















































چگونه نابالانسی فشار را در دستگاه تاشو تنظیم کنیم
آیا با چالشهای ناشی از زوایای خمکاری ناسازگار در دستگاه NC پرسفرس (Press Brake) خود مواجه هستید؟ درک عوامل ایجادکننده و اجرای راهکارهای هدفمند میتواند به شما کمک کند تا نتایج دقیق و قابل تکرار به دست آورید. روشهای اصلی تنظیم عدم تعادل فشار در پرسفرس شامل حل عوامل خارجی و داخلی دستگاه میشود. ابتدا لازم است علت ایجاد عدم تعادل فشار مشخص شود، که معمولاً شامل عوامل خارجی و عوامل داخلی ماشین میباشد. عوامل خارجی مانند وجود اجسام سنگین در مجاورت دستگاه میتواند منجر به اعمال نیروی نابرابر روی سُوِیچهای دو طرف سیلندر کاری شود، در حالی که عوامل داخلی ماشین ممکن است به دلیل این باشد که دو سیلندر کاری فشار را از دو انتهای دسته وارد میکنند، بدین ترتیب مرکز ثقل کاری به سمت مرکز منحرف شده و باعث تأثیر روی شکلدهی و عملیات بعدی محصول میشود.
راه حل
عوامل خارجی را حل کنید: اشیاء سنگینی را که عملکرد دستگاه تاشو را تحت تأثیر قرار میدهند، بردارید و اطمینان حاصل کنید که سُرَتهای دو طرف سیلندر کاری به طور یکسان تحت فشار قرار گرفتهاند.
عوامل ذاتی دستگاه را حل کنید: از روشهای جبران انحنا و جبران فشار استفاده کنید و مقدار تغییر شکل را در جهتی مخالف با جهت تغییر نیرو روی صفحه کار قرار دهید تا بتوانید جبرانسازی متغیری برای سُرَت و صفحه کار فراهم کنید، به این ترتیب توزیع فشار سُرَتهای دو طرف سیلندر کاری دستگاه تاشو یکنواختتر شود.
مراحل خاص
تنظیم عوامل خارجی:
اشیاء سنگینی را که عملکرد دستگاه تاشو را تحت تأثیر قرار میدهند، بردارید.
اطمینان حاصل کنید که هیچ جسم خارجیای روی بدنه دستگاه تاشو وجود ندارد و همواره وضعیت کاری دستگاه را زیر نظر داشته باشید تا از بروز عدم تساوی فشار در دو طرف جلوگیری شود.
تنظیم عوامل داخلی دستگاه:
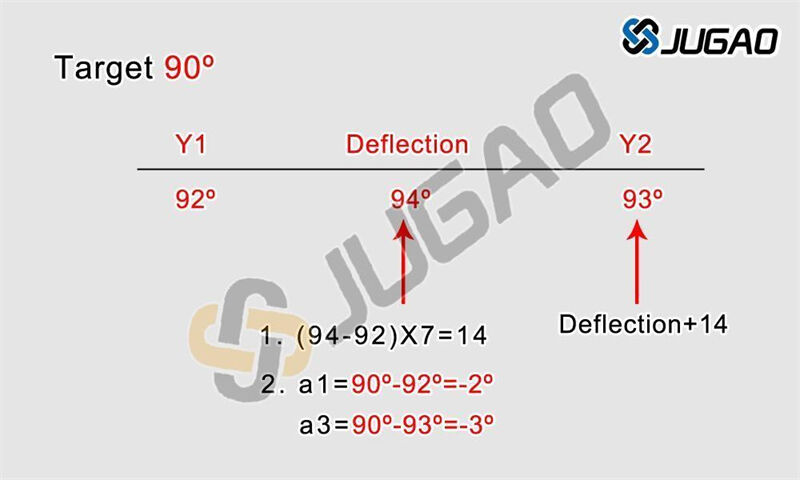
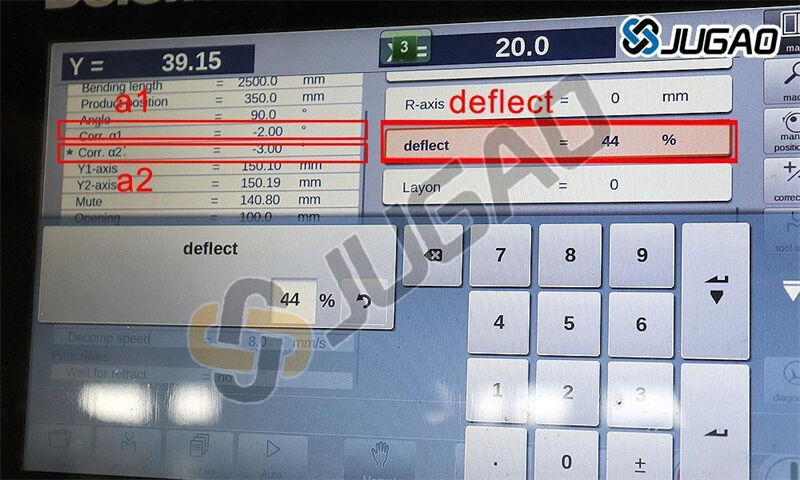
مقدار تغییر شکل را در جهت مخالف نیروی تغییر شکل روی صفحه کار بین لغزنده و قالب بالایی دستگاه خمکننده قرار دهید تا انحناء جبران شود.
از جبران هیدرولیکی و جبران مکانیکی برای دستیابی به جبران فشار استفاده کنید.
شکل زیر را به عنوان مثال در نظر بگیرید

بررسی و تراز کردن ابزارها
ابزارهای ناهمتراز یا فرسوده اغلب عامل ایجاد اختلاف زاویه هستند. اطمینان حاصل کنید قالبهای بالایی و پایینی بهدرستی تراز شدهاند و دچار آسیب نشدهاند. برای حفظ دقت، قطعات فرسوده را تعویض کنید.

ریکالیبره کردن کنترلکننده CNC
با گذشت زمان، کنترلکننده دستگاه ممکن است از تنظیمات اولیه منحرف شود. سیستم CNC را مجدداً کالیبره کنید تا اطمینان حاصل شود دستورات خمکنی را بهدرستی تفسیر و اجرا میکند.
یکنواختی ماده را تأیید کنید
تغییرات در ضخامت ماده، سختی یا جهت دانه میتواند بر نتایج خمکنی تأثیر بگذارد. خواص ماده را بررسی کنید و قبل از ادامه فرآیند خمکنی یکنواختی آن را تضمین کنید.
انجام نگهداری دورهای
نگهداری روتین، از جمله روانکاری، بازرسی سیستم هیدرولیک و بازرسیهای مکانیکی، میتواند بسیاری از مشکلات را قبل از بروز پیشبینی کند. ماشینآلات با نگهداری مناسب بهصورت مطمئنتری کار میکنند.
تنظیم دقیق تنظیمات ماشین
پارامترهایی مانند سرعت خم کردن، فشار و موقعیت گیج عقبی را برای بهینهسازی عملکرد با توجه به مواد و طراحیهای خاص تنظیم کنید.
رفع اشکال در سناریوهای متداول
یکی از مشکلات متداول در دستگاههای تاشوی NC هیدرولیک، زاویههای نامنظم در طول خط خم یکسان است. به عنوان مثال، زاویه مورد نظر 90° ممکن است در یک طرف 89° و در طرف دیگر 91° شود. این مشکل اغلب ناشی از توزیع نامساوی فشار یا عدم ترازی است.

با بررسی منظم تراز ابزار، کالیبراسیون کنترلکننده و بازرسی مواد، میتوانید دقت عملیات خم کردن خود را بازیابی کنید.
احتیاطات
* قبل از استفاده از دستگاه تاشو، مطمئن شوید که روی بدنه ماشین هیچ جسم خارجی وجود ندارد و همواره وضعیت کاری دستگاه را در حین کار رصد کنید.
* بهطور منظم دستگاه تاشوی هیدرولیکی (پرس نوار) را تمیز و نگهداری کنید تا از تکرار خرابیها بکاهید.
* دستورالعملهای عملیاتی خاص را در راهنمای سازنده دنبال کنید تا مطمئن شوید تنظیمات به صورت ایمن و مؤثر انجام میشوند.
نتیجهگیری
برای حفظ زاویههای خم یکنواخت، ترکیبی از تنظیم صحیح ماشین، نگهداری منظم و توجه به جزئیات مادهٔ کار لازم است. این روشهای بهترین عملکرد را دنبال کنید تا خطاهای احتمالی را به حداقل برسانید و کارایی دستگاه پرس نوار عددی (NC press brake) خود را افزایش دهید.

