















































تحلیل عملکردهای اصلی حالت تنظیمات DELEM DA-58T
فهرست مطالب
۱. پیشگفتار
۲. تنظیمات عمومی
۳. تنظیمات مواد
۴. عملکرد پشتیبانگیری و بازیابی دادهها
○ پشتیبانگیری از دادههای محصول
○ بازیابی دادههای محصول
○ پشتیبانگیری از دادههای ابزار
○ بازیابی دادههای ابزار
○ پشتیبانگیری و بازیابی برای جداول و تنظیمات
○ عملیات ناوبری در دایرکتوری
۵. تنظیمات برنامه
۶. تنظیمات پیشفرض و محاسباتی
○ پیکربندی مقادیر پیشفرض اولیه
○ تنظیمات پارامترهای اصلی محاسباتی
۷. تنظیمات تولید
۸. تنظیمات زمان و شبکه
○ محاسبه زمان تولید
○ تنظیمات اولیه زمان
○ پیکربندی شبکه (فقط پس از نصب گزینه شبکه در دسترس است)
۹. سؤالات متداول (سوالات پرتکرار)
○ چگونه عملکرد ماشین خمزن را از طریق حالت تنظیمات DELEM DA-58T بهینهسازی کنیم؟
○ چگونه محدودیتهای طولی را در حالت تنظیمات DELEM DA-58T تعیین کنیم؟
10. نتیجه گیری
این مقاله تحلیلی جامع از ویژگیهای عملکردی حالت تنظیمات سیستم کنترل ماشین خمزن DELEM DA-58T ارائه میدهد و صفات اصلی پیکربندی آن و نحوه کمک این تنظیمات به بهبود کارایی عملیاتی و دقت پردازش ماشینهای خمزن را شرح میدهد. آیا هدف شما بهینهسازی عملکرد تجهیزات است یا اینکه فرآیندهای عملیاتی را مطابق با نیازهای واقعی پردازش فلزات سفارشیسازی کنید، تسلط بر توابع مختلف این حالت تنظیمات امری ضروری است. این مقاله نکات اصلی حالت تنظیمات DELEM DA-58T را بهصورت شفاف و مختصر تفسیر میکند و به شما کمک میکند تا بهطور کامل از پتانسیل کاربردی این تجهیزات بهرهبرداری کنید.
مقدمه

سیستم کنترل DELEM DA-58T را میتوان با کلیک کردن روی دکمه ناوبری «تنظیمات» در پنل عملیات تجهیزات، به حالت تنظیمات تغییر داد. این حالت بهعنوان یک مرکز اصلی پیکربندی، امکان پیکربندی یکپارچه مقادیر پیشفرض و انواع پارامترهای محدودکننده اختصاصی مورد نیاز برای برنامهریزی محصول را فراهم میکند و بهعنوان نقطه ورود کلیدی برای اشکالزدایی شخصیسازیشده ماشینهای خمزن فشاری عمل میکند.
تمام پارامترهای موجود در حالت تنظیمات بر اساس عملکرد به زبانههای مختلف تقسیم شدهاند و امکان تغییر بین آنها با اسکرول افقی را دارند. کاربران تنها با کلیک کردن روی زبانه مربوطه و آیتم پارامتر خاص موردنظر، میتوانند تنظیمات مختلف را انجام دهند. منطق عملیات ساده و قابلدرک است و این امر آستانه پیکربندی پارامترها را بهطور چشمگیری کاهش میدهد.
تنظیمات عمومی
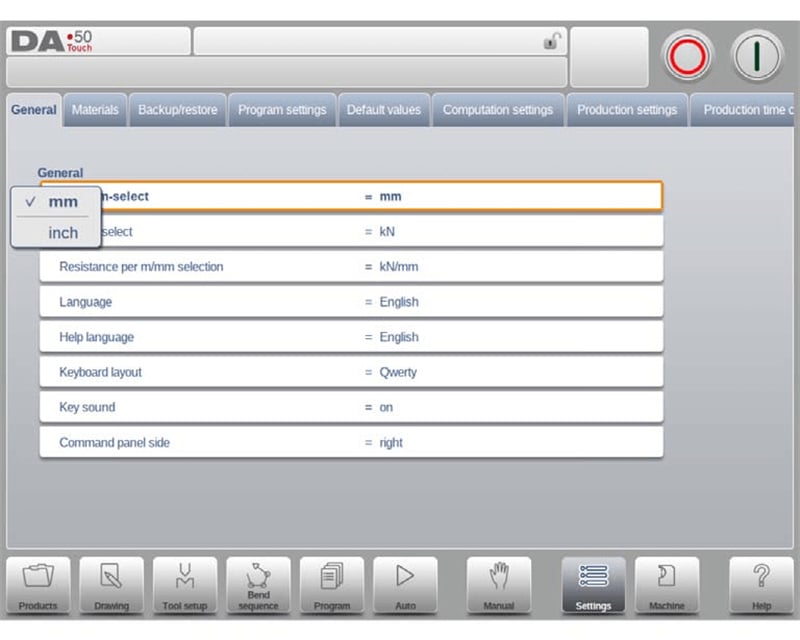
ماژول تنظیمات عمومی DELEM DA-58T به کاربران امکان میدهد تا پارامترهای اصلی عملیاتی تجهیزات را شخصیسازی کنند، از جمله انتخاب واحد (اینچ/میلیمتر، تن/کیلونیوتن)، زبان رابط کاربری، چیدمان صفحهکلید و صدای کلیدهای پنل ورودی. رابط کاربری بصری، انتخاب تنظیمات مختلف را آسانتر میکند، بهطور کامل با عادات عملیاتی کاربران مختلف سازگار است و تجربهای شخصیسازیشده برای کاربر فراهم مینماید.
زبان رابط
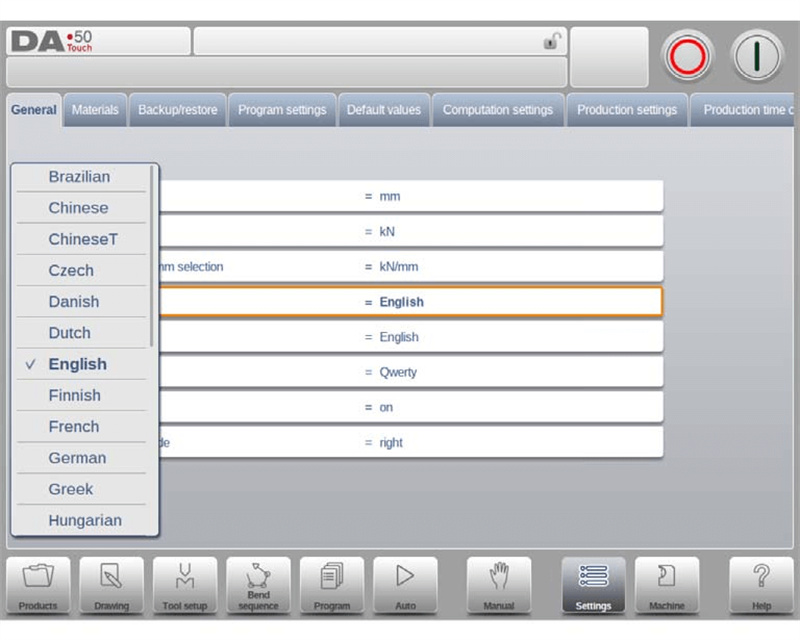
زبان نمایشی رابط کاربری را میتوان مستقیماً از فهرست سیستم انتخاب کرد. تعداد زبانهای موجود در این فهرست بیشتر از تعداد زبانهایی است که در ابتدا نمایش داده میشوند. کاربران میتوانند با کشیدن فهرست به بالا یا پایین، تمام زبانهای قابل انتخاب را مشاهده کرده و با یک کلیک، تغییر زبان را انجام دهند. توجه داشته باشید که در صورت انتخاب زبانی که حاوی کاراکترهای غیراستاندارد الفبایی-عددی خاصی است، سیستم کنترل بهصورت خودکار راهاندازی مجدد میشود تا پیکربندی تکمیل گردد.
زبان سند راهنما
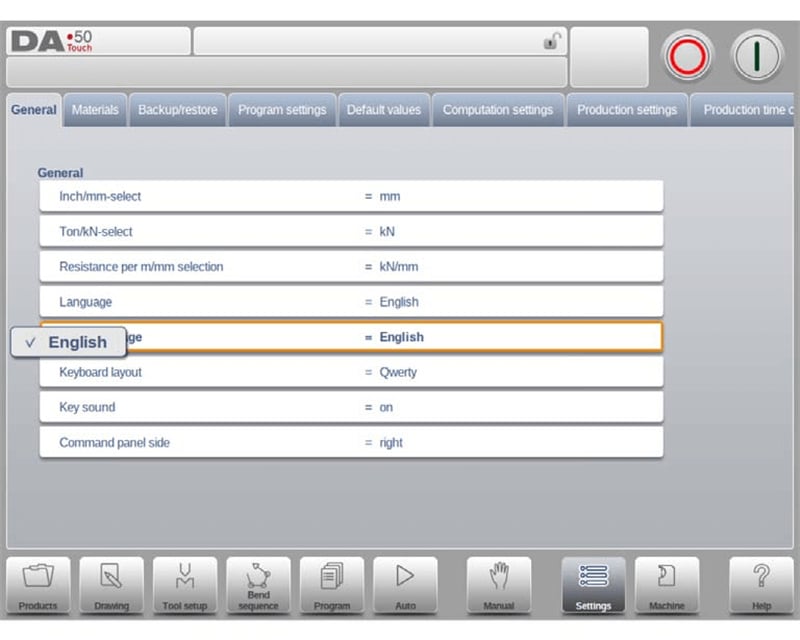
زبان پیشفرض نمایش تابع راهنمای آنلاین با زبان رابط عملیاتی سازگان دارد. اگر برای زبان انتخابشده سند راهنمای آنلاین متناظری وجود نداشته باشد، سیستم بهطور خودکار به نمایش انگلیسی تغییر مییابد. هنگامی که کاربر گزینهٔ «زبان راهنما» را انتخاب میکند، قابلیت گستردهشدهٔ «افزودن زبان راهنما» در رابط ظاهر میشود. از طریق این قابلیت، بستههای زبانی جدید سند راهنما میتوانند در سیستم کنترل نصب شوند. پیش از نصب، اطمینان حاصل کنید که فایلهای بستهٔ زبان مورد نیاز در دیسک محلی تجهیزات، درایو USB یا مسیر شبکهای قابل دسترس ذخیره شدهاند؛ سیستم بهطور خودکار این فایلها را شناسایی کرده و نصب را انجام میدهد.
چیدمان صفحهکلید
سیستم امکان تغییر بین سه چیدمان صفحهکلید Qwerty، Qwertz و Azerty را فراهم میکند. پیکربندی پیشفرض، چیدمان Qwerty است که با عادتهای ورودی کاربران در مناطق مختلف سازگان دارد.
صدای کلید
صدای کلیدهای پنل ورودی را میتوان بهصورت آزادانه روشن یا خاموش کرد. سیستم بهطور پیشفرض این صدا را فعال میکند که برای تأیید ورود دستورات عملیاتی توسط کاربران، راحتی بخش است.
موقعیت پنل دستورات
پنل دستورات عملیاتی را میتوان برای نمایش در سمت چپ صفحه تغییر داد، در حالی که سیستم بهطور پیشفرض آن را در سمت راست صفحه نمایش میدهد. کاربران میتوانند آن را مطابق عادتهای عملیاتی خود تنظیم کنند.
تنظیمات مواد
در زبانهٔ تنظیمات مواد، حالت تنظیمات DELEM DA-58T از برنامهریزی پارامتری برای حداکثر ۹۹ مادهٔ پردازشی پشتیبانی میکند و هر ماده را میتوان بهصورت مستقل با ویژگیهای فیزیکی اصلی مانند استحکام کششی و مدول الاستیسیته پیکربندی کرد. این قابلیت امکان انطباق دقیق فرآیند پردازش با ویژگیهای هر ماده را فراهم میکند، تضمین میکند که عملیات خمکاری بهطور بسیار دقیقی با مشخصات ماده هماهنگ باشد و دقت پردازش را افزایش دهد.
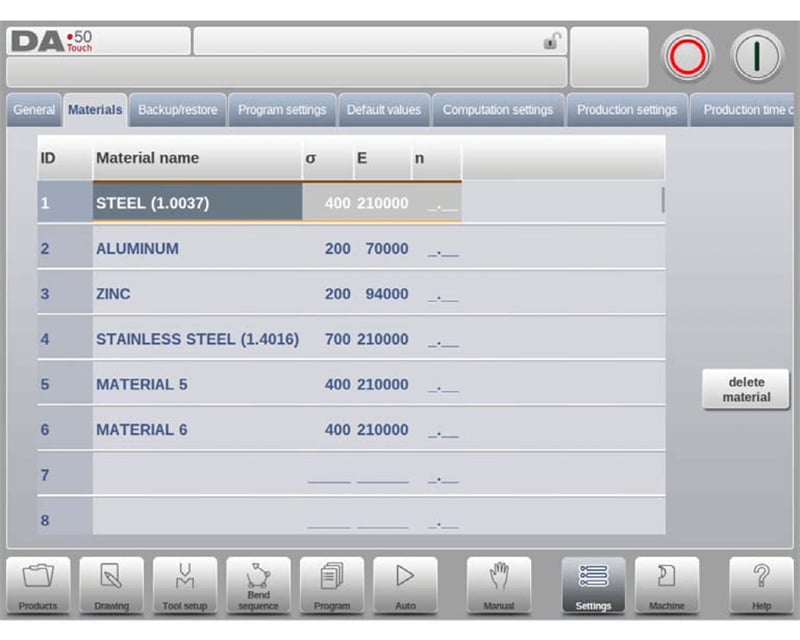
این سیستم سه ویژگی اصلی قابل مشاهده و ویرایش برای هر ماده تنظیم میکند: نام ماده، استحکام کششی و مدول الاستیسیته. نام ماده مستقیماً روی رابط برنامهنویسی نمایش داده میشود و حداکثر طول نامگذاری آن ۲۵ کاراکتر است و باید با یک حرف شروع شود؛ استحکام کششی و مدول الاستیسیته بهطور مستقیم با ویژگیهای فیزیکی پردازش ماده مرتبط هستند و از اساسیترین مبانی برای محاسبهٔ پارامترهای فرآیند خمکاری محسوب میشوند.
فهرست مواد در ابتدا بر اساس شمارهٔ ماده (شناسه) در ستون اول مرتبسازی شده است. کاربران میتوانند با کلیک بر روی عنوان هر ستون، فهرست را مجدداً بر اساس آن ویژگی مرتبسازی کنند. برای ویرایش پارامترهای یک مادهٔ موجود، کافی است ردیف مربوطه را انتخاب کرده و مقادیر را اصلاح نمایند؛ برای حذف یک ماده، ردیف مورد نظر را انتخاب کرده و روی «حذف ماده» کلیک کنید؛ برای افزودن یک مادهٔ جدید، ردیف خالی در فهرست را انتخاب کرده و مستقیماً مقادیر هر ویژگی را وارد کنید تا پیکربندی تکمیل شود.
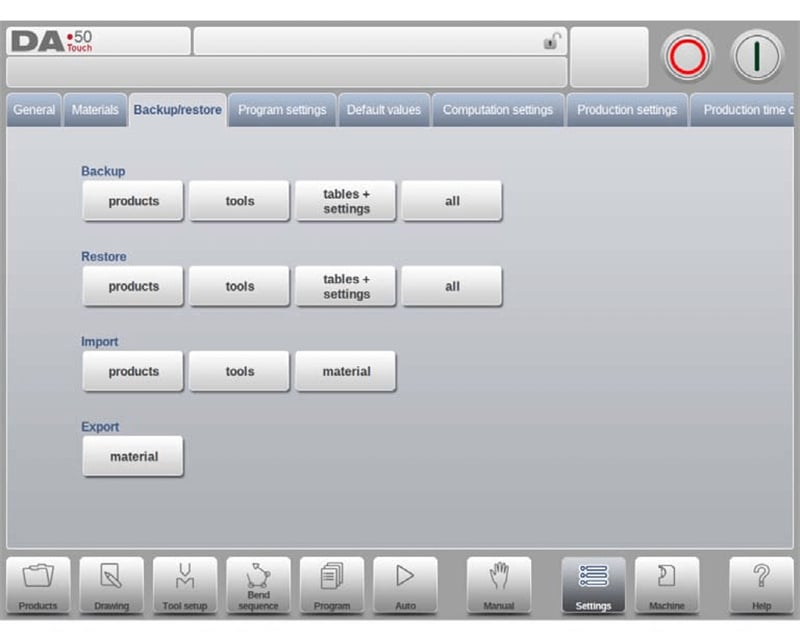
عملکرد پشتیبانگیری و بازیابی دادهها
حالت تنظیمات DELEM DA-58T مجهز به تابع پشتیبانگیری و بازیابی جامعی است که قادر به انجام پشتیبانگیری و بازیابی دادهها در تمام ابعاد برای برنامههای محصول، پارامترهای ابزار، تنظیمات سیستم و انواع جداول پیکربندی میباشد. این حالت نهتنها امنیت دادههای تولیدی را تضمین میکند، بلکه انتقال بیدرز دادهها را بین انواع مختلف سیستمهای کنترلی نیز ممکن میسازد. همچنین برای دادههای محصول یا ابزار موجود در سیستمهای کنترلی قدیمی، این حالت دارای تابع واردات داخلی است تا ادغام سریع دادههای تاریخی را فراهم کند.
فرآیندهای اجرایی پشتیبانگیری و بازیابی دادههای محصول و ابزار بسیار یکپارچهسازی شدهاند. چه انتقال داده از طریق شبکه و چه از طریق درایو فلش USB انجام شود، از مراحل استاندارد عملیاتی استفاده میشود که این امر سطح دشواری انجام عملیات را برای کاربران کاهش میدهد. دایرکتوری پشتیبانگیری شامل یک دستگاه ذخیرهسازی انتخابشده (مانند درایو فلش USB، دیسک شبکه و غیره) و یک دایرکتوری سفارشی است. کاربران میتوانند بر اساس نیاز خود، دایرکتوری پشتیبانگیری اختصاصی را ایجاد و انتخاب کنند. علاوه بر این، مسیرهای ذخیرهسازی پشتیبان برای دادههای محصول و ابزار را میتوان بهصورت جداگانه تنظیم کرد تا مدیریت طبقهبندیشده دادهها امکانپذیر گردد.
پشتیبانگیری از دادههای محصول
برای شروع فرآیند پشتیبانگیری دیسک از برنامههای محصول، گزینهٔ محصولات (Products) را در ناحیهٔ پشتیبانگیری (Backup) در زبانهٔ پشتیبانگیری/بازیابی (Backup/Restore) انتخاب کنید. پس از تکمیل تنظیمات دایرکتوری اولیهٔ پشتیبانگیری، سیستم بهطور خودکار وارد رابط عملیات پشتیبانگیری از محصول میشود. مراحل عملیاتی دقیق به شرح زیر است:
۱. مشاهده محصولات: تمام برنامههای محصول در پوشه انتخابشده در رابط پشتیبانگیری قابل مشاهده هستند و میتوان از عملکردهای اصلی متناظر با حالت محصول برای مرور و یافتن برنامههای محصول مورد نظر برای پشتیبانگیری استفاده کرد؛
۲. تأیید مسیرها: در بالای رابط، مسیر منبع فعلی برنامههای محصول و مسیر ذخیرهسازی پشتیبان تعیینشده بهصورت زنده نمایش داده میشوند. قبل از انجام عملیات، صحت این مسیرها را تأیید کنید؛
۳. انتخاب محصولات: با کلیک کردن روی برنامه محصول در لیست، آن را بهعنوان برنامهای که قرار است پشتیبانگیری شود علامتگذاری کنید؛ سیستم نیز نشانهای از پشتیبانگیری را برای تأیید انتخاب نمایش میدهد؛ اگر برنامه محصولی با نام مشابه در مسیر پشتیبان وجود داشته باشد، سیستم پیامی را نمایش میدهد تا کاربر تصمیم بگیرد آیا آن را بازنویسی کند یا خیر؛
۴. پشتیبانگیری دستهای: با کلیک کردن روی دکمه «همه»، تمام برنامههای محصول موجود در لیست یکباره پشتیبانگیری میشوند و کارایی پشتیبانگیری افزایش مییابد؛
۵. تغییر دایرکتوری منبع: اگر نیاز به تنظیم دایرکتوری منبع برنامههای محصول جهت پشتیبانگیری دارید، گزینهٔ «دایرکتوری منبع» را انتخاب کنید و مسیر جدید منبع را از طریق مرورگر دایرکتوری انتخاب نمایید؛
۶. تغییر دایرکتوری پشتیبانگیری: برای انتخاب مکان ذخیرهسازی جدید به عنوان مقصد پشتیبانگیری، گزینهٔ «دایرکتوری پشتیبانگیری» را انتخاب کنید.
بازیابی دادههای محصول
برای بازیابی برنامههای محصول از روی دیسک به سیستم کنترل، گزینهٔ «محصولات» را در بخش «بازیابی» زبانهٔ «پشتیبانگیری/بازیابی» انتخاب کنید.

پس از تکمیل تنظیمات دایرکتوری اولیهٔ بازیابی، وارد رابط عملیات بازیابی محصول شوید. مراحل انجام این عملیات به شرح زیر است:
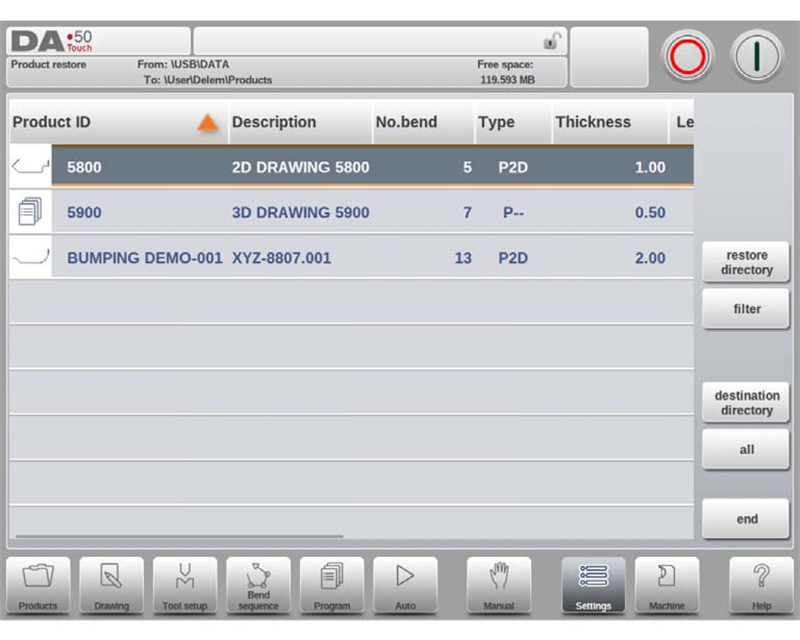
۱. دسترسی به رابط بازیابی: مشاهدهٔ تمامی برنامههای محصول موجود در دایرکتوری انتخابشدهٔ بازیابی؛
۲. تنظیم نمایش: یافتن سریعتر برنامههای محصول مورد نظر برای بازیابی از طریق قابلیت تنظیم نمایش؛
۳. تأیید مسیرها: تأیید مسیر منبع بازیابی برنامههای محصول و مسیر هدف ذخیرهسازی روی دستگاه؛
۴. انتخاب محصولات: روی برنامهٔ محصول مورد نظر کلیک کنید تا برای بازیابی علامتگذاری شود؛
۵. مدیریت فایلهای تکراری: اگر برنامهٔ محصولی با همین نام در دستگاه وجود داشته باشد، سیستم کاربر را به انتخاب این گزینه دعوت میکند که آیا مایل به جایگزینی آن است یا خیر؛
۶. تغییر دایرکتوری منبع: در صورت نیاز، به دایرکتوری جدید منبع بازیابی برنامههای محصول بروید؛
۷. تنظیم دایرکتوری مقصد: دایرکتوری ذخیرهسازی برنامههای محصول بازیابیشده را در دستگاه انتخاب کنید.
پشتیبانگیری از دادههای ابزار
برای شروع فرآیند پشتیبانگیری دیسک از پارامترهای ابزار، گزینهٔ «ابزارها» را در بخش پشتیبانگیری زبانهٔ «پشتیبانگیری/بازیابی» انتخاب کنید. پس از تکمیل تنظیمات دایرکتوری اولیهٔ پشتیبانگیری، وارد رابط عملیات پشتیبانگیری از ابزار شوید.
پارامترهای مختلف ابزارها مانند قالبهای سوراخزنی، قالبهای برش، و ابزارهای شکلدهندهٔ تجهیزات در سیستم کنترلی میتوانند بهصورت یکپارچه پشتیبانگیری شوند. فرآیند انجام این عملیات دقیقاً مشابه فرآیند پشتیبانگیری از دادههای محصول است و منجر به یکسانسازی منطق عملیات میشود.
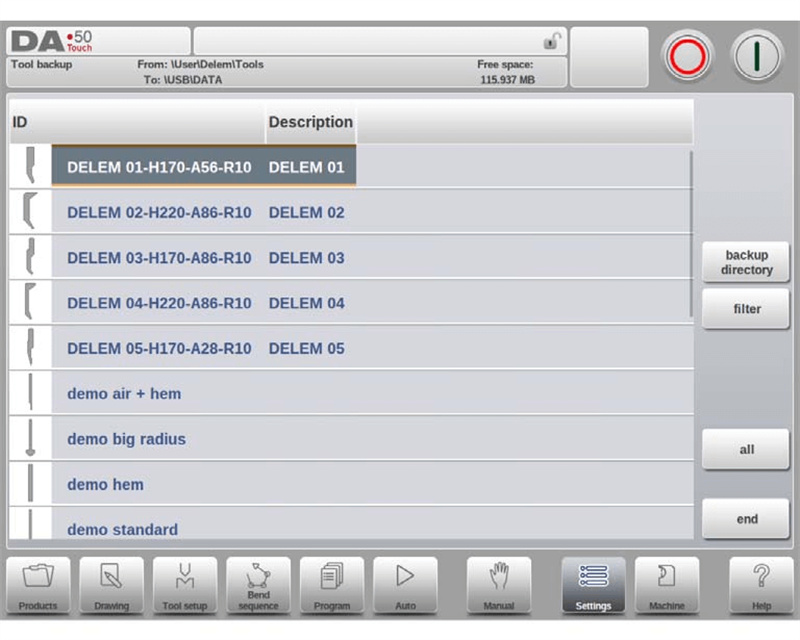
بازیابی دادههای ابزار
فرآیند بازیابی پارامترهای ابزار با فرآیند بازیابی دادههای محصول یکسان است. کاربران میتوانند بازیابی دادههای ابزار را بر اساس مراحل استاندارد انجام داده و بهسرعت پیکربندیهای پردازشی ابزارها را بازیابی کنند.
پشتیبانگیری و بازیابی جداول و تنظیمات
زبانهٔ «پشتیبانگیری/بازیابی» با قابلیتهای اختصاصی پشتیبانگیری و بازیابی برای تنظیمات سیستم تعریفشده توسط کاربر و جداول مختلف پیکربندی طراحی شده است و فرآیند اجرای آن با فرآیند پشتیبانگیری و بازیابی دادههای محصول و ابزار یکسان است. سیستم همچنین قابلیت سریع «همه» را ارائه میدهد؛ پس از کلیک روی این گزینه، سیستم بهصورت خودکار و به ترتیب پشتیبانگیری یا بازیابی کامل محصولات، ابزارها، جداول و تنظیمات سیستم را انجام میدهد که این امر بهطور چشمگیری کارایی عملیات دستهجمعی را افزایش میدهد.
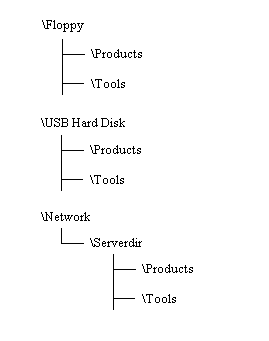
عملیات ناوبری در دایرکتوری
پس از کلیک روی «دایرکتوری پشتیبانگیری»، سیستم پنجرهای لیست از دایرکتوریهای پشتیبانگیری موجود را نمایش میدهد. برای سادهسازی عملیات ناوبری و مدیریت دایرکتوری، مراحل دقیق به شرح زیر است:
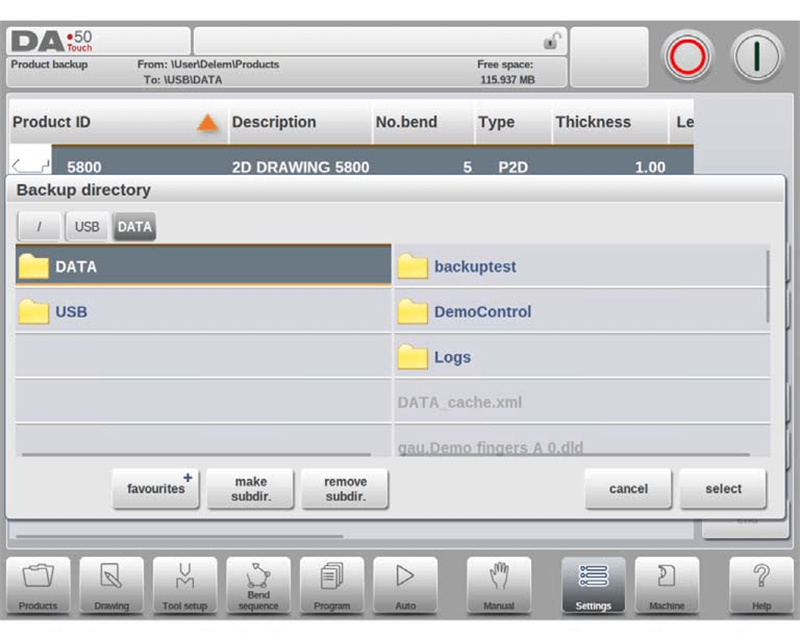
۱. مرور دایرکتوری: روی آیکون نقطه کلیک کنید تا به زیرشاخهای وارد شوید، روی آیکون «دایرکتوری والد» کلیک کنید تا به سطح بالاتر دایرکتوری بازگردید و روی «انتخاب» کلیک کنید تا دایرکتوری جاری را تأیید کنید؛
۲. تغییر دستگاه: بهصورت مداوم روی آیکون «دایرکتوری والد» کلیک کنید تا به دایرکتوری اصلی (بالاترین سطح) برسید، سپس دوباره دستگاه ذخیرهسازی و زیرشاخهٔ مربوطه را انتخاب کنید؛
۳. دسترسی شبکهای: اگر دستگاه به شبکه متصل باشد، ابتدا گزینهٔ «شبکه» را انتخاب کنید، سپس حجم شبکهٔ مقصد را انتخاب نمایید؛ عملیات پیمایش بعدی مشابه دستگاه ذخیرهسازی محلی است؛
۴. مدیریت زیرشاخهها: برای ایجاد یک دایرکتوری اختصاصی ذخیرهسازی، روی گزینهٔ «ایجاد زیرشاخه» کلیک کنید و برای حذف دایرکتوریهای غیرضروری، روی گزینهٔ «حذف زیرشاخه» کلیک کنید؛ پس از ورود به هر زیرشاخهای، برای تأیید نهایی دایرکتوری، روی «انتخاب» کلیک کنید.
تنظیمات برنامه
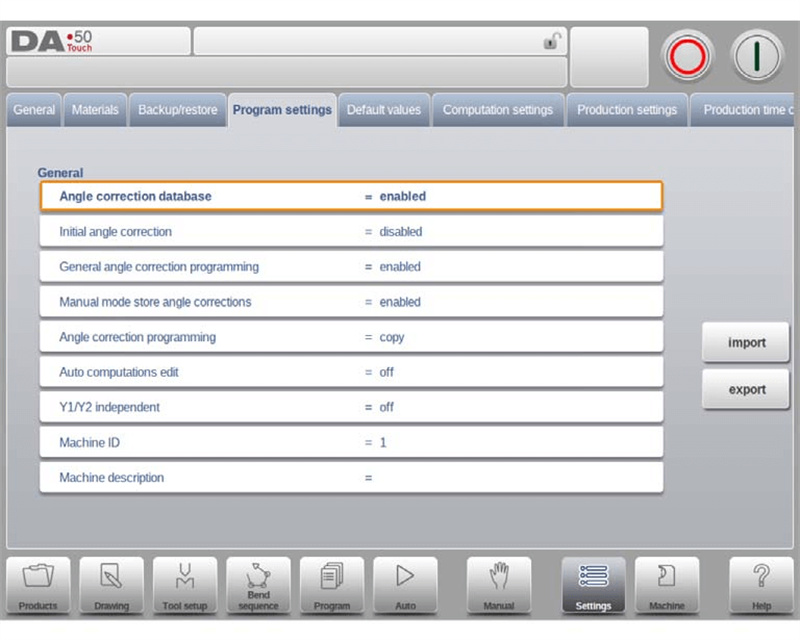
پایگاهدادهٔ اصلاح زاویه یکی از عملکردهای اصلی حالت تنظیمات DELEM DA-58T است. این پایگاهداده میتواند پارامترهای اصلاح زاویهٔ واردشده در طول تولید را بهصورت بلادرنگ ذخیره کند، ثبات دقت پردازش را برای مواد مختلف و انواع مختلف خمکاری تضمین نماید و یکی از پیکربندیهای کلیدی برای اطمینان از دقت پردازش در برنامهنویسی محصول محسوب میشود. برای استفادهٔ کامل از نقش پایگاهدادهٔ اصلاح زاویه و بهینهسازی کارایی عملیاتی حالت تنظیمات، نکات پیکربندی خاص عبارتند از:
پایگاهدادهٔ اصلاح زاویه
۱. فعالسازی پایگاهداده: پس از فعالسازی این پارامتر، پایگاهداده بهطور خودکار مقادیر اصلاح زاویهٔ واردشده در حالت تولید (حالت خودکار) را ذخیره میکند؛ در طول تولید، سیستم بهطور خودکار بررسی میکند که آیا پارامترهای اصلاحی برای خمهای مشابه در پایگاهداده وجود دارد یا خیر؛ در صورت وجود، آنها را مستقیماً فراخوانی میکند و در غیر این صورت، مقادیر اصلاحی تطبیقی را از طریق الگوریتم درونیابی تولید میکند.
۲. قوانین تطبیق ویژگیهای خمکاری: سیستم ویژگیهای اصلی متعددی از عملیات خمکاری را مقایسه میکند، از جمله مشخصات ماده، ضخامت ورق، اندازه بازشوی قالب، شعاع قالب، شعاع پانچ و زاویه خمکاری. پنج ویژگی اول باید بهطور کامل مطابقت داشته باشند و مقادیر اصلاحی زاویه خمکاری بر اساس میزان شباهت از پایگاه داده فراخوانی یا بهروش درونیابی محاسبه میشوند؛
۳. اصلاح اولیه زاویه: این پارامتر یک آیتم برنامهنویسی مستقل است که تنها در حالت خودکار (Auto Mode) نمایش داده میشود و برای اصلاح دقیق زوایای کوچک مناسب است. مقدار آن با مقدار اصلاحی نمایشدادهشده ترکیب میشود تا مقدار نهایی اصلاح کلی زاویه را تشکیل دهد؛
۴. برنامهنویسی اصلاح عمومی زاویه: این پارامتر اصلاحی برای تمام فرآیندهای خمکاری موجود در یک برنامه قابل اعمال است، برای زاویه خمکاری خاصی تنظیم نمیشود و مقادیر مربوطه در پایگاه داده اصلاح زاویه ذخیره نمیشوند؛
۵. ذخیرهسازی مقدار اصلاح در حالت دستی: پس از فعالسازی این قابلیت، مقادیر اصلاح زاویه تولیدشده در حالت دستی ذخیره میشوند تا اطلاعات لازم برای برنامهریزی محصولات بعدی را فراهم کنند؛
۶. روشهای برنامهریزی اصلاح زاویه: هنگام تنظیم مقادیر اصلاح زاویه، میتوانید گزینههایی مانند کپی کردن مقادیر اصلی، حفظ مقادیر دلتا یا تنظیم مستقل دو پارامتر اصلی Cα1 و Cα2 را انتخاب کنید تا با نیازهای مختلف اصلاح فرآیند سازگار شوید.
ویرایش محاسبات خودکار
هنگام تغییر نوع مواد، ضخامت ورق، طول فرآیند، یا پیکربندی قالبهای ضربهزن یا قالبهای استخراجی، سیستم بهصورت خودکار شاخصهای اصلی فرآیند مانند نیروی خمکردن، فاصله آزادسازی و پارامترهای دستگاه تقویتکننده (Crowning) را بر اساس سناریوهای خاصی مانند روشهای خمکردن و بدون نیاز به محاسبه دستی، دوباره محاسبه میکند و کارایی برنامهریزی را افزایش میدهد.
برنامهریزی مستقل Y1 و Y2
این قابلیت را دارد که دو محور Y را در حالت برنامهریزی مستقل یا حالت برنامهریزی یکپارچه تنظیم کند. کاربران میتوانند بر اساس نیازهای دقت فرآیند خمکاری، حالت برنامهریزی تطبیقی را انتخاب کنند تا نیازهای کنترل محورها در عملیات خمکاری پیچیده را برآورده سازند.
شناسه و توضیحات ماشین
برای هر دستگاه خمزن (Press Brake) میتوان یک شناسهٔ منحصر به فرد تنظیم کرد تا مدیریت یکپارچهٔ برنامههای تولید تسهیل شود؛ همزمان، اطلاعات توصیفی ماشین نیز قابل افزودن است تا شناسایی سریع و طبقهبندی تجهیزات در سیستمهای برنامهریزی آفلاین مانند JUGAO امکانپذیر گردد و فرآیند مدیریت تولید بهینه شود.
تنظیمات پیشفرض و محاسبات
این ماژول میتواند مقادیر پیشفرض اولیه عملیات خمکاری را تنظیم کند، از جمله اندازه باز شدن محور Y، سرعت فشردن، زمان توقف و غیره؛ همزمان، میتواند پارامترهای محاسباتی اصلی را نیز تنظیم کند، مانند فعالسازی جدول اجازه خم (Bend Allowance)، پیکربندی آمادهسازی دادهها و غیره، بهگونهای که برنامهنویسی محصول کاملاً با نیازهای مختلف تولید و پردازش سازگار شده و انعطافپذیری فرآیند افزایش یابد.
پیکربندی مقادیر پیشفرض اولیه
۱. مقدار پیشفرض باز شدن محور Y: تنظیم مقدار اولیه باز شدن محور Y برای ارائه پارامترهای کنترلی اولیه محور در عملیات خمکاری؛
۲. سرعت فشردن: تنظیم سرعت اولیه فشردن برای برنامه پردازشی جدید ایجادشده؛
۳. انتظار برای بازگشت (Wait for Retract): تنظیم اولیه قابلیت انتظار برای بازگشت در برنامه خمکاری فعال است (بله)؛
۴. کد تغییر مرحله: کد پیشفرض تغییر مرحله UDP است؛
۵. زمان تأخیر: زمان انتظار پیشفرض برای تغییر مرحله محور X برابر با صفر است؛
۶. زمان توقف: زمان پیشفرض توقف را برای برنامه خمکردن تنظیم کنید تا اثر شکلدهی خمکردن تضمین شود؛
۷. زاویه خمکردن اولیه: زاویه پیشفرض خمکردن اولیه را برای برنامهنویسی محصولات گرافیکی تنظیم کنید؛
۸. بازشدگی لبه تا: بازشدگی پیشفرض لبه تا برای موقعیت تیر برابر با ۰٫۰ میلیمتر است؛
۹. ابعاد: پارامتر ابعاد پایه پیشفرض (D1) را برای ترسیم گرافیکی تنظیم کنید.
تنظیمات پارامترهای محاسباتی اصلی
۱. جدول پذیرش خم فعال: دو حالت محاسبه قابل انتخاب است؛ یکی استفاده از فرمول استاندارد برای محاسبه پذیرش خم و دیگری فراخوانی جدول اصلاحی برای محاسبه (در صورت وجود، این جدول قابل ویرایش مستقیم است). این تنظیم میتواند اصلاح دقت محور X ناشی از کوتاهشدن ورق را انجام دهد;
۲. آمادهسازی دادهها – مجازیسازی خم: این قابلیت شامل سه حالت پیکربندی است. اگر اصلاح غیرفعال باشد، مجازیسازی خم در محاسبات برنامهنویسی لحاظ نمیشود؛ اگر اصلاح فعال باشد، مقدار اصلاح در حین تولید نمایش داده شده و قابل ویرایش است؛ این تنظیم بر فرآیند پسپردازش حالت طراحی (Drawing Mode) تأثیری ندارد و سیستم هنگام تولید برنامهی CNC در حالت طراحی بهصورت خودکار مجازیسازی خم را در محاسبات لحاظ میکند. اگر جدول مجازیسازی خم فعال شده باشد، مقادیر جدول از طریق تابع «ویرایش جدول» در پنجرهای جدید قابل تنظیم هستند. در حین عملیات، با کلید Tab روی فیلد ویرایشی کلیک کنید، مقدار جدید را وارد نمایید و برای تأیید از کلید Enter استفاده کنید. این منو امکان ایجاد جداول جدید را فراهم نمیکند. برای مشاهدهی مشخصات دقیق پیکربندی مجازیسازی خم، لطفاً به دفترچهی راهنمای رسمی DELEM مراجعه نمایید. اگر نیاز به فراخوانی جداول دیگر دارید، آنها را از طریق تابع «بارگذاری جدول» پیدا کرده و وارد نمایید;
۳. ضریب نیروی فشردن به انتها: مقدار خاص نیروی فشردن به انتها را میتوان با ضرب این ضریب در نیروی خمکردن هوایی محاسبه کرد که این امر پایهای برای تنظیم فشار خمکردن فراهم میکند؛
۴. فاصله Z: این پارامتر، فاصله بین لبه انگشتی تا گوشه ورق است. اگر محور Z روی دستگاه نصب شده باشد، سیستم بهصورت خودکار موقعیت بهینه عملیاتی انگشتی را محاسبه میکند تا دقت موقعیتیابی بهبود یابد.
تنظیمات تولید
ماژول تنظیمات تولید در حالت تنظیمات DELEM DA-58T بهطور ویژه برای بهینهسازی کارایی تولید طراحی شده است و امکان پیکربندی سفارشی پارامترهای اصلی مانند حالت شمارش موجودی، گام تغییر خودکار خم و جابجایی موازنسازی را فراهم میکند. کاربران میتوانند فرآیند تولید را مطابق با نیازهای عملیاتی واقعی تولید سفارشیسازی کنند تا هم کارایی پردازش و هم دقت آن بهصورت همزمان ارتقا یابد.
۱. حالت شمارش موجودی: از دو حالت شمارش رو به بالا و شمارش رو به پایین پشتیبانی میکند. در حالت شمارش رو به پایین، شمارش بهطور خودکار هنگام رسیدن به مقدار صفر متوقف میشود و پس از راهاندازی مجدد دستگاه، مقدار اولیه بازیابی میشود؛ این حالت برای وظایف تولیدی با سهمیهٔ ثابت مناسب است. شمارش رو به بالا امکان ردیابی لحظهای پیشرفت تولید را فراهم میکند و برای پایش پیشرفت فرآیندهای تولیدی گروهی مناسب است.
۲. گام حالت تغییر خودکار خمزن: در حالت غیرفعال، انتخاب دستی و راهاندازی پارامترهای فرآیند بعدی الزامی است؛ در حالت فعال، سیستم بهطور خودکار پارامترهای فرآیند بعدی را بارگذاری میکند و پس از فشار دادن دکمهٔ شروع، دستگاه بهطور خودکار موقعیتیابی را انجام داده و انتقال بیدرز بین فرآیندها را ممکن میسازد.
۳. جابجایی موازیبودن: تنظیم پارامتر کلی موازیبودن محور Y که در ناحیهٔ زیر نقطهٔ گیرهگیری (Y2 + جابجایی) اعمال میشود تا از موازیبودن ورق در عملیات خمزنی اطمینان حاصل شود.
۴. قفل کردن صفحه نمایش لمسی هنگام راهاندازی: پس از فعالسازی این قابلیت، صفحه نمایش لمسی در طول عملیات دستگاه قفل میشود تا از انجام اشتباه عملیات و تأثیر آن بر تولید جلوگیری شود؛
۵. اصلاح فشار: کنترل دقیق شیر فشار را از طریق مقدار درصدی نیروی خمش محاسبهشده امکانپذیر میسازد تا با نیازهای فشار خمش مواد مختلف سازگار شود؛
۶. اصلاح گیرهگیری: سیستم بهصورت خودکار موقعیت تیر را هنگام گیرهگیری ورق محاسبه میکند. برای اطمینان از اثرگذاری مناسب گیرهگیری ورق، نقطه گیرهگیری محاسبهشده را میتوان از طریق این پارامتر جابجا و تنظیم کرد. مقدار مثبت، موقعیت تیر را به سمت پایین جابجا میکند و مقدار منفی، موقعیت تیر را به سمت بالا جابجا میکند؛
۷. شعاع میانی (R) برای حرکت محور X: تعیین موقعیت موقت محور R بهمنظور جلوگیری از برخورد با دستگاه در حین حرکت محور X؛ این قابلیت تنها زمانی قابل فعالسازی است که مقدار غیرصفری تعیین شده باشد؛
۸. گیج عقبنگر و ایمنی موقعیت X: با توجه به موقعیت منطقه ایمنی، سیستم بهصورت خودکار استراتژیهای متفاوتی برای حرکت محورها انتخاب میکند:
○ هر دو موقعیت قدیمی و جدید خارج از منطقه ایمنی قرار دارند: محور X و محور Z بهصورت همزمان حرکت میکنند؛
○ موقعیت قدیمی خارج و موقعیت جدید داخل منطقه ایمنی است: ابتدا محور Z حرکت میکند؛
○ موقعیت قدیمی داخل و موقعیت جدید خارج از منطقه ایمنی است: ابتدا محور X حرکت میکند؛
○ هر دو موقعیت قدیمی و جدید درون منطقه ایمنی قرار دارند: ابتدا محور X به موقعیت میانی منتقل میشود، سپس محور Z حرکت کرده و در نهایت محور X به موقعیت هدف تنظیم میشود.
فرمول تعریف منطقه ایمنی: SZ = X-safe + SD (SD فاصله ایمنی تعیینشده توسط تأمینکننده تجهیزات است).
تنظیمات زمان و شبکه
تنظیمات زمان به کاربران امکان میدهد فرمت نمایش تاریخ و زمان را سفارشیسازی کنند تا اطمینان حاصل شود که زمان دستگاه با برنامهٔ عملیات تولید همگامسازی شده است؛ پیکربندی شبکه تنها پس از نصب قابلیت شبکه فعال میشود که امکان اتصال بین دستگاه و سایر سیستمها را فراهم کرده و به اشتراکگذاری دادههای تولیدی بین سیستمها میانجامد.
محاسبه زمان تولید
در حالت تنظیمات DELEM DA-58T، حالت شمارش موجودی (Stock Count Mode) میتواند با ترکیب سرعت موقعیتیابی محورها و زمان پردازش محصول، زمان تولید را در طول محاسبهٔ توالی خمکاری بهصورت خودکار محاسبه کند و اطلاعات لازم را برای تدوین برنامههای تولیدی فراهم آورد. زمان مصرفشده در مراحل عملیات دستی (مانند چرخاندن محصول) بهطور مستقیم با ابعاد محصول مرتبط است. محصولاتی که ابعاد کوچکی در جهت Z دارند، زمان کمتری برای چرخش نیاز دارند، در حالی که محصولاتی که ابعاد بلندی در جهت X دارند، زمان بیشتری برای عملیات چرخش نیاز دارند.
سیستم سه سطح از آستانههای طول (مرز ۱/۲/۳) را بهعنوان معیار تقسیمبندی ابعاد محصول تعیین میکند. کاربران میتوانند پارامترهای زمانبرِ چرخش محصول را بهصورت مستقل برای محصولات در بازههای مختلف آستانه تنظیم کنند تا محاسبه زمان دقیقتر با شرایط واقعی تولید هماهنگ باشد.
تنظیمات زمان پایه
۱. زمان نمایش: محتوای نمایشی نوار عنوان قابل تنظیم است و از سه حالت زیر پشتیبانی میکند: نمایش تاریخ و زمان، صرفاً نمایش زمان، یا پنهانسازی زمان؛
۲. فرمت زمان: امکان تغییر بین فرمت ۲۴ ساعته و فرمت ۱۲ ساعته را فراهم میکند تا با عادات مختلف مشاهده زمان سازگار باشد؛
۳. فرمت تاریخ: از سه فرمت نمایشی پشتیبانی میکند: روز-ماه-سال، ماه-روز-سال و سال-ماه-روز که کاربران میتوانند بر اساس نیاز خود یکی از آنها را انتخاب کنند؛
۴. تنظیم زمان: تاریخ و زمان دستگاه را میتوان بهطور مستقیم اصلاح کرد و زمان تنظیمشده بهصورت همگام در سیستم عامل ویندوز دستگاه بهروزرسانی میشود تا یکپارچگی زمان سیستم تضمین گردد.
پیکربندی شبکه (فقط پس از نصب گزینه شبکه در دسترس است)
عملکرد شبکه یک ماژول اختیاری است. پس از نصب، امکان اتصال دستگاه به شبکه محلی (LAN) و سیستم مدیریت تولید را فراهم میکند و انتقال و اشتراکگذاری برنامههای تولیدی و دادههای پردازشی بین دستگاهها را انجام میدهد. برای جزئیات پیکربندی، لطفاً به دفترچه راهنمای رسمی تجهیزات مراجعه کنید.
سوالات متداول (FAQ)
چگونه عملکرد دستگاه خمزن هیدرولیکی را از طریق حالت تنظیمات DELEM DA-58T بهینهسازی کنیم؟
هسته بهینهسازی عملکرد دستگاه خمزن هیدرولیکی، پیکربندی دقیق ابعاد واقعی محصولات در حالت تنظیمات DELEM DA-58T و پارامترهای زمانبر عملیات مختلف است؛ همزمان، دستگاه باید با دقت کالیبره شود تا اطمینان حاصل شود که تمامی تنظیمات پارامترها مطابق با مشخصات و الزامات تولید و پردازش هستند، بنابراین پارامترهای عملیاتی دستگاه بهطور بالایی با نیازهای واقعی تولید هماهنگ میشوند.
چگونه محدودیتهای طولی را در حالت تنظیمات DELEM DA-58T تعیین کنیم؟
ورود به بخش پیکربندی محدودیتهای طولی در حالت تنظیمات و وارد کردن مقادیر مشخص برای محدودیت ۱، محدودیت ۲ و محدودیت ۳، انجام تنظیم محدودیتهای طولی را تکمیل میکند. پیکربندی منطقی این سه سطح محدودیت میتواند اطمینان حاصل کند که محصولات با ابعاد مختلف با پارامترهای دقیق زمان خمزنی متناظر شوند و این امر منجر به بهبود منطقیبودن محاسبه زمان و فرآیندهای تولید میشود.
نتیجهگیری
بهطور کلی، حالت تنظیمات DELEM DA-58T ابزاری اصلی برای ارتقای عملکرد عملیاتی و دقت پردازش ماشینهای خمزن فشاری (Press Brakes) است. پیکربندیهای غنی و قابلیت بالای سفارشیسازی آن، امکان بهینهسازی برنامهریزی محصولات و جریانهای فرآیند تولید را فراهم میکند و این ابزار تضمین مهمی برای تولید دقیق و ظریف ماشینهای خمزن فشاری محسوب میشود.
برای استفاده کامل از عملکرد دستگاه خمزن هیدرولیک و افزایش عمر مفید تجهیزات، تنظیمات استاندارد پارامترها و نگهداری روزانه تجهیزات ضروری است. استفاده منطقی از انواع قابلیتهای موجود در این حالت تنظیمات، میتواند بهطور مؤثر زمان ایستکاری تجهیزات را کاهش داده و بازده تولید را بهطور چشمگیری ارتقا بخشد. در صورت بروز هرگونه سؤال در حین استفاده یا نیاز به پشتیبانی فنی حرفهای، میتوانید در هر زمان با تیم فنی مربوطه تماس بگیرید؛ همچنین میتوانید به اسناد پشتیبانی مرتبط مراجعه کرده و مهارتهای کاربردی بیشتری برای بهینهسازی تجهیزات کشف کنید و ارزش کاربردی تولیدی دستگاه خمزن هیدرولیک را بیش از پیش ارتقا دهید.

