده متفاوت خواهد بود. طراحی نهایی سوراخکن را در اینجا تکمیل کنید تا اطمینان حاصل شود که این طراحی با بررسیهای ضدبرخورد سیستم و محاسبات عمق خمزنی سازگان دارد—هر دوی این موارد برای ایمنی عملیاتی و دقت ماشینکاری حیاتی هستند.
رعایت دقیق این مراحل، اطمینانبخش این است که تنظیمات جدید سوراخکن شما دقیق و متناسب با عملیات خاص کار با فلزات شما انجام شده است.
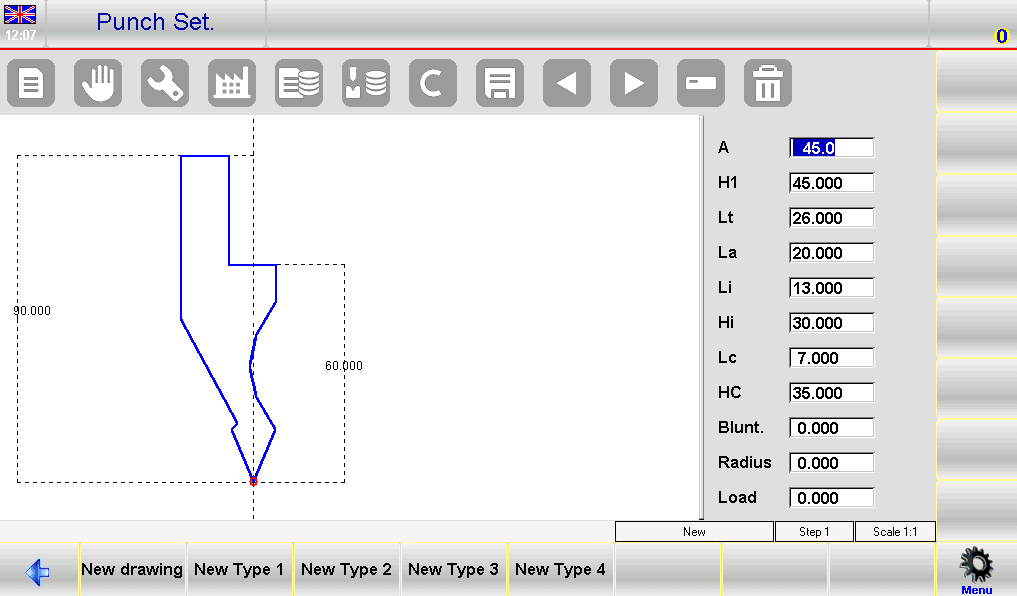
مرحله ۲: ترسیم هندسه سوراخکن
پس از وارد کردن پارامترهای اولیه پانچ، مرحله بعدی ترسیم دقیق هندسه پانچ با استفاده از ابزار ترسیم یکپارچهشده ESA S640 است. این مرحله نمایش دیجیتال دقیقی از پانچ ایجاد میکند و از خطاهای ماشینکاری ناشی از عدم تطابق هندسه ابزار جلوگیری مینماید. برای دسترسی به تابع ترسیم، از ماژول اختصاصی ترسیم سیستم استفاده میشود و اطلاعات بیشتر در راهنمای رسمی کاربری ESA S640 موجود است.
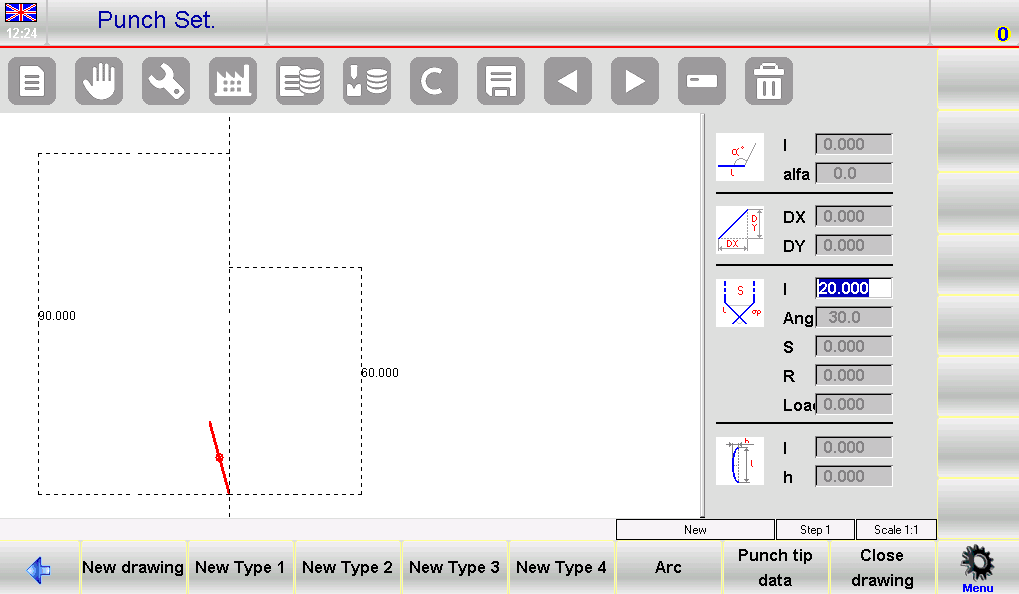
رابط ترسیم شامل یک فضای کار ترسیم در سمت چپ و چهار پنل ورود داده در سمت راست است که بهترتیب برای وارد کردن مختصات قطبی، مختصات دکارتی، نقاط رأس و پارامترهای ترسیم قوس بهکار میروند.
قوانین کلیدی ترسیم و ورود رأسها
برای اطمینان از دقت ترسیم پانچ، از قراردادهای زیر پیروی کنید:
۱. ترسیم در جهت خلاف عقربههای ساعت: همیشه هندسه پانچ را در جهت خلاف عقربههای ساعت ترسیم کنید و به یاد داشته باشید که گیجهای عقب دستگاه در سمت راست پانچ قرار دارند.
۲. تعریف نوک پانچ (مرحلهٔ حیاتی): نوک پانچ مهمترین بخش در ترسیم است. ابتدا طول نوک «lp» را وارد کنید، سپس مراحل زیر را تکمیل نمایید:
○ زاویهٔ نوک و ابعاد شیار گوشهبرداری (در صورت نیاز) را وارد کرده و تأیید نمایید.
○ شعاع نوک را (در فیلد دادهٔ R) وارد کرده و کلید [تأیید] را فشار دهید.
○ بار پانچ (حداکثر تن در متر) را وارد کرده و مقدار آن را تأیید نمایید. این ترتیب باعث ترسیم نوک پانچ میشود و سیستم برای بخشهای باقیماندهٔ پانچ طول پیشفرضی را تعیین کرده و آمادهٔ ویرایش بیشتر میگردد.
دستورالعملهای دقیق ترسیم
با استفاده از یک پانچ استاندارد بهعنوان مثال، مراحل زیر را هنگام کار در فیلد دادهٔ «lp» دنبال کنید:
• وارد کردن دادههای نوک بهصورت ترتیبی: مقادیر طول و زاویهٔ نوک را بهترتیب در فیلدهای مشخصشده وارد نمایید.
• استفاده از تابع قوس برای منحنیها: برای ایجاد بخشهای منحنی نرم روی پانچ، کلید [قوس] را فشار دهید؛ سپس مقادیر مربوط به طول و عمق قوس را وارد کنید تا شکل مورد نظر تولید شود.
• تنظیم دقیق اندازهها: از ابزارهای تنظیم گرافیکی سیستم با دقت ±۱° (زاویه) و ±۱ میلیمتر (طول) برای اصلاح بخشهای پانچ استفاده کنید تا طرح دیجیتال تا حد امکان با پانچ فیزیکی مطابقت داشته باشد.
تصحیح و ذخیرهسازی طرح
• اعمال اصلاحات: در صورت وارد کردن اطلاعات نادرست، به فیلد مربوطه رفته و مقدار را ویرایش و اصلاح کنید.
• ذخیرهسازی طراحی: پس از تکمیل طرح، آن را در حافظه داخلی سیستم ذخیره کنید. نام پانچ را با ترکیبی از حروف و اعداد (برای شناسایی آسانتر) وارد کرده و دکمه [تأیید] را فشار دهید تا ذخیرهسازی تأیید شود.
مرحله ۳: کار با پانچهای از پیش تنظیمشده
رابط کاربری پانچهای از پیش تنظیمشده شامل هندسهای از پیش رسمشده برای پانچ و مجموعهای کامل از فیلدهای قابل ویرایش است که شکل و ابعاد پانچ را تعریف میکنند. با تغییر هر یک از مقادیر در این فیلدها و فشار دادن دکمه [تأیید]، هندسه پانچ بهصورت خودکار مجدداً رسم میشود تا با پارامترهای بهروزرسانیشده منطبق باشد؛ این امر سازگاندهی آسان پیشتنظیمات استاندارد با نیازهای شما را ممکن میسازد.
ذخیرهسازی پانچهای از پیش تنظیمشده سفارشیشده
پس از تنظیم پارامترهای از پیش تعیینشدهٔ پانچ مطابق با نیازهای شما، طرح سفارشیشده را برای استفادهٔ مکرر در عملیات آینده ذخیره کنید:
۱. دکمهٔ ذخیرهسازی سیستم را فشار دهید تا پانچ اصلاحشده در حافظهٔ داخلی ESA S640 ذخیره شود.
۲. پانچ را با یک برچسب حروفی-عددی نامگذاری کنید (توصیه میشود از کد رسمی فهرست محصولات پانچ برای ارجاع آسان استفاده کنید).
۳. روی [تأیید] کلیک کنید تا ذخیرهسازی تأیید شود. این مرحله اطمینان حاصل میکند که تنظیمات سفارشیشدهٔ شما بهصورت امن ذخیره شده و برای اجرایهای بعدی تولید بهسرعت قابل دسترسی خواهد بود.
تکمیل تنظیمات پانچ
پس از اینکه تمام پانچها پیکربندی، ترسیم و ذخیره شدند، یک بررسی کامل سیستم انجام دهید تا دقت تمام ورودیهای پانچ، پارامترها و ترسیمات تأیید شود. این مرحلهٔ نهایی از تأیید، خطر خطاهای عملیاتی را به حداقل میرساند و بالاترین سطح دقت را در تمامی وظایف خمکاری با ماشین خمزن فشاری تضمین میکند.
با دنبال کردن این مراحل دقیق برای راهاندازی پانچ و دای (قالب برش) ESA S640، شما به تمام قابلیتهای این سیستم دسترسی پیدا خواهید کرد و بهطور چشمگیری کارایی تولید خود را افزایش خواهید داد. راهاندازی دقیق پانچ نهتنها برای دستیابی به دقت در فرآیندهای کار با فلز حیاتی است، بلکه عمر مفید ماشینافزار ESA S640 و ابزارهای آن را نیز افزایش میدهد.
سوالات متداول (FAQ)
فرصت توصیهشده برای بررسی و بهروزرسانی راهاندازی پانچ ESA S640 چقدر است؟
توصیه میکنیم راهاندازی پانچ ESA S640 را هر ۳۰۰ تا ۵۰۰ ساعت کارکرد بررسی و بهروزرسانی کنید. بازرسیهای دورهای نگهداری باید شامل ارزیابی سلامت فیزیکی ابزارهای پانچ، تنظیم مجدد پارامترهای پانچ در سیستم و پاکسازی ابزارها و اجزای مربوطه ماشین برای اطمینان از عملکرد بهینه باشد.
آیا ESA S640 امکان پشتیبانی از طراحیهای سفارشی پانچ را در زمان راهاندازی فراهم میکند؟
بله، سیستم ESA S640 بهطور کامل از ایجاد طرحهای سوراخزن سفارشی در حین راهاندازی پشتیبانی میکند. از قابلیت [طراحی جدید] سیستم برای طراحی، رسم و ذخیرهسازی پیکربندیهای سوراخزن کاملاً سفارشی که نیازهای خاص پروژههای فلزکاری شما را برآورده میکنند، استفاده کنید.
در صورت عدم تراز بودن یک سوراخزن در راهاندازی ESA S640 چه اقداماتی باید انجام دهم؟
اگر با مشکل عدم تراز بودن سوراخزن مواجه شدید، ابتدا رویههای رسمی تراز کردن مندرج در راهنمای کاربری ESA S640 را بررسی کنید. مطمئن شوید که سوراخزن فیزیکی بهدرستی در دستگاه نصب شده و پیکربندی دیجیتال آن در نرمافزار دقیق است. از قابلیت پیشنمایش سیستم برای تأیید بصری تراز بودن سوراخزن در فضای کار دیجیتال، پیش از آغاز هر عملیات ماشینکاری، استفاده کنید.
نتیجهگیری
در خلاصه، فرآیند راهاندازی پانچ در دستگاه ESA S640 شامل مجموعهای از مراحل کلیدی و ساختاریافته است که برای دستیابی به عملکرد و دقت بهینه در عملیات کار با فلز ضروری هستند. با دسترسی کارآمد به فهرست پانچها و مدیریت آنها، استفاده از انواع پیشتنظیمشدهٔ پانچ برای راهاندازی سریع، طراحی پانچهای سفارشی برای نیازهای خاص و انجام تعمیرات و بازرسیهای دورهای، میتوانید عملکرد دستگاه تراشزنی ESA S640 خود را بهطور قابلتوجهی بهبود بخشیده و عمر خدماتی آن را افزایش دهید.
برای دریافت پشتیبانی فنی دقیقتر یا پاسخ به هرگونه سؤالی که دربارهٔ راهاندازی پانچ دستگاه ESA S640 دارید، توصیه میکنیم با شرکت JUGAO تماس حاصل فرمایید. علاوه بر این، مجموعه کامل مستندات فنی ما را بررسی کنید تا اطلاعات بیشتری دریافت کرده و راهنماییهای لازم برای بهحداکثر رساندن بهرهوری و عملکرد تجهیزات ESA S640 خود را کسب نمایید.

