















































نکات متخصصانه مدیریت ابزار CYBELEC CybTouch 12
فهرست مطالب
• مقدمه
• پیکربندی پانچ
• ایجاد و اصلاح پانچ بهصورت گامبهگام
• پیکربندی دای
• ایجاد و اصلاح دای بهصورت گامبهگام
• قراردادن نامگذاری استاندارد ابزارها
○ قوانین نامگذاری پانچ
○ قوانین نامگذاری دای
• نحوهٔ عملکرد و ایمنی خطکش عقبی
• سؤالات متداول (FAQ)
○ چگونه عملکرد مدیریت ابزار سیستم CYBELEC CybTouch 12 را بهینهسازی کنیم؟
○ در صورتی که سیستم نتواند ابزاری را شناسایی کند، چه اقدامی باید انجام داد؟
○ آیا تنظیمات ابزار در این سیستم قابل شخصیسازی هستند؟
• نتیجهگیری
مدیریت کارآمد ابزار، سنگ بنای عملیات ماشینکاری CNC بدون وقفه است و تسلط بر این موضوع در سیستم CYBELEC CybTouch 12، کلید ارتقای دقت و بهرهوری در فرآیندهای کار با فلز محسوب میشود. این راهنما استراتژیهای عملی و قابل اجرا برای مدیریت ابزار روی پلتفرم CybTouch 12 ارائه میدهد و برای هر دو گروه کاربران جدید که با سیستم آشنا میشوند و اپراتورهای باتجربهای که به دنبال بهینهسازی جریانهای کاری خود هستند، طراحی شده است. با پیروی از این دستورالعملها، شما ظرفیت کامل قابلیتهای مدیریت ابزار این سیستم را آزاد کرده و خطاهای احتمالی در فرآیندهای خمکاری خود را به حداقل میرسانید.
معرفی
ماژول مدیریت ابزار در سیستم CYBELEC CybTouch 12 به کاربران امکان میدهد تا ابزارهای ماشین را ایجاد و پیکربندی کنند—که این امر گامی ضروری برای محاسبه و اجرای دقیق خمکاری است. پس از انتخاب و تنظیم مناسب پانچ و ماتریس، اپراتورها تنها نیاز دارند زاویهٔ مورد نظر برای خمکاری و طول بال (L) را وارد کنند. سپس سیستم CybTouch 12 بهصورت خودکار موقعیتهای دقیق محورهای X و Y را که برای انجام خم لازم است، محاسبه میکند و این امر دقت یکنواخت را در تمام عملیات ماشینکاری تضمین مینماید.
پیکربندی پانچ
دستورالعملهای انتخاب اولیه
برای انتخاب یک پانچ از پیش پیکربندیشده، از طریق کتابخانهٔ پانچ سیستم با استفاده از دکمههای فلش روی رابط کاربری حرکت کنید، سپس به صفحهٔ عددی خم بازگشته و انتخاب خود را اعمال کنید.
ایجاد و ویرایش گامبهگام پانچ
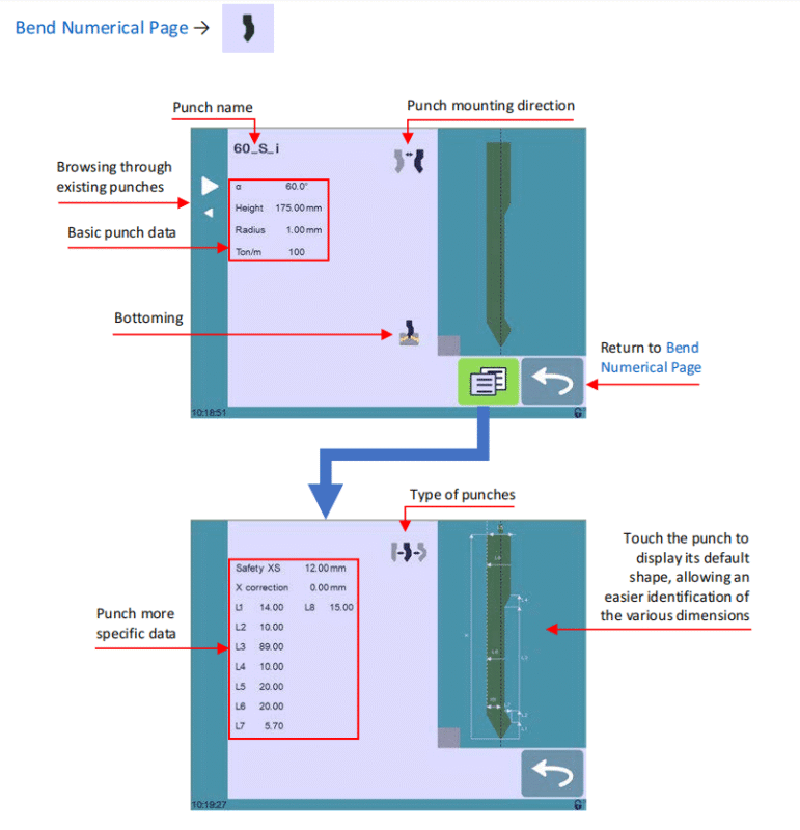
اگر هنوز هیچ پانچی در سیستم ایجاد نشده باشد، فیلد پانچ برچسب پیشفرض «???» را نمایش میدهد. برای کتابخانههای موجود پانچ، سیستم بهصورت خودکار آخرین پانچ استفادهشده (مثلاً ۶۰_S_i) را انتخاب میکند؛ توجه داشته باشید که هرگونه تغییر اعمالشده، پانچ اصلی را بازنویسی نمیکند، زیرا تنظیمات ویرایششده تحت یک نام سفارشی جدید ذخیره میشوند. برای ایجاد یا ویرایش یک پانچ، این ۱۳ مرحله را دنبال کنید:
۱. روی آیکون پانچ ضربه بزنید تا رابط پیکربندی جزئیات پانچ باز شود.
۲. پارامترهای فیزیکی اصلی پانچ جدید را وارد کنید: زاویه پانچ (α)، ارتفاع، شعاع و تن در متر (Ton/m).
۳. از دکمه جهت نصب پانچ برای معکوس کردن پانچ استفاده کنید، در صورتی که تنظیمات ماشینکاری این کار را لازم میدانند.
۴. روی آیکون بوتمینگ (Bottoming) ضربه بزنید تا پانچ بهعنوان ابزار مقاوم در برابر سایش برای عملیات بوتمینگ علامتگذاری شود.
۵. روی دکمه منو ضربه بزنید تا به صفحه «بیشتر» برای تنظیمات پیشرفته پارامترها دسترسی پیدا کنید.
۶. از آیکون نوع پانچها برای انتخاب نوع ساختاری پانچ استفاده کنید: مستقیم، عادی یا گوزنک (gooseneck).
۷. برای وارد کردن مقادیر ابعادی دقیق (L1 تا Lx) به نمایش گرافیکی ابزار در سمت راست صفحه نمایش مراجعه کنید. با لمس تصویر گرافیکی، چیدمان پیشفرض ابعادی ابزار بارگذاری میشود که شناسایی و وارد کردن هر پارامتر را سادهتر میکند.
استانداردهای ابعادی L1 تا Lx مشابه استانداردهای بهکاررفته در سیستمهای PC 1200، DNC 880S و ModEva هستند. برای استفاده از ابزار در سیستمهای مختلف، فهرست پارامترها را از PC1200 خروجی بگیرید و از آن برای برنامهریزی CybTouch 12 استفاده کنید — ما توصیه میکنیم برای حفظ یکپارچگی، نامهای یکسانی را برای ابزارهای یکسان در تمام سیستمها اختصاص دهید.
۸. مقادیر حیاتی ایمنی و کالیبراسیون را وارد کنید:
○ ایمنی XS: فاصلهٔ ایمن بین پانچ و خطکش عقب در جهت محور X.
○ اصلاح X: مقدار کالیبراسیون برای جبران هرگونه عدم ترازی در پانچ.
۹. به صفحهٔ پیکربندی قبلی بازگردید (برای ذخیرهٔ هرگونه پیکربندی ابزار در سیستم، رمز عبور دسترسی سطح ۲ مورد نیاز است).

۱۰. نام فعلی پانچ را لمس کنید (مثلاً ۶۰_S_i) تا فرآیند ذخیرهسازی آغاز شود.
۱۱. گزینهٔ «ذخیره کردن پانچ» را انتخاب کنید تا پارامترهای ابزار موجود جایگزین شوند، یا گزینهٔ «ذخیره کردن پانچ بهعنوان» را انتخاب کنید تا پانچ اصلاحشده یا جدید با نامی منحصربهفرد ذخیره شود.
۱۲. از صفحهکلید حروفی-عددی سیستم برای وارد کردن نام جدید پانچ استفاده کنید و در این کار از قراردادهای استاندارد نامگذاری که در بخش بعدی توضیح داده شدهاند پیروی نمایید.
۱۳. روی دکمهٔ
«بازگشت» ضربه بزنید تا به صفحهٔ اصلی برنامه بازگردید؛ پانچ تازه ذخیرهشده بهصورت پیشفرض انتخاب میشود و آمادهٔ استفاده فوری در عملیات ماشینکاری خواهد بود.
پیکربندی ماتریس
دستورالعملهای انتخاب اولیه
انتخاب ماتریس به همان روش انتخاب پانچ انجام میشود: از طریق دکمههای پیمایش، کتابخانهٔ پیشذخیرهشدهٔ ماتریسهای سیستم را مرور کنید، سپس به صفحهٔ عددی خم بازگشته و انتخاب خود را تأیید نمایید.
ایجاد و اصلاح گامبهگام ماتریس
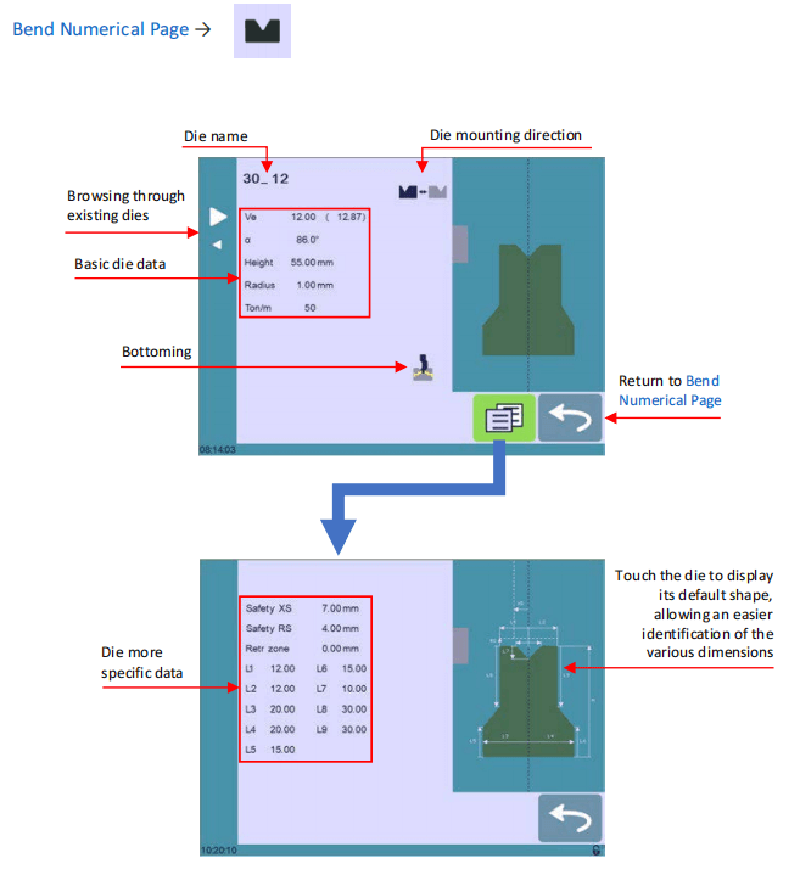
اگر هیچ قالبی در سیستم پیکربندی نشده باشد، فیلد قالب «???» نمایش داده میشود؛ برای کتابخانههای موجود قالب، سیستم آخرین قالب استفادهشده (مثلاً ۳۰_۱۲) را بارگذاری میکند. تغییرات اعمالشده روی یک قالب موجود، پارامترهای اصلی آن را تحت تأثیر قرار نمیدهد، زیرا تمام تغییرات با نام جدیدی ذخیره میشوند. مراحل ۱۲گانه زیر را برای ایجاد یا ویرایش یک قالب تکمیل کنید:
۱. روی آیکون قالب ضربه بزنید تا رابط پیکربندی جزئیات قالب باز شود.
۲. پارامترهای فیزیکی اصلی قالب جدید را وارد کنید: عرض قالب (Ve)، زاویه (α)، ارتفاع، شعاع و تندریک به ازای هر متر (تن/متر).
۳. از دکمه جهت نصب قالب برای معکوس کردن قالب در صورت نیاز برای راهاندازی ماشینکاری استفاده کنید.
۴. آیکون بوتمینگ (Bottoming) را انتخاب کنید تا قالب بهعنوان ابزار مقاوم در برابر سایش برای فرآیندهای بوتمینگ طبقهبندی شود.
۵. روی دکمه MENU ضربه بزنید تا صفحه «بیشتر» برای تنظیمات پیشرفته ابعادی و ایمنی باز شود.
۶. برای وارد کردن ابعاد دقیق (L1 تا Lx)، به نمایش گرافیکی قالب در سمت راست صفحه نمایش مراجعه کنید. با لمس این تصویر، چیدمان ابعاد پیشفرض قالب نمایش داده میشود تا وارد کردن مقادیر دقیق آسانتر شود.
ابعاد L1 تا Lx برای قالبها، مانند سنبهها، با استانداردهای سیستمهای PC 1200، DNC 880S و ModEva هماهنگ هستند. برای سازگاری ابزار بین سیستمها، پارامترهای قالب را از PC1200 صادر کنید و از آنها در برنامهریزی CybTouch 12 استفاده نمایید و نامهای یکسانی را برای قالبهای یکسان در تمام سیستمها به کار ببرید.
۷. مقادیر پیشرفته ایمنی و عملیاتی را وارد کنید:
○ ایمنی XS: فاصله ایمن بین قالب و خطکش عقب در جهت محور X.
○ ایمنی RS: فاصله ایمن بین قالب و خطکش عقب در جهت محور R.
○ منطقه بازگشت: منطقه از پیش تعیینشده بازگشت قالب در حین عملیات.
۸. به صفحه پیکربندی قبلی بازگردید (برای ذخیرهسازی پیکربندیهای قالب، وارد کردن رمز عبور سطح ۲ الزامی است).
۹. روی نام فعلی قالب (مثلاً ۳۰_۱۲) لمس کنید تا فرآیند ذخیرهسازی آغاز شود.
۱۰. گزینهٔ «ذخیره کردن قالب» را انتخاب کنید تا پارامترهای اصلی قالب بازنویسی شوند، یا گزینهٔ «ذخیره کردن قالب بهعنوان» را برای ذخیرهسازی قالب جدید/ویرایششده با نامی سفارشی انتخاب کنید.
۱۱. از صفحهکلید حروفعددی برای وارد کردن نام جدید قالب استفاده کنید و قوانین استاندارد نامگذاری سیستم را رعایت نمایید.
۱۲. روی دکمهٔ
«بازگشت» ضربه بزنید تا به صفحهٔ اصلی برنامه بازگردید؛ قالب تازه ذخیرهشده بهصورت پیشانتخاب شده در دسترس خواهد بود و آمادهٔ استفادهٔ فوری است.
قوانین استاندارد نامگذاری ابزارها
اجرا کردن یک سیستم یکنواخت نامگذاری برای پانچها و قالبها برای مدیریت کارآمد ابزارها در سیستم CYBELEC CybTouch 12 امری حیاتی است. یک سیستم نامگذاری شفاف و یکنواخت امکان شناسایی سریع و دقیق هر ابزار موجود در کتابخانه را فراهم میکند؛ همچنین تیمها میتوانند بر اساس نیازهای تولیدی خاص خود، قوانین سفارشی اضافی را تعریف کنند تا کارایی سازمانی را بیشتر افزایش داده و خطاهای ناشی از انتخاب ابزار را کاهش دهند.
قوانین نامگذاری پانچها
نام پانچها باید از سه بخش متوالی تشکیل شود: زاویهٔ پانچ → نوع پانچ → وضعیت وارونهبودن.

مخففهای انواع پانچ:
• N = عادی
• S = مستقیم
• G = گوسنک
مخفف معکوسسازی:
• i = معکوسشده (در صورتی که قالبزن (پانچ) در موقعیت پیشفرض غیرمعکوس قرار دارد، این مخفف حذف میشود)
نمونهها: ۹۰_N_i، ۶۰_G، ۳۰_S
قوانین نامگذاری قالبها
نامگذاری قالبها نیز بهصورت ساختارمندی مشابه قالبزنها انجام میشود که شامل سه مؤلفه اصلی است: عرض قالب (بعد Ve) → زاویه قالب → وضعیت معکوسسازی. برای قالبها نیز از همان مخفف معکوسسازی (i = معکوسشده) استفاده کنید و در صورت قرارگیری قالب در موقعیت پیشفرض نصب، این مخفف را حذف نمایید.
نمونهها: ۱۲_۸۶_i، ۱۶_۸۶، ۲۰_۳۰
عملکرد و ایمنی خطکش عقبی (Back Gauge)
عملکرد چرخه خطکش عقبی (Back-gauge cycle function) ویژگی حیاتیای برای مدیریت ایمن و کارآمد ابزارها روی دستگاه CYBELEC CybTouch 12 است که بهطور خاص برای تنظیمات خطکش عقبی طراحی شده است. این عملکرد خطکشهای عقبی را بهطور کامل به جلو حرکت میدهد تا اپراتوران بتوانند بدون قرار دادن دست یا بازوی خود بین ابزارهای دستگاه، کالیبراسیونها و تنظیمات لازم را انجام دهند؛ بنابراین یکی از خطرات اصلی ایمنی در فرآیند ماشینکاری را از بین میبرد.
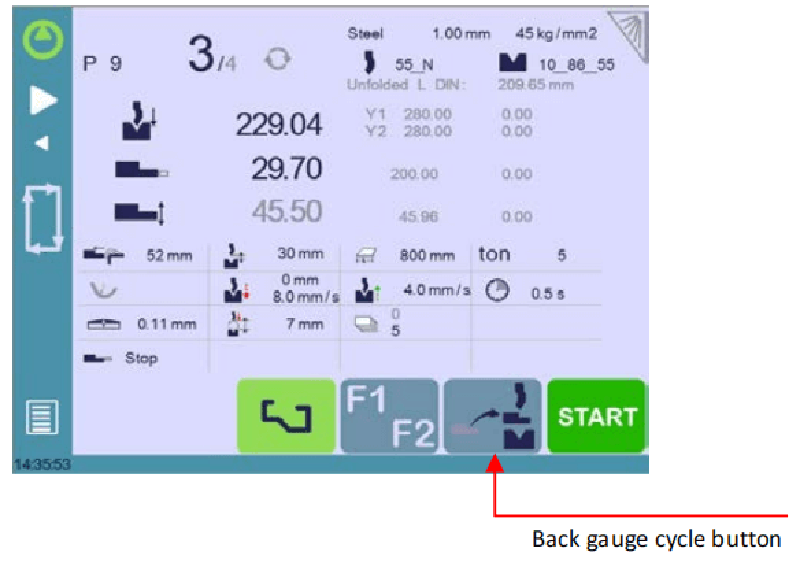
یادداشت مهم: قابلیت مشاهده و دسترسی به عملکرد چرخهٔ پشتمتر (Back-Gauge) بستگی به پیکربندی فعلی دستگاه و وضعیت ایندکسینگ آن دارد و ممکن است در تمام حالتهای کاری در دسترس نباشد.
روش انجام گامبهگام عملکرد چرخهٔ پشتمتر
۱. اطمینان حاصل کنید که دستگاه بهدرستی ایندکس شده است؛ در صورت تکمیل نشدن ایندکسینگ، دکمهٔ چرخهٔ پشتمتر خاموش (رنگ خاکستری) شده و غیرفعال خواهد بود.
۲. برای فعالسازی این عملکرد، دکمهٔ چرخهٔ پشتمتر را به مدت بیش از ۲ ثانیه فشار دهید و نگه دارید.
۳. پشتمترها به موقعیت جلویی کامل خود — یعنی بین سنبه و قالب — حرکت میکنند. اگر تیر دستگاه در نقطهٔ بالاترین مرگ (TDC) قرار نداشته باشد، ابتدا بهطور کامل به سمت بالا حرکت کرده و سپس پشتمترها شروع به حرکت میکنند.
۴. پس از اتمام تمام تنظیمات پشتمتر، دوباره روی دکمهٔ چرخه کلیک کنید تا این عملکرد غیرفعال شود، سپس دکمهٔ START را فشار دهید تا عملیات عادی دستگاه از سر گرفته شود.
سوالات متداول (FAQ)
چگونه عملکرد مدیریت ابزار CYBELEC CybTouch 12 را بهینهسازی کنیم؟
برای عملکرد اوج ماژول مدیریت ابزار CybTouch 12، مطمئن شوید که هر ابزاری در کتابخانه بهدرستی شناسایی شده و کاملاً با دادههای فیزیکی و عملیاتی بهروز پارامتردهی شده است. بررسیهای منظمی از دقت دادههای ابزار انجام دهید و سازگانی بین تنظیمات ابزار و پیکربندی کلی ماشین را تأیید کنید؛ این امر ادغام بیوقفه بین ابزارها و عملیات ماشینکاری را تضمین کرده و زمان ایستوفاق را به حداقل میرساند.
چه کاری باید انجام داد وقتی سیستم نتواند ابزاری را تشخیص دهد؟
اگر سیستم CYBELEC CybTouch 12 نتواند یک پانچ یا ماتریس را شناسایی کند، ابتدا مطمئن شوید که ابزار بهدرستی در ماشین قرار گرفته و از نظر مکانیکی همتراز شده است. سپس پارامترهای ابزار را در رابط مدیریت ابزار سیستم بررسی کنید و در صورت لزوم دادههای نادرست را دوباره وارد یا اصلاح نمایید. در نهایت، مطمئن شوید که نرمافزار سیستم به جدیدترین نسخه بهروزرسانی شده تا هرگونه مشکل احتمالی ناشی از عدم سازگانی بین نرمافزار و ابزار حل گردد.
آیا تنظیمات ابزار در این سیستم قابل سفارشیسازی هستند؟
بله، امکان سفارشیسازی کامل تنظیمات ابزار روی دستگاه CYBELEC CybTouch 12 فراهم است. برای تنظیم تمام پارامترهای مرتبط — از جمله ابعاد فیزیکی پانچ و دای، نوع ماده قطعه کار و مقادیر جبرانی — به رابط مدیریت ابزار دسترسی پیدا کنید تا تنظیمات با نیازهای خاص عملیات ماشینکاری شما همسو شوند. همیشه مطمئن شوید که تمام تنظیمات سفارشیشده بهدرستی در سیستم ذخیره شدهاند تا نتایج یکنواختی در طول دورههای تولید حاصل گردد.
نتیجهگیری
تسلط بر قابلیتهای مدیریت ابزار دستگاه CYBELEC CybTouch 12 مستلزم درک روشنی از عملکردهای اصلی سیستم، داشتن کتابخانهای منظم از ابزارها و نگهداری و بهروزرسانی مداوم تمام پیکربندیهای ابزار است. با اجرای راهنمای گامبهگام، قراردادهای نامگذاری و پروتکلهای ایمنی ارائهشده در این راهنما، میتوانید جریان کار ماشینکاری CNC خود را بهینه کرده، خطاهای عملیاتی را بهطور چشمگیری کاهش داده و هم دقت و هم کارایی فرآیندهای کار با فلزات خود را ارتقا دهید.
برای دریافت پشتیبانی شخصیسازیشده جهت بهحداکثر رساندن پتانسیل دستگاه شما یا رفع چالشهای خاص مدیریت ابزار، با تیم پشتیبانی فنی ما تماس بگیرید. علاوه بر این، کتابخانهی اسناد فنی مرتبط ما را مرور کنید تا دانش تخصصی خود را تقویت کرده و تمام قابلیتهای سیستم مدیریت ابزار CYBELEC CybTouch 12 را فعال سازید.

