















































احتیاطات در طراحی چیدمان ماشین برش لیزری
با پیشرفت سریع اقتصاد بازار و توسعه سریع فناوری، تکنولوژی برش لیزری به طور گسترده در زمینههای خودرو، ماشینآلات، برق، تجهیزات و لوازم الکتریکی مورد استفاده قرار گرفته است. به طور کلی قبل از استفاده از دستگاه برش لیزری، ما ابتدا نقشههای آماده شده را به برنامه وارد میکنیم، سپس تیم چیدمان با استفاده از این نقشهها، آنها را روی یک صفحه منظم میکند تا دستگاه برش لیزری بتواند محصولات را به صورت انبوه پردازش کند. هرچند فرآیند چیدمان بسیار کوتاه است، اما دانش فراوانی درون آن پنهان است. اگر چیدمان حتی کمی اشتباه باشد، تأثیر بزرگی بر اثر برش کل صفحه خواهد داشت.

نکات زیر در هنگام چیدمان باید مورد توجه قرار گیرند:
۱. ذوب گوشه
هنگام کند کردن سرعت برای برش گوشههای ورق فولادی نازک، لیزر به دلیل داغ شدن بیش از حد، باعث ذوب شدن گوشه میشود و شعاع کوچکی در گوشه ایجاد میکند تا بتوان سرعت برش بالا را حفظ کرد، از ذوب شدن ورق فولادی در هنگام برش گوشه جلوگیری کرد، بدین ترتیب کیفیت خوب برش حاصل شود، زمان برش کاهش یابد و بهرهوری افزایش یابد.
۲. فاصله قطعات
به طور کلی، هنگام برش ورقهای ضخیم و گرم، فاصله بین قطعات باید بیشتر باشد، زیرا گرمای ورقهای ضخیم و گرم تأثیر بیشتری دارد. هنگام برش گوشهها، گوشههای تیز و تصاویر کوچک، آسان است لبهها بسوزند و کیفیت برش را تحت تأثیر قرار دهند.
۳. تنظیم خطوط هدایت
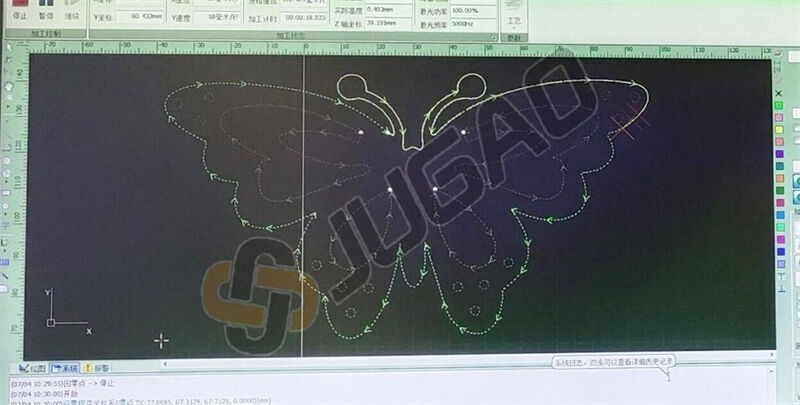
در فرآیند برش ورقهای ضخیمتر، به منظور اتصال مناسب شیار برش و جلوگیری از سوختگی در ابتدا و انتهای آن، معمولاً در دو سر برش خطوط انتقالی رسم میشوند که به ترتیب لید و تیل نامیده میشوند. لید و تیل از نظر خود قطعه بیاهمیت هستند، بنابراین باید در خارج از محدوده قطعه قرار گیرند. همچنین باید دقت شود که لید را در گوشههای تیز و سایر نقاطی که گرما به راحتی دفع نمیشود قرار ندهید. اتصال بین لید و شیار برش در صورت امکان باید به صورت انتقال قوسی ایجاد شود تا حرکت ماشین روان باشد و از سوختگی ناشی از توقف در گوشهها جلوگیری شود.
۴. برش لبه مشترک
ترکیب دو یا چند قطعه با یک لبه مشترک، در حد امکان از اشکال منظم به تعداد زیاد استفاده کنید. برش لبه مشترک میتواند زمان برش را به میزان قابل توجهی کاهش دهد و مواد اولیه را صرفهجویی کند.
۵. برخورد قطعات
برای به حداکثر رساندن کارایی تولید، بسیاری از تجهیزات برش لیزری بهصورت مداوم ۲۴ ساعته کار میکنند و از دستگاههای خودکار/بارگیری بدون نیروی انسانی استفاده میکنند. آنها ممکن است هنگام برخورد با قطعات واژگونشده پس از برش، سر برش را آسیب ببینند و تولید را متوقف کنند و خسارات زیادی ایجاد شود. این موضوع نیازمند آن است که شما در هنگام مرتبسازی دقت کنید تا مسیر برش مناسبی را انتخاب کنید، از قطعاتی که قبلاً برش داده شدهاند دور بزنید، برخوردها را کاهش دهید، بهترین مسیر برش را انتخاب کنید، زمان برش را کاهش دهید و بهصورت خودکار یا دستی چندین قطعه کوچک را با اتصالات بسیار کوچک با هم ترکیب کنید. پس از برش، قطعاتی که خارج شدهاند میتوانند به راحتی این اتصالات کوچک را قطع کنند.
۶. پردازش مواد باقیمانده
پس از برش قطعات، مواد باقیمانده شبیه به اسکلت که روی میز کار تجهیزات برش لیزری قرار دارد را باید در اسرع وقت برداشت تا عملیات برش بعدی تسهیل شود. برای تجهیزات برش لیزری که دستگاه تخلیه خودکار ندارند، میتوان مواد باقیمانده شبیه به اسکلت را به قطعات کوچکتری برش زد تا سریعتر برداشته شوند و این امر موجب جلوگیری از آسیبهای شخصی به اپراتور ناشی از حرکت دادن مواد سنگین و تیز لبه باقیمانده میشود.
موارد فوق، برخی از نکات احتیاطی هنگام صفحهآرایی با دستگاههای برش لیزری هستند. محصولات اصلی JUGAO CNC MACHINE شامل دستگاههای برش لیزری، دستگاههای خمکاری هیدرولیکی CNC، دستگاههای جوش لیزری، دستگاههای برش ورق و دستگاههای خمکاری لوله میشود که در صنایع پردازش ورق فلزی، جعبههای شاسی، روشنایی، تلفن همراه، الکترونیک مصرفی (3C)، ظروف آشپزخانه، تجهیزات حمام، ماشینکاری قطعات خودرو و صنایع فلزی کاربرد دارند. خوش آمدید تا مشاوره آنلاین بگیرید و اطلاعات بیشتری درباره این ماشینآلات کسب کنید.

