















































عوامل مؤثر و ارزیابی عملکرد برش لیزری
در بازار تجهیزات پردازش لیزری، برش لیزری به عنوان یک فناوری کاربردی مهم برجسته شده است. در سال 2024، حدود 3000 دستگاه برش لیزری در چین فروخته شد که نشاندهنده روند رو به رشد جایگزینی ابزارهای سنتی مانند قیچیها و دستگاههای سوراخکننده است. پس از گسترش چشمگیر استفاده از لیزر در حکاکی، بازار دستگاههای برش لیزری با توان بالا که دارای سرعت برش بالا، دقت زیاد، توانایی برش ورقهای ضخیم و قالبهای بزرگ هستند، شاهد رشد قابل توجهی خواهد بود.

عوامل کلیدی موثر بر برش لیزری
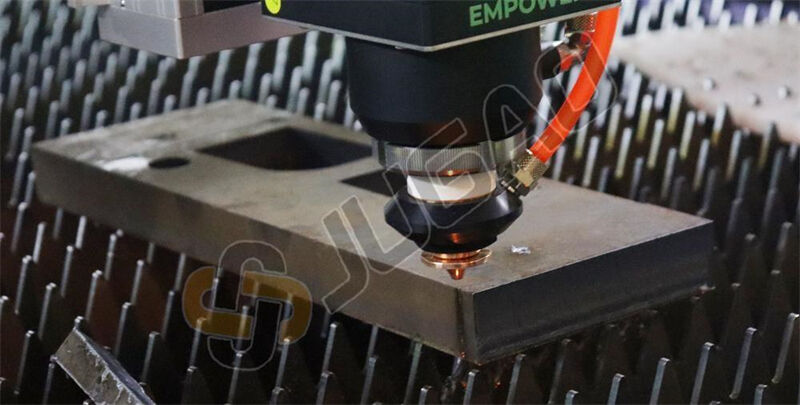
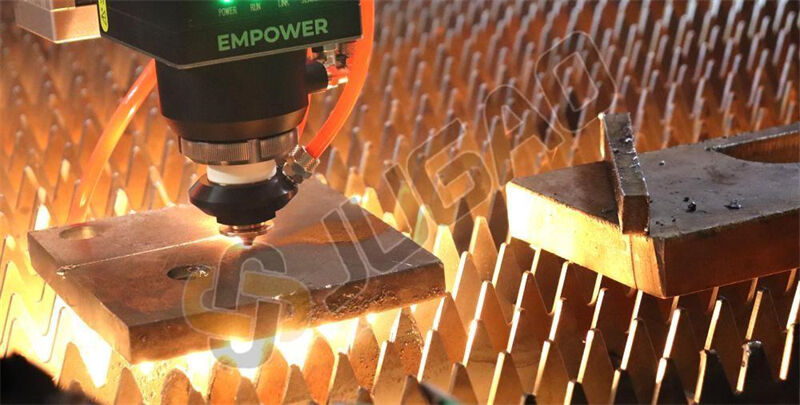
در حین برش لیزری، پرتو لیزر منتشر شده از منبع لیزر توسط سیستم عدسی سر برش همگام و کانونی میشود و به یک نقطه ظریف (لکه کانونی) تبدیل میشود. اپراتورها باید مطمئن شوند که پرتو لیزر دقیقاً با نازل هم تراز است و فاصله نازل تا ماده را بر اساس ضخامت ماده تنظیم کنند. گاز با فشار بالا از نازل خارج میشود و در کنار هم با پرتو لیزر فرآیند برش را تکمیل میکنند. عوامل اصلی مؤثر شامل:
1. قطر لکه کانونی
قطر کوچکتر منجر به برش باریکتری میشود اما ضخامت برش را محدود میکند.
قطر بزرگتر اجازه میدهد برشهای ضخیمتری انجام شود اما شیار برش گشتر خواهد بود.
2. موقعیت کانونی
اندازه لکه روی سطح ماده و شکل برش را تعیین میکند.
موقعیت بهینه به نوع و ضخامت ماده بستگی دارد.
3. توان لیزر
بر ضخامت ماکسیمم ماده قابل برش تأثیر میگذارد.
روی کارایی فرآوری و میزان تغییر شکل حرارتی تأثیر دارد.
4.سرعت برش
باید با توان و دبی گاز متعادل شود.
خیلی کند: برش ناقص یا حالت بریدگی زیاد.
خیلی سریع: کاهش کیفیت برش یا عدم نفوذ کامل.
5.قطر نازل
نازلهای کوچک برای مواد نازک مناسبتر هستند.
نازلهای بزرگتر برای مواد ضخیمتر مناسبترند.
6.گاز کمکی
خالصبودن گاز تأثیر مستقیم در تشکیل حالت بریدگی و اکسیداسیون سطح برش دارد.
مواد نازکتر به فشار بالاتر گاز برای برش مؤثر نیاز دارند.
7.حالت پرتو
پرتوهای تکنُمایی (در زیر ۱۵۰۰ وات) در برش ورقهای نازک عملکرد بهتری دارند.
پرتوهای چندنُمایی (بالای ۱۵۰۰ وات) دارای اندازه لکه بزرگتر و توزیع انرژی یکنواختتری هستند و برای برش ورقهای ضخیم مناسب میباشند.
شاخصهای عملکرد برش لیزری
تجهیزات برش لیزری با فراهم کردن سرعت، دقت و کیفیت بالا، به نیازهای پیچیده صنایع مختلفی مانند خودرو، هوافضا، بهداشت و درمان، پلاستیک، الکترونیک و نساجی پاسخ میدهد. اثربخشی برش لیزری را میتوان بر اساس معیارهای زیر ارزیابی کرد:
۱.زبری سطح
لبه برش دارای خطوط نوسانی است؛ خطوط نوسانی کمعمقتر نشاندهنده زبری کمتر و سطح صافتری میباشد.
مواد نازکتر عموماً زبری کمتری ایجاد میکنند.
استفاده از گاز نیتروژن یا آرگون برشهای صافتری نسبت به اکسیژن فراهم میکند.
۲.عمودی برش
واگرایی پرتو متمرکز باعث تغییراتی در اندازه لکه به طول ضخامت ماده میشود و منجر به انحراف از زاویه کاملاً 90 درجه میگردد.
مواد نازکتر و کیفیت بالاتر پرتو، عمودی بودن را بهبود میبخشد.
موقعیت کانونی نسبت به ضخامت ماده نیز نقش مهمی ایفا میکند.
۳. تشکیل دانه (Burr Formation)
برشهای با کیفیت باید فاقد دانه باشند تا پردازش بعدی به حداقل برسد.
دانه تحت تأثیر پارامترهای فرآیند، نوع ماده و کیفیت پرتو قرار میگیرد.
۴. تغییر شکل حرارتی (Thermal Deformation)
به عنوان یک فرآیند حرارتی، برش لیزری به طور اجتنابناپذیر باعث تغییر شکل ماده میشود.
کاهش تغییر شکل بسیار مهم است، به خصوص برای مواد نازک.
سرعت برش بالاتر، شیارهای باریکتر و نرخ جریان گاز بیشتر تغییر شکل را کاهش میدهند.
کاربردها و تجهیزات
برش لیزری به طور گسترده برای انجام وظایف دقیق مانند:
برش ظریف برنج.
برش فولاد زنگ نزن ۳۰۴.
پردازش فولاد کربنی.
به عنوان مثال، لیزرهای الیافی تکمد صفر شونده با آب JUGAO Laser با توان ۵۰۰ تا ۳۰۰۰ وات دارای قدرت بالا، کیفیت عالی پرتو، عملکرد بدون نیاز به نگهداری و راندمان بالای الکترواپتیکی هستند. این لیزرها برای برش، جوشکاری و سوراخکاری فلزاتی مانند فولاد ضد زنگ، فولاد کربنی، آلومینیوم و مس مناسب هستند و کاربردهای آنها شامل ساخت و تولید ورق فلزی، پردازش قطعات فلزی، تولید لوازم خانگی و صنعت خودرو است.
محصولات اصلی ماشینآلات CNC JUGAO شامل ماشینهای برش لیزری، ماشینهای Hidraulic CNC خمشی، ماشینهای جوشکاری لیزری، ماشینهای قطع و ماشینهای خمش لوله میشود که در پردازش فلزات نازک، چارپاها، نورپردازی، موبایل، 3C، آشپزخانه، حمام، قطعات خودرو و صنایع سختافزاری استفاده میشوند. برای یادگیری بیشتر اطلاعات مربوط به ماشین، از راههای آنلاین برای مشورت استفاده کنید.

