















































مراحل کلیدی پیکربندی ابزار در سیستم DELEM DA-66S
فهرست مطالب
۱. مقدمه
۲. مراحل پیکربندی اولیه
۲.۱ دسترسی به رابط پیکربندی ابزار DELEM DA-66S
۲.۲ فعالسازی قابلیت تنظیم ابزار
۲.۳ انتخاب و افزودن ابزارهای جدید
۳. تنظیم محل قرارگیری ابزار و پارامترهای طول آن
۳.۱ برنامهریزی طول ابزار و موقعیت قرارگیری آن
۳.۲ استفاده بهینه از قابلیت انتخاب خودکار
۴. پیکربندی پیشرفته و مدیریت تقسیمبندی ابزارها
۴.۱ مدیریت تقسیمبندی ابزارها
۴.۲ انتخاب و تغییر موقعیت ایستگاههای ابزار
5. سؤالات متداول (FAQ)
6. نتیجهگیری
پیکربندی دقیق ابزارهای سیستم کنترل DELEM DA-66S با رعایت مراحل استاندارد، کلید افزایش کارایی عملیاتی و دقت ماشینهای خمزن پرس است. چه قصد بازآرایی یک تنظیم ابزار موجود را داشته باشید و چه بخواهید یک تنظیم کاملاً جدید ایجاد کنید، اجرای دقیق و موشکافانه هر مرحله از فرآیند پیکربندی برای تضمین دستیابی به نتایج تولیدی بهینه ضروری است.
هستهٔ پیکربندی ابزار، برنامهریزی دقیق شیارزنها (پانچها)، قالبها و تمامی آداپتورهای مورد نیاز برای ماشین است. با دسترسی به کتابخانه محصولات و انتخاب طرح مناسب تنظیم ابزار، میتوانید پیکربندی بسیار دقیق این اجزای اصلی را انجام دهید. این راهنما تمام مراحل ضروری پیکربندی ابزار DELEM DA-66S را بهصورت گامبهگام شرح میدهد و جریان کار تنظیمات شما را سادهتر کرده و کارایی عملیاتی کلی ماشین خمزن پرس را ارتقا میبخشد.
معرفی

سیستم کنترل عددی DELEM DA-66S یک سیستم پیشرفته است که بهطور گستردهای در تولید مدرن، بهویژه در صنعت فلزکاری، مورد استفاده قرار میگیرد. تنظیمات دقیق ابزار در این سیستم تضمین اساسی برای دستیابی به خمکاری با دقت بالا و عملکرد پایدار در ماشینهای خمزن (Press Brake) محسوب میشود. تنظیمات نادرست نهتنها بر دقت ماشینکاری قطعات تأثیر میگذارد، بلکه باعث کاهش بهرهوری تولید و حتی سایش غیرضروری ماشین و ابزارها نیز میشود. بنابراین، تسلط بر مراحل علمی تنظیم ابزار برای هر اپراتوری ضروری است.
۱. دسترسی به رابط تنظیم ابزار DELEM DA-66S
برای ویرایش یا تغییر تنظیمات ابزار مربوط به یک محصول خاص، ابتدا باید آن محصول را در کتابخانه محصولات سیستم پیدا کرده و انتخاب نمایید؛ سپس وارد ماژول تنظیم ابزار شوید تا کارهای بعدی تنظیم را آغاز کنید. این اولین گام برای ورود به رابط حرفهای تنظیم ابزار و همچنین پایهای برای تمامی عملیات بعدی است.
۲. فعالسازی قابلیت تنظیم ابزار
فعالسازی قابلیت تنظیمات ابزار پیشنیاز انجام تنظیمات ابزار روی دستگاه DELEM DA-66S است. پس از فعالسازی، رابط سیستم چیدمان بصری دقیقی از وضعیت فعلی ابزارهای دستگاه را نمایش میدهد که برای برنامهریزی دقیق محل قرارگیری پانچها، ماتریسها، آداپتورها و سایر ابزارها ضروری است.
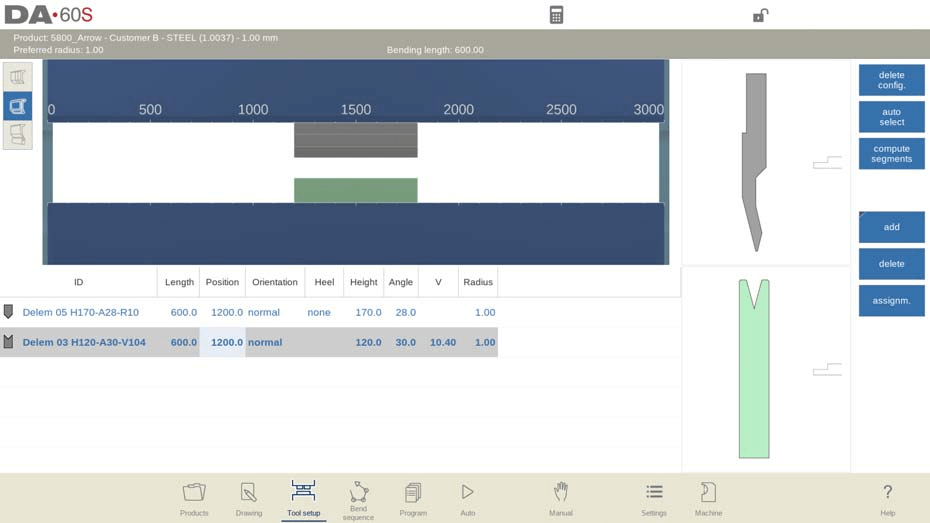
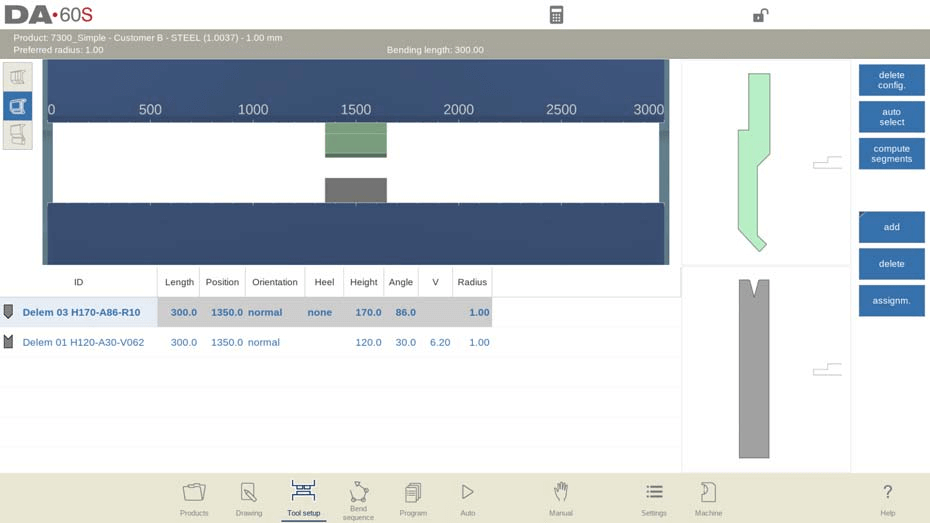
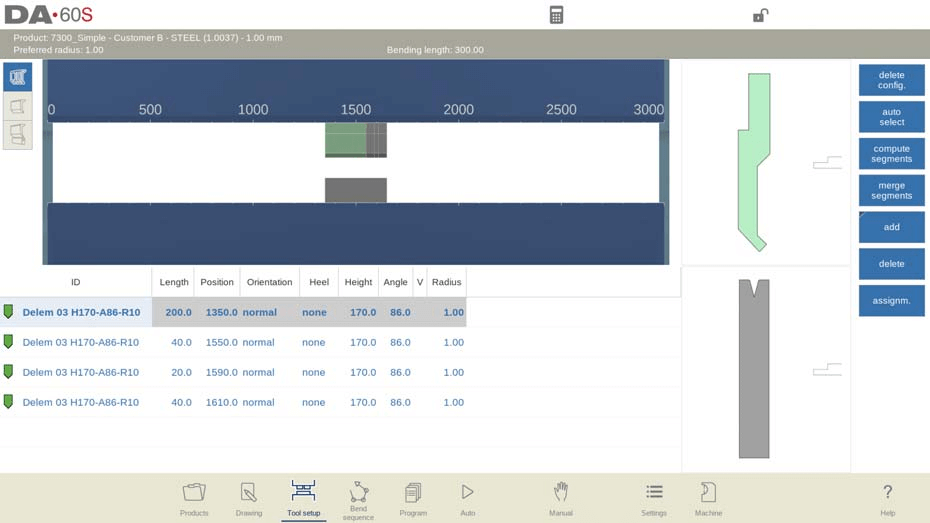
پس از فعالسازی قابلیت تنظیمات ابزار، نیمه بالایی صفحهنمایش، نمای جلویی وضعیت فعلی دستگاه را نشان میدهد، در حالی که نیمه پایینی جزئیات دادههای تمام ابزارهای پیکربندیشده را ارائه میکند. این رابط یکپارچه، محیطی است که اپراتوران میتوانند در آن موقعیت قرارگیری انواع ابزارها روی ماشین خمزن (Press Brake) را برنامهریزی کنند.
نمای جلوی دستگاه، عناصر ساختاری اصلی را از بالا به پایین و در ترتیب زیر نمایش میدهد: تیر فشار، آداپتور سوراخکن (در صورت برنامهریزی از پیش تعیینشده)، سوراخکن، قالب، آداپتور قالب (در صورت برنامهریزی از پیش تعیینشده) و میز کار. این قطعات دستگاه در حالت «ماشین» سیستم از پیش انتخاب شدهاند و معمولاً در طول تنظیمات روزانه نیازی به تغییر ندارند. اینکه آیا یک آداپتور میتواند در مرحله راهاندازی برنامهریزی و اضافه شود یا خیر، بستگی به تنظیمات پارامتر آداپتور در همان حالت «ماشین» دارد.
۳ انتخاب و افزودن ابزارهای جدید
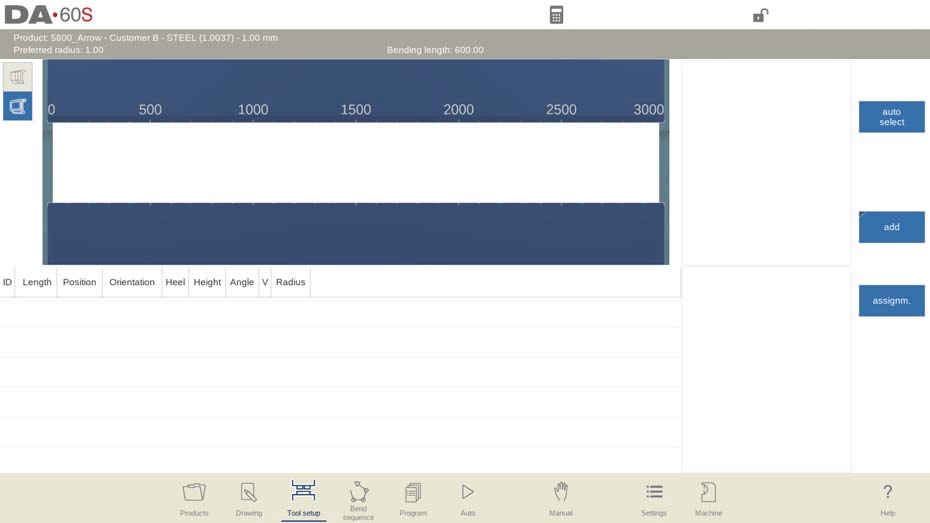
هنگام ایجاد یک طرح جدید پیکربندی ابزار، ناحیه نصب ابزار دستگاه بهصورت پیشفرض خالی است. اپراتورها باید ابزارهای مورد نیاز را بهصورت دستی اضافه کنند که میتوانند شامل سوراخکنها، قالبها یا آداپتورها باشند (در صورت فعالبودن قابلیت آداپتور در سیستم). پس از افزودن یک ابزار، بهطور پیشفرض در دستگاه با بیشترین طول موجود قرار میگیرد و اپراتور سپس میتواند شناسه ابزار (Tool ID) را از طریق نمای لیست ویرایش کند تا تطبیق دقیق و مدیریت ابزار انجام شود.
فرآیند عملیات خاص به شرح زیر است:
۱. پس از ورود به حالت جدید پیکربندی ابزار، اطمینان حاصل کنید که بازشوی ابزار ماشین در وضعیت خالی قرار دارد؛
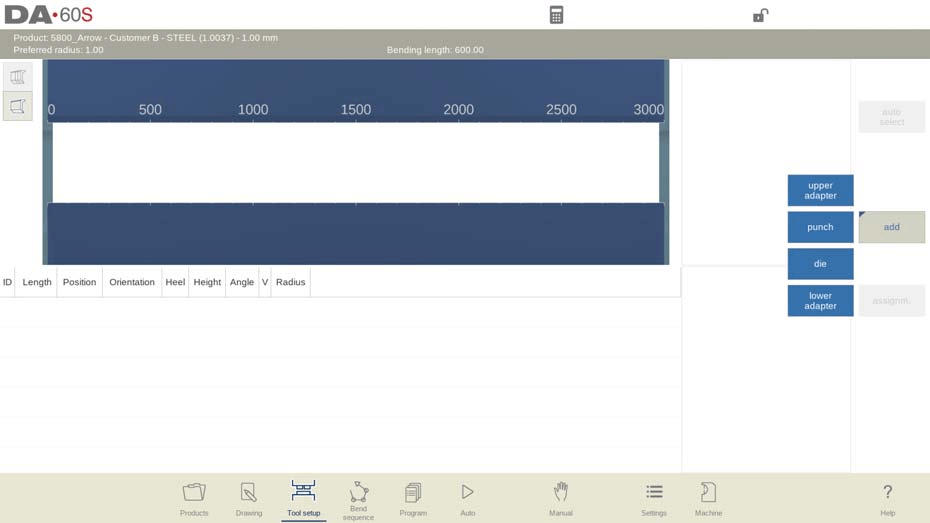
۲. روی دکمهٔ «افزودن» کلیک کنید تا نوع ابزار مورد نظر برای افزودن را انتخاب کنید (پانچ، ماتریس یا آداپتور فعالشده)؛
۳. پس از انتخاب یک ابزار (مثلاً پانچ)، سیستم بهصورت خودکار آن را در موقعیت تعیینشدهی ماشین و با طول بیشینهی موجود قرار میدهد؛
۴. شناسهٔ پانچ (Punch ID) را در رابط انتخاب کنید و روی نمای لیست کلیک کنید تا شناسهٔ منحصربهفرد ابزار را برای شناسایی و مدیریت بعدی ویرایش کنید.
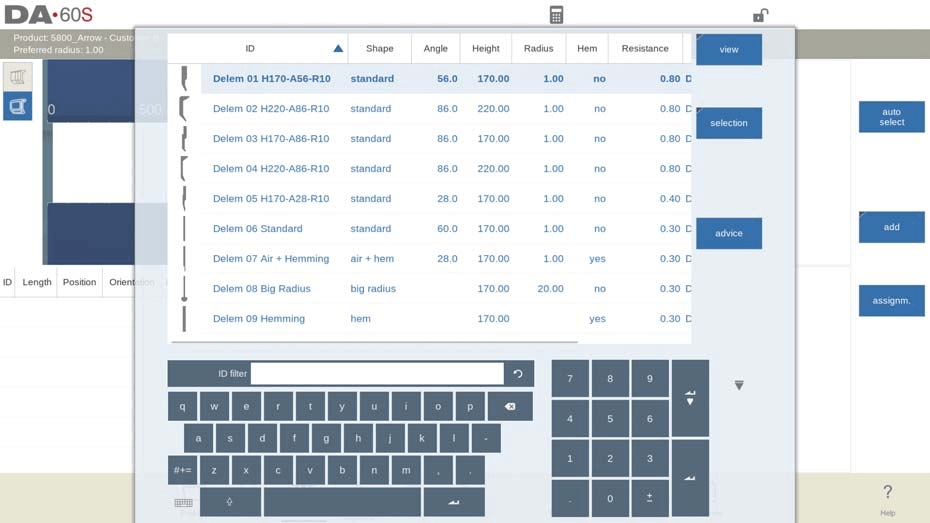
سیستم دارای قابلیت هوشمند فیلتر کردن شناسهٔ ابزار است: هنگامی که تنها بخشی از شناسهٔ ابزار وارد شود، سیستم کنترل بهصورت خودکار لیستی از ابزارهایی که شامل کاراکترهای واردشده هستند را تطبیق داده و نمایش میدهد که این امر فرآیند انتخاب ابزار را بهطور چشمگیری تسریع میکند.
کلیک کردن روی دکمهٔ «مشاوره» در رابط کاربری، سیستم را فعال میکند تا بر اساس معیارهای خاصی، تعداد محدودی از ابزارهای مناسب را از کل کتابخانهٔ ابزارها انتخاب و نمایش دهد و به اپراتورها کمک کند تا بهسرعت گزینههای بهینه را انتخاب کنند. معیارهای انتخاب عبارتند از:
• تطابق شعاع محصول: ابزار انتخابشده باید شعاع محصول پردازششده را تا حد امکان نزدیک به شعاع ترجیحی از پیشتعیینشده کند و شعاع واقعی حاصل باید در محدودهٔ ±۵۰٪ شعاع ترجیحی قرار گیرد؛
• انطباق نیروی خمکردن: نیروی مورد نیاز برای پردازش نباید از مقاومت باربری ابزار انتخابشده فراتر رود؛
• انطباق زاویهٔ ابزار: زاویهٔ ابزار انتخابشده باید کوچکتر یا مساوی زاویهٔ مورد نیاز برای پردازش محصول باشد؛
• تطابق روش خمکردن: بهعنوان مثال، هنگامی که محصول نیازمند فرآیند خمکردن لبهدار (همینگ) است، ابزارهای همینگ بهصورت خودکار توصیه میشوند.
کلیک کردن روی دکمهٔ «نمایش همه» باعث لغو فرآیند غربالگری و نمایش فهرست کامل تمام ابزارها در کتابخانه میشود تا اپراتورها بتوانند از میان آنها انتخاب کنند.
۳.۱ پیشانتخاب قالب چندشیاری (Multi-V Die)
برای قالب چندشیاری (قالبی با بیش از یک شیار V یا U شکل)، اپراتورها میتوانند یا یک شیار خاص V/U را انتخاب کنند یا کل قالب چندشیاری را (که با علامت V = * مشخص شده است). در صورت انتخاب یک شیار خاص، سیستم از این شیار برای کل محاسبهٔ دنبالهٔ خمزنی استفاده میکند؛ اما اگر کل قالب چندشیاری انتخاب شود، سیستم کنترل بهصورت خودکار شیاری را انتخاب میکند که بتواند شعاع قطعه را نزدیکترین مقدار ممکن به مقدار از پیش برنامهریزیشده کند.
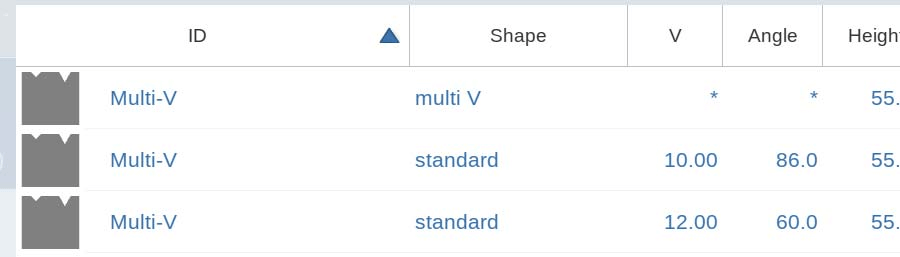
اگر سیستم در طول محاسبهٔ دنبالهٔ خمزنی شیار V/U دیگری را انتخاب کند، این شیار جدید برای تمام فرآیندهای خمزنی بعدی که هنوز در دنبالهٔ اصلی گنجانده نشدهاند، اعمال خواهد شد.
۳.۲ انتخاب قالب Vario-V و تنظیم پارامترها
فرآیند اولیهٔ انتخاب قالب واریو-وی (قالبی با بازشوی قابل تنظیم به شکل V/U) روی سیستم DELEM DA-66S مشابه فرآیند انتخاب قالبهای معمولی است. پس از انتخاب قالب واریو-وی، مقدار V آن بهصورت پیشفرض تعیین نمیشود. اپراتوران میتوانند مستقیماً به ایجاد توالی خمزنی بپردازند و سیستم بهطور خودکار مناسبترین مقدار V را بر اساس موقعیتهای قابل تنظیم موجود در قالب واریو-وی انتخاب خواهد کرد.

اگر اپراتور مقدار خاصی را برای V بهصورت پیشتنظیم انتخاب کند، سیستم از این مقدار برای تمامی محاسبات خمزنی بعدی استفاده خواهد کرد. در مورد قالبهای واریو-وی که دارای موقعیتهای تنظیم گسسته هستند، تنها مقادیر ثابت پیشتنظیمشده قابل انتخاب هستند؛ و اگر مقداری غیر از مقادیر پیشتنظیمشده برای V وارد شود، سیستم بهطور خودکار آن را به نزدیکترین مقدار ثابت موجود تبدیل خواهد کرد.
در حالت توالی خمکاری، اپراتورها میتوانند با استفاده از توابع «ویرایش» یا «جابهجایی قالب» در رابط کاربری، بازشدگی V شکل قالبهای Multi-V یا مقدار V در قالبهای Vario-V را تغییر دهند. همچنین تابع «موقعیتیابی قالب» در حالت برنامهریزی (Program mode) نیز قابلیت تنظیم همین پارامترها را فراهم میکند.
تنظیم پارامترهای جایگاه و طول ابزار
۱٫ برنامهریزی طول و موقعیت قرارگیری ابزار
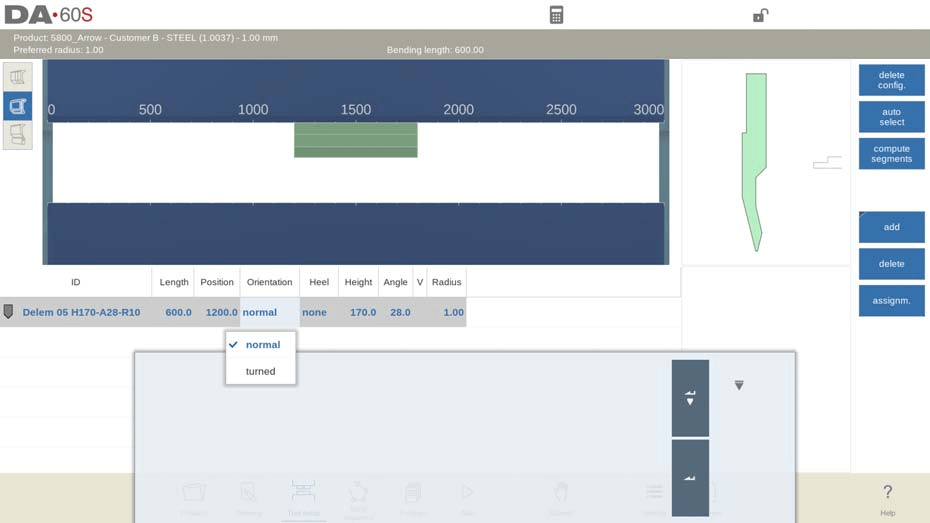
تنظیم طول و موقعیت قرارگیری ابزارها روی سیستم DELEM DA-66S ساده و شهودی است. اپراتورها میتوانند یا ابزار مورد نظر را انتخاب کرده و مستقیماً مقادیر عددی جدید برای طول و موقعیت را وارد کنند، یا ابزار را روی رابط بصری بهصورت کشیدنی (Drag) جابهجا کنند. قابلیت کشیدن در این سیستم با ویژگی تنظیم سرعت بهینهسازی شده است: هرچه فاصله کشیدن به سمت پایین بیشتر شود، سرعت حرکت ابزار کاهش مییابد؛ این امر امکان قراردهی فوقالعاده دقیق ابزارها را فراهم میکند و دقت پیکربندی را بهطور چشمگیری افزایش میدهد.
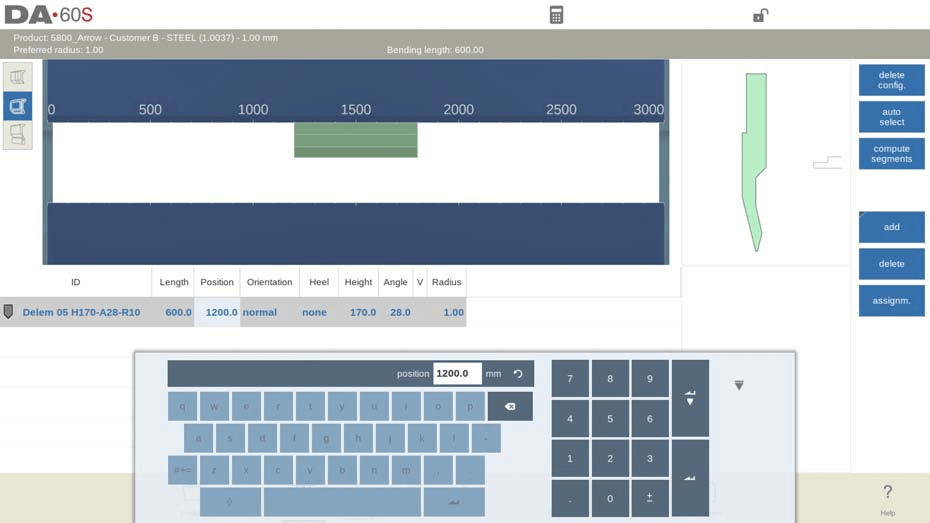
عملکرد قفلشدن (Snapping) ویژگی برجسته و ضروری برای تراز دقیق ابزار در پیکربندی ابزار DELEM DA-66S است. هنگام کشیدن ابزارها یا ایستگاههای ابزار روی رابط کاربری، این عملکرد بهصورت خودکار هدف را نسبت به مرکز دستگاه، بهصورت عمودی یا افقی، تراز میکند. زمانی که ابزار وارد منطقه قفلشدن میشود، یک خط راهنماي قرمز روی صفحه نمایش ظاهر میشود که مکان بهینهی رها کردن ابزار را برای تراز دقیق نشان میدهد؛ این ویژگی کلیدی برای اطمینان از دقت قرارگیری ابزار و پایداری فرآیند ماشینکاری بعدی است.
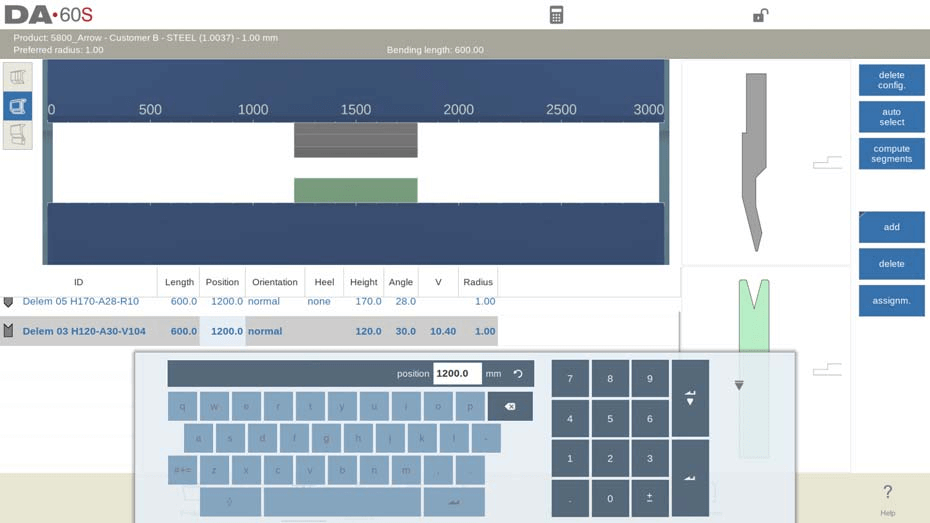
علاوه بر این، سیستم DELEM DA-66S دارای قابلیت تطبیق هوشمند است: پس از قرار دادن یک پانچ، سیستم بهصورت خودکار یک دای بهطور دقیق زیر آن قرار میدهد و طول و موقعیت قرارگیری دای کاملاً با پانچ تطبیق داده میشود. بر این اساس، اپراتورها میتوانند بر اساس نیازهای تولیدی، تنظیمات شخصیسازیشدهای انجام دهند؛ مانند افزودن یا حذف پانچها و دایها، جابجایی موقعیت ابزارها، تنظیم طول ابزارها، تغییر زاویه جهتگیری ابزارها یا اصلاح نوع پاشنه. این قابلیتهای انعطافپذیر تنظیم، امکان سازگاری پیکربندی ابزار را با طیف گستردهای از نیازهای پیچیده تولید و پردازش فراهم میکند.
دکمههای کلیدی عملیات برای این مرحله:
• حذف پیکربندی: پاکسازی کامل طرح پیکربندی ابزار موجود و شروع یک پیکربندی جدید از صفر؛
• افزودن: افزودن یک ابزار جدید به پیکربندی فعلی، و برای انتخاب نوع ابزار (آداپتور بالایی (در صورت فعال بودن)، پانچ، دای، آداپتور پایینی (در صورت فعال بودن)) روی آن کلیک کنید؛
• حذف: حذف ابزار انتخابشده فعلی بهصورت تکی از پیکربندی.
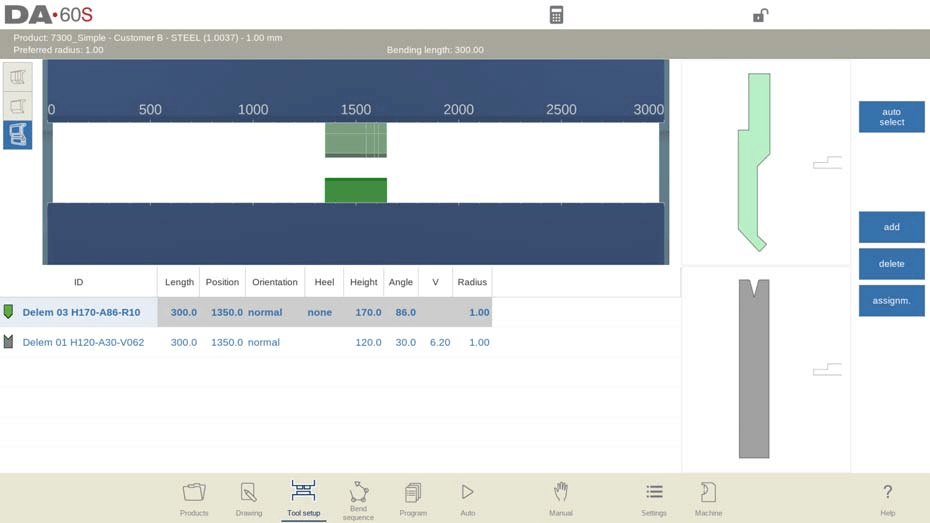
۲ استفاده بهینه از ویژگی انتخاب خودکار
عملکرد «انتخاب خودکار» در رابط اصلی پیکربندی ابزار در دسترس است که برای کمک به اپراتورها در انتخاب سریعترین ترکیب مناسب پانچ و ماتریس برای فرآیند خمکاری ازپیشبرنامهریزیشده، بر اساس بزرگترین اندازه خط خم محصول طراحی شده است.
سیستم بهصورت خودکار از کتابخانه ابزارها، مجموعه بهینه ابزار را برای یک فرآیند تا خوردن تکی استخراج و تطبیق میکند تا شعاع محصول ایدهآلترین حالت ممکن را داشته باشد. توجه داشته باشید که این قابلیت تنها ابزارهای مربوط به یک مرحله تا خوردن را تطبیق میدهد و طرح کامل راهاندازی ابزارها را برای کل فرآیند تولید ایجاد نمیکند — زیرا ترتیب تا خوردن محدودیتی کلیدی برای راهاندازی کلی است و باید توسط اپراتورها بهصورت دستی تعیین شود. پس از فعالسازی قابلیت «انتخاب خودکار»، سیستم بهصورت خودکار تنظیمات فعلی ابزار را با ترکیب جدید و بهینهی تطبیقیافته جایگزین میکند.
پیکربندی پیشرفته و مدیریت تقسیمبندی ابزارها
۱ مدیریت تقسیمبندی ابزارها
برای ابزارهای تقسیمشده، سیستم DELEM DA-66S میتواند بهصورت خودکار طرح بهینهٔ تقسیمبندی را بر اساس پارامترهای طول بخش از پیش تعیینشده محاسبه کند، بهگونهای که ابزارهای تقسیمشده بهطور کامل با محدودیتهای ساختاری ماشین خمزن (Press Brake) سازگار شوند و بهطور مؤثری کارایی فرآیند خمکاری را افزایش دهند.
پشتیبانی سیستم از پیکربندی ابزارهای تقسیمشده، انعطافپذیری و دقت بسیار بالایی را به تولید اعطا میکند: اپراتورها میتوانند ابزارهای مورد نیاز را با ابعاد مناسب از طریق تقسیمبندی منطقی ترکیب کنند؛ این امر بهویژه هنگام مواجهه با نیازهای متنوع ابزار برای قطعات کار مختلف بسیار کاربردی است و پیکربندی ابزار را هدفمندتر و کارآمدتر میسازد.
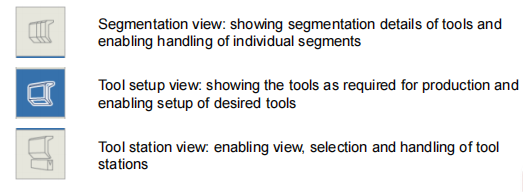
رابط کاربری تنظیمات ابزار (Tool Setup) در سیستم DELEM DA-66S دارای سه حالت نمایش مجزا است که هر کدام دیدگاه عملیاتی منحصر به فردی را برای کمک به اپراتورها در تنظیم ابزار و مدیریت تقسیمبندی ابزار فراهم میکند. این حالتهای نمایش با کلیک روی دکمههای انتخاب در سمت چپ نمای جلوی ماشین قابل تغییر هستند و این امر استفاده از ابزارهای تقسیمشده را ساده و شهودی میسازد.
۱٫۱ عملیات کلیدی برای تقسیمبندی ابزارهای تکی
• محاسبه ترتیب خمکاری: پس از تکمیل تنظیمات اولیه ابزار، به حالت «ترتیب خمکاری» (Bend Sequence) بروید؛ سیستم بهصورت خودکار کارآمدترین ترتیب خمکاری را برای ابزارهای پیکربندیشده محاسبه میکند و این امر فرآیند تولید را بهطور چشمگیری سادهسازی میکند؛
• تقسیمبندی دستی ابزار: اگر طول پیشفرض ابزار دربرنگیرنده نیازهای پردازشی باشد، اپراتوران میتوانند بهصورت دستی ابزار را تقسیمبندی کرده و آن را دقیقاً بر اساس طول مورد نیاز تنظیم کنند تا انعطافپذیری پیکربندی را بیشتر افزایش دهند؛
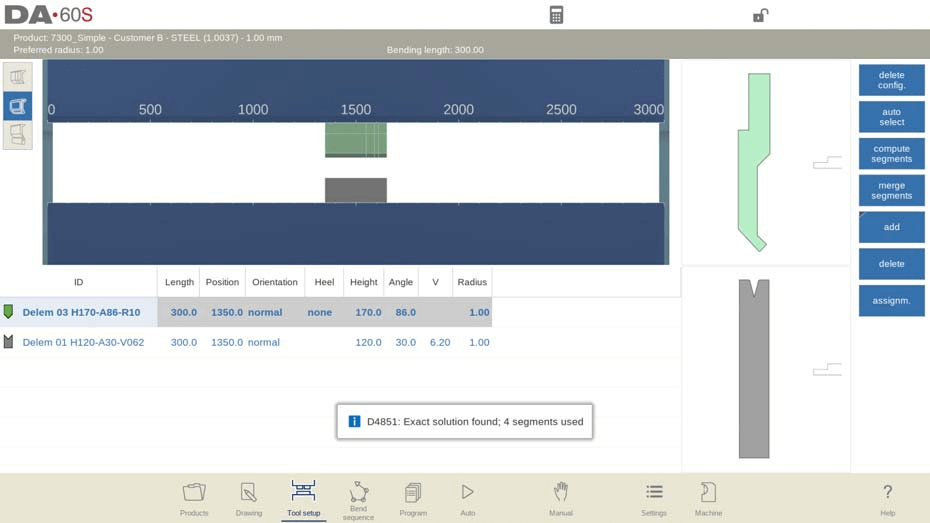
• محاسبه خودکار تقسیمبندی: قابلیت تقسیمبندی ابزار درونساختاری سیستم میتواند بهصورت خودکار طرح بهینه تقسیمبندی را بر اساس پارامترهای واقعی تولید تعیین کند. این سیستم از پارامترهای کلیدی مانند «بیشینه فاصله بین ابزارها» و همچنین «تحمل طول ابزار» (بهصورت اختیاری) بهعنوان مبنای محاسبه استفاده میکند، که این امر باعث میشود تقسیمبندی علمیتر و عملیات کاربرپسندتر شود.
برای اپراتورهایی که نیاز به سفارشیسازی عمیقتر تقسیمبندی ابزار دارند، سیستم DELEM DA-66S امکان برنامهنویسی مستقیم پارامترهای تقسیمبندی را در حالت ماشین (Machine mode) فراهم میکند. در این حالت، اپراتوران میتوانند پارامترهای تقسیمبندی قالبهای سوراخزن و قالبهای برش را در کتابخانه ابزار ویرایش کنند، تا تنظیمات ابزار بهطور کامل نیازهای دقیق فرآیندهای تولید ویژه را برآورده سازند. تسلط بر روش برنامهنویسی تقسیمبندی در کتابخانه ابزار، کلید دستیابی به تمامی قابلیتهای تابع پیکربندی ابزار DELEM DA-66S است.
۱٫۲ نمای ابزار: تنظیم پارامترهای تخصیص
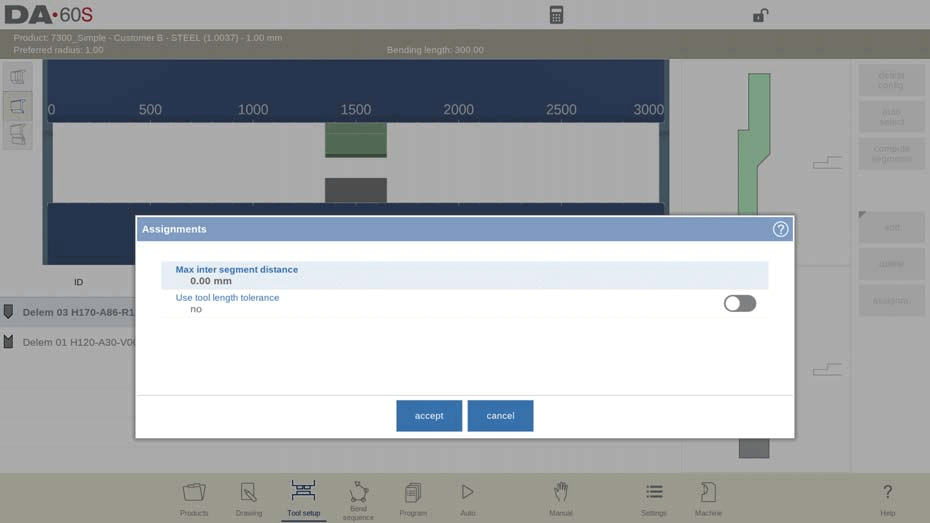
روی دکمهٔ «تخصیصها» در رابط کلیک کنید تا پارامترهای اصلی مورد استفاده در محاسبهٔ تقسیمبندی را مشاهده و تنظیم نمایید. پارامترهای قابل پیکربندی تخصیص عبارتند از:
• بیشینه فاصلهٔ بین قطعات مجاور: حداکثر فاصلهٔ مجاز بین قطعات مجاور ابزار را تعیین کنید؛
• استفاده از تحمل طول ابزار: فعال یا غیرفعال کردن پارامتر تحمل برای کنترل محدودهٔ انحراف مجاز در طول فرآیند تقسیمبندی ابزار.
۱٫۳ نمای تقسیمبندی: تنظیم و مدیریت قطعات
با تغییر به نمای تقسیمبندی، رابط جزئیات قطعات ابزار را بهصورت گرافیکی و لیستی نمایش میدهد و تنها اطلاعات قطعات ابزار انتخابشدهٔ فعلی نمایش داده میشود. اپراتوران میتوانند موقعیت و اندازهٔ هر قطعهٔ جداگانه را در رابط گرافیکی با کشیدن تغییر دهند و لیست بهوضوح ترکیب و جزئیات پارامتری تمام قطعات ابزار فعلی را نمایش میدهد.
لازم به ذکر است که هنگام تنظیم قطعات در نمای تقسیمبندی، سیستم موجودی واقعی این قطعات در انبار را در نظر نمیگیرد؛ سازگان بین طرح تنظیمشده و موجودی واقعی میتواند با اجرای مجدد محاسبهٔ تقسیمبندی بررسی شود. علاوه بر این، تغییر طول ابزار یا نوع ابزار منجر به پاکشدن طرح تقسیمبندی موجود میشود و اپراتور باید پارامترهای تقسیمبندی را مجدداً تولید کند.
۱٫۴ تنظیم پارامترهای قطعه در کتابخانهٔ ابزار
برای اینکه سیستم بتواند از قابلیت ابزار تقسیمشده استفاده کند و طرح تقسیمبندی را بر اساس قطعات موجود واقعی محاسبه کند، ابتدا اپراتورها باید اطلاعات کتابخانهٔ قطعات را تکمیل کنند. این عملیات در ماژول برنامهنویسی ابزار انجام میشود که در حالت ماشین، در بخش تنظیمات ویژگیهای ابزار پانچ و ماتریس قرار دارد.
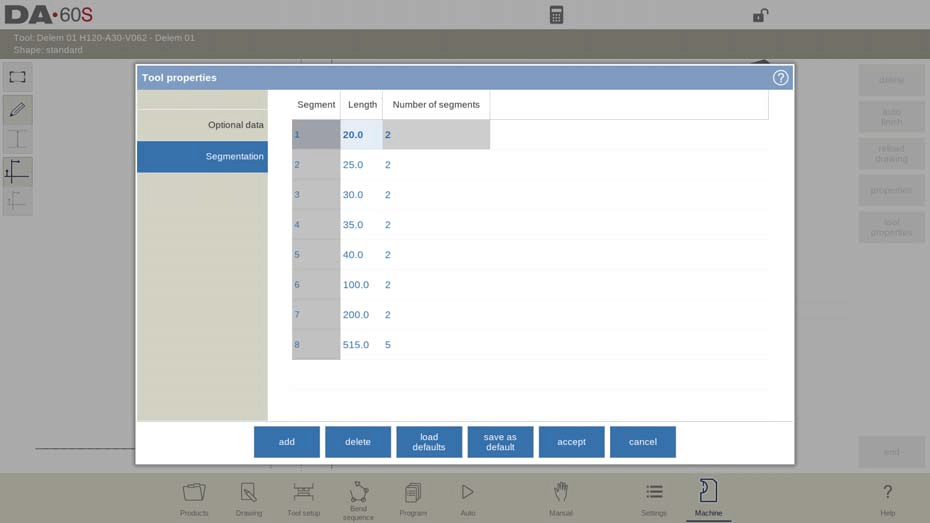
در تنظیمات ویژگیهای هر ابزار، به زبانهٔ تقسیمبندی (Segmentation) بروید؛ در اینجا اپراتورها میتوانند طول قطعهها، شکل اختیاری پاشنه و تعداد موجود قطعهها برای ابزار را برنامهریزی و تنظیم کنند که این امر پایهای برای محاسبهٔ خودکار تقسیمبندی توسط سیستم فراهم میآورد.
۲. انتخاب و تغییر مکان ایستگاههای ابزار
تسلط بر استفاده از نمای ایستگاه (Station view) بخش کلیدی پیکربندی پیشرفتهٔ ابزار روی دستگاه DELEM DA-66S است که عمدتاً برای مدیریت کلی ایستگاههای ابزار به کار میرود و عملکردهای اصلی و نکات اجرایی آن به شرح زیر است:
۱. برجستهسازی و تغییر مکان: در نمای ایستگاه، کل ایستگاه ابزار بهصورت یک واحد قابل برجستهسازی نمایش داده میشود تا اپراتوران بتوانند بهسرعت آن را انتخاب کنند. تغییر مکان ایستگاه ابزار به دو روش امکانپذیر است: برنامهنویسی مستقیم مختصات جدید مکان یا کشیدن ایستگاه به مکان هدف روی رابط بصری؛ این امر انعطافپذیری کلی تنظیمات ابزار را بهطور چشمگیری افزایش میدهد;
۲. تعریف خودکار ایستگاههای ابزار: سیستم بهصورت خودکار ایستگاه ابزار را هنگامی شناسایی و تعریف میکند که ناحیهای همپوشانی بین پانچ و قالب وجود داشته باشد. این همپوشانی میتواند موقعیتی دقیقاً همتراز یا موقعیتی با جابجایی جزئی باشد؛ در هر دو حالت، این ناحیه بهعنوان یک ایستگاه ابزار معتبر شناخته میشود. حتی پیکربندی ویژهای که در آن دو پانچ به یک قالب منفرد مربوط میشوند نیز قابل تعریف بهعنوان یک ایستگاه ابزار است که این امر برای پردازش فرآیندهای خمکاری در شرایط محدودیت فضایی بسیار مفید است.
۳. مدیریت ایستگاههای ابزار: در نمای ایستگاه، اپراتورها میتوانند با استفاده از دکمهٔ «افزودن» یک ایستگاه ابزار موجود را کپی کنند یا با استفاده از دکمهٔ «حذف» یک ایستگاه غیرضروری را از بین ببرند. مهمترین ویژگی این نما این است که تنها ایستگاه ابزار را بهصورت کلی مدیریت میکند و پارامترهای دقیق ابزارهای جداگانهٔ موجود در ایستگاه را تغییر نمیدهد؛ بنابراین تنظیمات کلی سیستم بهصورت کارآمدتری انجام میشود بدون اینکه بر پیکربندی دقیق هر ابزار تأثیری گذاشته شود.
سوالات متداول (FAQ)
سوال ۱: چگونه میتوان در پیکربندی ابزار DELEM DA-66S، راهاندازی کارآمد ابزار را انجام داد؟
پاسخ ۱: برای بیشینهسازی کارایی راهاندازی ابزار، ابتدا به حالت «ترتیب خمکردن» (Bend Sequence) بروید تا سیستم کارآمدترین ترتیب خمکردن را برای وظیفه تولیدی فعلی محاسبه کند؛ سپس از قابلیت «تقسیمبندی ابزار» (tool segmentation) سیستم استفاده کنید تا قطعات ابزار را تنظیم کرده و طول دقیق ابزار مورد نیاز برای فرآیند پردازش را ایجاد کنید. ترکیب این دو قابلیت میتواند زمان راهاندازی را بهطور چشمگیری کاهش داده و کارایی پیکربندی را افزایش دهد.
سوال ۲: چگونه میتوان ایستگاههای ابزار را در پیکربندی ابزار DELEM DA-66S تعریف کرد؟
پاسخ ۲: در سیستم DELEM DA-66S، ایستگاه ابزار بهصورت خودکار توسط سیستم هنگامی تعریف میشود که ناحیهای از همپوشانی بین ضربهزن (punch) و قالب (die) وجود داشته باشد. این تعریف شامل هم موقعیتهای دقیق همپوشانی و هم موقعیتهای همپوشانی جابهجاشده میشود که میتواند بهطور مؤثری با نیازهای پردازشی فرآیندهای خمکردن پیچیده و پیکربندیهای متنوع ابزار سازگار باشد.
سوال ۳: آیا میتوان پارامترهای دقیق یک ابزار تکی را در نمای ایستگاه (Station view) در حین پیکربندی تغییر داد؟
پاسخ ۳: خیر. نمای ایستگاه (Station view) صرفاً برای مدیریت کلی ایستگاههای ابزار استفاده میشود و عملیاتی مانند کپیکردن، حذف و تغییر مکان ایستگاهها را پشتیبانی میکند، اما نمیتواند پارامترهای دقیق ابزارهای تکی را تغییر دهد. این طراحی اطمینان حاصل میکند که تنظیمات کلی ایستگاه ابزار بر روی پیکربندی دقیق هر ابزار تکی تأثیر نگذارد.
نتیجهگیری
پیکربندی دقیق ابزارهای CNC در سیستم DELEM DA-66S، تضمین اصلی دستیابی به عملیات پرессبرک با دقت و بازده بالا است. رعایت دقیق مراحل کلیدی فوق در پیکربندی ابزار، اطمینان حاصل میکند که تنظیمات ابزار کاملاً با نیازهای خاص پردازش محصول سازگار شدهاند و بهطور مؤثری دقت ماشینکاری و بازده تولید دستگاه را ارتقا میبخشد. در تولید روزانه، اپراتورها باید بر اساس شرایط واقعی پردازش و نیازهای قطعهکار، پارامترهای پیکربندی ابزار را بهطور منظم بررسی و تنظیم کنند تا وضعیت بهینه عملیاتی پرессبرک حفظ شود.
برای دریافت بینشهای تخصصی عمیقتر و پشتیبانی فنی مربوط به پیکربندی ابزار DELEM DA-66S، لطفاً بدون هیچ محدودیتی با تیم فنی حرفهای شرکت JUGAO تماس بگیرید. ما متعهدیم تا پشتیبانی جامعی را برای راهاندازی دستگاه و عملیات روزانه شما فراهم کنیم و از انجام بیوقفه کل فرآیند تولید شما اطمینان حاصل نماییم.

