















































ویژگیهای کلیدی حالت تنظیمات DELEM DA-69T
فهرست مطالب
۱. پیمایش رابط تنظیمات DELEM DA-69T
۲. تنظیمات عمومی
۳. مدیریت مواد
۴. عملکردهای پشتیبانگیری و بازیابی
الف. پشتیبانگیری محصول
ب. بازیابی محصول
پ. پشتیبانگیری ابزار
ت. بازیابی ابزار
ه. پشتیبانگیری و بازیابی برای جداول و تنظیمات
و. پشتیبانگیریهای زمانبندیشده خودکار
ز. ناوبری در دایرکتوری
۵. تنظیمات برنامه
۶. مقادیر پیشفرض
۷. تنظیمات محاسباتی
۸. تنظیمات تولید
۹. محاسبه زمان تولید
۱۰. تنظیمات زمان
۱۱. سؤالات متداول (پرسشهای رایج)
۱۲. نتیجهگیری
حالت تنظیمات DELEM DA-69T بخشی حیاتی از عملیات خمکاری پرس است که امکانات پیشرفتهی پیکربندی را فراهم میکند تا کاربران بتوانند کنترل دقیقی بر عملکرد دستگاه اعمال کنند. این راهنما به بررسی قابلیتهای اصلی حالت تنظیمات DELEM DA-69T میپردازد و توضیح میدهد که هر ویژگی چگونه عملیات خمکاری پرس را بهینهسازی کرده و کارایی کلی تولید را ارتقا میبخشد. آیا شما کاربر جدیدی هستید که در حال آشنا شدن با این سیستم هستید یا یک اپراتور با تجربه که به دنبال تعمیق دانش تخصصی خود است، این منبع تمام اطلاعات ضروری را برای بهرهبرداری کامل از پتانسیل DELEM DA-69T در اختیار شما قرار میدهد.
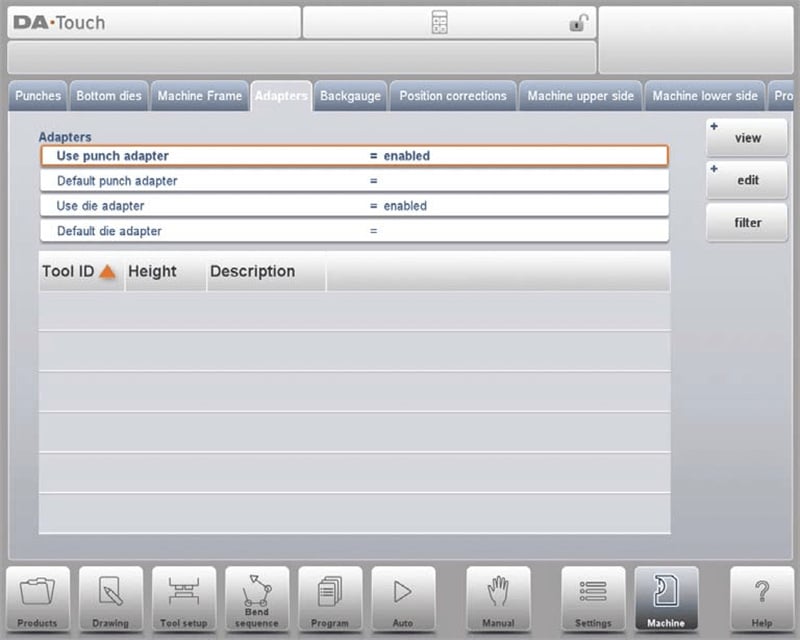
پیمایش رابط تنظیمات DELEM DA-69T
برای تغییر کنترل به حالت تنظیمات، روی دکمهی ناوبری تنظیمات ضربه بزنید. این رابط بهگونهای طراحی شده است که کاربران بتوانند بهصورت شهودی با آن تعامل داشته باشند؛ بدین ترتیب که تمام گزینههای پیکربندی در زبانههای منطقی سازماندهی شدهاند. برای زبانههایی که ظرفیت نمایش صفحه را فراتر میروند، کافی است نوار زبانهها را بهصورت افقی بکشید تا به تمام تنظیمات موجود دسترسی پیدا کنید.
تنظیمات عمومی
زبانهٔ «تنظیمات عمومی» امکان تنظیم دقیق پارامترهای اصلی عملیاتی را فراهم میکند و بهطور مستقیم، عملکرد دستگاه خمزن را از طریق گزینههای انعطافپذیر و کاربرپسند تنظیم بهبود میبخشد:
تنظیم پارامتر
برای تغییر پارامترها، زبانهٔ مربوطه را انتخاب کرده و روی تنظیم مورد نظر ضربه بزنید. صفحهکلید مجازی برای وارد کردن مقادیر عددی یا حروفعددی ظاهر میشود، در حالی که لیستهای کشویی امکان انتخاب سریع را فراهم میکنند — برای لیستهای بلندتر، امکان پیمایش عمودی نیز وجود دارد.
انتخاب واحد
واحدهای اندازهگیری را مطابق با نیازهای عملیاتی خود سفارشیسازی کنید:
• انتخاب اینچ/میلیمتر: تبدیل بین میلیمتر و اینچ برای اندازهگیریهای خطی
• انتخاب تن/کیلونیوتن: انتخاب تن یا کیلونیوتن برای اندازهگیریهای نیرو
• مقاومت به ازای هر متر/میلیمتر: انتخاب واحد مقاومت به ازای هر متر یا میلیمتر
سفارشیسازی رابط کاربری
• زبان: از میان فهرست زبانهای پشتیبانیشدهٔ رابط کاربری انتخاب کنید. توجه داشته باشید که هنگام تغییر به زبانهایی که از کاراکترهای غیراستاندارد استفاده میکنند، ممکن است رابط کاربری دوباره راهاندازی شود.
• زبان راهنما: بهطور پیشفرض برابر با زبان رابط انتخابشده است و در صورت نیاز، انگلیسی بهعنوان زبان پیشفرض جایگزین است. زبانهای راهنمای اضافی را میتوان از طریق اتصال شبکه یا درایو USB نصب کرد.
ترجیحات ورودی
• چیدمان صفحهکلید: انتخاب چیدمانهای Qwerty، Qwertz یا Azerty برای تطبیق با آشنایی کاربر
• صدای کلید: فعال یا غیرفعال کردن بازخورد صوتی پنل ورودی
• سمت پنل دستور: تغییر موقعیت پنل دستور به سمت چپ یا راست صفحه نمایش (پیشفرض: سمت راست)
این قابلیتهای قابل تنظیم، حالت تنظیمات DELEM DA-69T را به ابزاری انعطافپذیر تبدیل میکند تا راهاندازی ماشین را متناسب با نیازهای عملیاتی فردی تنظیم کند.
مدیریت مواد
حالت تنظیمات DELEM DA-69T امکان برنامهریزی، ویرایش و حذف کارآمد دادههای مواد را فراهم میکند و ظرفیت ذخیرهسازی حداکثر ۹۹ مورد ماده را پشتیبانی میکند. برای هر ماده، کاربران میتوانند سه ویژگی اصلی را تعریف کنند:
۱. نام ماده: در صفحات برنامهریزی نمایش داده میشود، حداکثر ۲۵ کاراکتر دارد و باید با یک حرف شروع شود
۲. استحکام کششی: نشاندهنده عملکرد مقاومت کششی ماده است
۳. مدول الاستیسیته (E): مشخصکننده مدول الاستیسیته ماده است
نمای سختشدن کرنشی
نمای سختشدن کرنشی (با نماد n) یک ویژگی مهم ماده است که بهطور مستقیم بر دقت محاسبات خمکاری تأثیر میگذارد. این پارامتر توسط تأمینکنندگان مواد همراه با استحکام کششی و مدول الاستیسیته (E) ارائه میشود. وارد کردن دقیق مقدار n، محاسبات شعاع داخلی را بهبود بخشیده و منجر به تعیین دقیق عمق خم، مقدار جبران خم (Bend Allowance) و در نهایت بهینهسازی موقعیت خطکش عقب (Back Gauge) و طول توسعهیافته قطعه پس از خم میشود.
بهصورت پیشفرض، مقدار n غیرفعال است (روی _.__ تنظیم شده است) و میتوان آن را در محدوده ۰٫۰۱ تا ۱٫۰۰ تنظیم کرد (مقدار معمولی آن برای فولاد نرم ۰٫۲۱ است). بازنشانی مقدار آن به صفر، این پارامتر را کاملاً غیرفعال میکند.
محاسبه نمای سختشدن کرنشی
مقدار n را میتوان به دو روش محاسبه کرد که انتخاب روش بستگی به این دارد که آیا جدول جبران خم (Bend Allowance Table) در دسترس است یا خیر:
۱. بدون جدول جبران خم
یک خمآزمایی در حالت دستی انجام دهید، سپس دکمهٔ «محاسبهٔ n» را در جدول مواد انتخاب کنید. سیستم مقدار n را بر اساس تفاوت بین موقعیت محور X و طول ضلع اندازهگیریشده محاسبه میکند. دقت محاسبه به ورود دقیق ضخامت ورق، پارامترهای ابزار و اندازهگیری طول ضلع بستگی دارد.
۲. با استفاده از جدول اجازهٔ خمزنی
مقدار n را میتوان مستقیماً از جدول پیشتنظیمشده استخراج کرد. جنس مورد نظر را انتخاب کرده و روی دکمهٔ «محاسبهٔ n» ضربه بزنید تا نتیجهٔ محاسبهشده بهصورت خودکار نمایش داده شود.
مدیریت دادههای مواد
مواد ابتدا بر اساس شمارهٔ منحصربهفرد خود (شناسه) فهرستبندی میشوند و میتوان آنها را بر اساس هر ویژگیای برای ناوبری سادهتر مرتب کرد. برای ویرایش یا حذف یک ماده، کافی است خط مربوطه را انتخاب کنید. مواد جدید را میتوان با انتخاب یک خط خالی و وارد کردن مقادیر مورد نیاز برای ویژگیها اضافه کرد.
تسلط بر نمای سختشدن کرنشی و مدیریت دادههای مواد، کلید دستیابی به عملیات فلزکاری دقیق و یکنواخت با دستگاه DELEM DA-69T است.
عملکردهای پشتیبانگیری و بازیابی
حالت تنظیمات DELEM DA-69T امکانات قوی پشتیبانگیری و بازیابی را فراهم میکند تا یکپارچگی دادهها حفظ شده و عملیات بیوقفه ماشینهای خمزن فشاری تضمین گردد. این سیستم پشتیبانگیری و بازیابی دادههای محصول و ابزار را در قالب فایلهای DLC پشتیبانی میکند که با مدلهای قدیمیتر کنترلکنندههای DELEM سازگار است و امکان محافظت آسان از دادههای عملیاتی حیاتی را فراهم میسازد.
پشتیبانگیری و بازیابی میتواند با استفاده از رسانههای مختلف ذخیرهسازی (مانند فلشهای USB، ذخیرهسازی شبکهای) بر اساس اتصالات موجود روی ماشین انجام شود. کاربران میتوانند بهصورت دلخواه پوشههایی را ایجاد و انتخاب کنند و برای دادههای محصول و ابزار مکانهای ذخیرهسازی جداگانهای تعیین نمایند تا مدیریت سازمانیافته فایلها حفظ گردد.
۴.۱ پشتیبانگیری از محصول
برای انجام پشتیبانگیری از برنامههای تولیدی در یک رسانه ذخیرهسازی خارجی:
۱. به زبانهٔ «پشتیبانگیری/بازیابی» بروید و در بخش «پشتیبانگیری» گزینهٔ «محصولات» را انتخاب کنید.
۲. پس از تنظیم پوشهٔ اولیهٔ پشتیبانگیری، صفحهٔ پشتیبانگیری محصول بارگذاری میشود که دارای قابلیتهای کلیدی زیر است:
○ نمایش محصول: تمامی محصولات موجود در پوشهٔ مبدأ انتخابشده فهرستبندی میشوند که این امر بهصورت دقیق با گزینههای نمایش در حالت «محصولات» تطبیق دارد و ناوبری را شهودی میسازد.
○ قابلیت مشاهدهٔ مکان: بخش بالایی صفحه، پوشهٔ مبدأ جاری و مکان پشتیبانگیری تعیینشده را نمایش میدهد تا شفافیت کاملی در مدیریت فایلها فراهم شود.
○ پشتیبانگیری انتخابی: برای علامتگذاری یک محصول جهت پشتیبانگیری، روی آن لمس کنید (علامت پشتیبانگیری انتخاب را تأیید میکند). اگر نام محصولی با همین نام در مکان پشتیبانگیری وجود داشته باشد، سیستم از کاربر درخواست تأیید بازنویسی میکند.
○ پشتیبانگیری دستهای: با استفاده از گزینهٔ «همه» میتوانید با یک کلیک تمامی محصولات فهرستشده را پشتیبانگیری کنید که این امر حفاظت از دادهها را برای چندین فایل بهطور همزمان تسهیل میکند.
○ ناوبری در پوشهٔ مبدأ: با استفاده از «پوشهٔ مبدأ» میتوانید مرورگر پوشهها را باز کرده و مکان مبدأ جدیدی برای محصولات انتخاب کنید.
○ ناوبری در پوشهٔ پشتیبانگیری: با استفاده از «پوشهٔ پشتیبانگیری» میتوانید مکان مقصد ذخیرهسازی را برای محصولات پشتیبانگیریشده تنظیم کنید.
۴٫۲ بازیابی محصول
برای بازیابی برنامههای تولیدی در واحد کنترل:
۱. به تب پشتیبانگیری/بازیابی بروید و در بخش بازیابی، محصولات را انتخاب کنید.
۲. پس از تنظیم اولیهٔ دایرکتوری بازیابی، صفحهٔ بازیابی محصولات با قابلیتهای اصلی زیر بارگذاری میشود:
○ نمایش شهودی: محصولات موجود در دایرکتوری انتخابشدهٔ بازیابی، به همان شکلی که در حالت محصولات نمایش داده میشوند، برای شناسایی آسان نمایش داده میشوند.
○ قابلیت مشاهدهٔ منبع/مقصد: در بالای صفحه، موقعیت فعلی منبع بازیابی و واحد کنترلی مقصد نمایش داده میشود.
○ سفارشیسازی دایرکتوری: از گزینهٔ «دایرکتوری بازیابی» برای انتخاب منبعی متفاوت و از گزینهٔ «دایرکتوری مقصد» برای انتخاب محل هدف روی واحد کنترلی استفاده کنید.
○ بازیابی انتخابی: روی یک محصول ضربه بزنید تا برای بازیابی علامتگذاری شود (علامت تأیید ظاهر میشود). اگر فایلی با نام مشابه در واحد کنترلی وجود داشته باشد، سیستم از کاربر درخواست تأیید جایگزینی میکند.
۴.۳ پشتیبانگیری از ابزار
برای انجام پشتیبانگیری از دادههای ابزار (پانچها، قالبها، اشکال ماشین) در دستگاه ذخیرهسازی خارجی:
۱. به تب پشتیبانگیری/بازیابی بروید و در بخش پشتیبانگیری، ابزارها را انتخاب کنید.
۲. پس از تنظیم پوشهٔ اولیهٔ پشتیبانگیری، صفحهٔ پشتیبانگیری ابزار بارگذاری میشود. فرآیند پشتیبانگیری مشابه مراحل پشتیبانگیری از محصول است و از قابلیتهای یکسانی از جمله پشتیبانگیری انتخابی/گروهی و ناوبری در پوشهها برخوردار است.
۴٫۴ بازیابی ابزار
بازیابی ابزار دقیقاً مطابق با رویههای بازیابی محصول انجام میشود و از چیدمان رابط کاربری یکسان، گزینههای سفارشیسازی پوشه و قابلیت اعلان فایلهای تکراری بهره میبرد.
۴٫۵ پشتیبانگیری و بازیابی جداول و تنظیمات
زبانهٔ «پشتیبانگیری/بازیابی» قابلیت تخصیصیافتهای برای پشتیبانگیری از تنظیمات خاص کاربر و جداول سیستمی فراهم میکند که رویهٔ آن مشابه رویهٔ پشتیبانگیری و بازیابی محصول و ابزار است. عملکرد «همه» (All) کل فرآیند را بهصورت خودکار و بهصورت ترتیبی انجام میدهد — یعنی پشتیبانگیری یا بازیابی محصولات + ابزارها + جداول + تنظیمات را در یک مرحله و با حداکثر کارایی انجام میدهد.
۴٫۶ پشتیبانگیریهای زمانبندیشدهٔ خودکار
برای تضمین حفاظت پیوسته و بدون نیاز به دخالت دستی از دادهها، حالت تنظیمات DELEM DA-69T قابلیت پشتیبانگیری خودکار زمانبندیشده را شامل میشود:
۱. به گزینهٔ زمانبندی پشتیبانگیری در تب «پشتیبانگیری/بازیابی» بروید.
۲. فاصلهٔ زمانی پشتیبانگیری (از ۱ تا ۳۱ روز) را برای انجام خودکار عملیات پشتیبانگیری تعیین کنید.
۳. هنگامی که زمان برنامهریزیشده فرا میرسد و دستگاه در حالت بیکاری قرار دارد، سیستم کاربر را به اجرای فوری پشتیبانگیری یا موکول کردن آن (با تنظیم یادآوری برای ۱ تا ۲۴ ساعت بعد) دعوت میکند.
۴. کاربران میتوانند مکان پیشفرض مورد نظر خود را برای تمام پشتیبانگیریهای زمانبندیشده مشخص کنند.
این قابلیت خودکار، مدیریت دادهها را تسهیل میکند و اطمینان حاصل میکند که دادههای حیاتی عملیاتی بهطور مداوم و بدون دخالت دستی محافظت میشوند.
۴٫۷ ناوبری در پوشهها
انتخاب «پوشهٔ پشتیبانگیری» پنجرهای اختصاصی را باز میکند که تمام پوشههای پشتیبانگیری موجود را فهرست میکند و ابزارهای ناوبری شهودی برای مدیریت ساختار ذخیرهسازی ارائه میدهد:
• مرور زیرپوشهها: روی آیکون نقطه ضربه بزنید تا محتویات زیرپوشه باز و نمایش داده شود.
• حرکت به سطوح بالاتر: روی آیکون «والد» (PARENT) ضربه بزنید تا یک سطح بالاتر در سلسلهمراتب پوشهها حرکت کنید؛ این عمل را میتوانید تکرار کنید تا به سطح بالایی برسید و بین دستگاهها جابهجا شوید.
• انتخاب دستگاه: در سطح بالاتر، دستگاه ذخیرهسازی مورد نظر (مانند USB یا شبکه) را انتخاب کنید و سپس زیرشاخهٔ مربوطه را انتخاب نمایید.
• ذخیرهسازی شبکهای: با اتصال فعال به شبکه، گزینهٔ «شبکه» را انتخاب کرده و یکی از حجمهای شبکهای موجود را انتخاب کنید (پیمایش بهصورت مشابه پیمایش دستگاههای محلی انجام میشود).
• مدیریت زیرشاخهها: با استفاده از گزینههای «ایجاد زیرشاخه» و «حذف زیرشاخه»، زیرشاخهها را ایجاد یا حذف کنید؛ برای انتخاب هر زیرشاخه بهعنوان مکان پشتیبانگیری، روی آن لمس کنید.
پیمایش کارآمد شاخهها تضمین میکند که دادههای پشتیبان منظم و بهراحتی قابل دسترس باقی بمانند؛ این امر ستون فقرات مدیریت مؤثر دادهها در عملیات ماشینهای خمزن فشاری است.
تنظیمات برنامه
حالت تنظیمات DELEM DA-69T دارای پایگاه دادهٔ جامع اصلاح زاویه و پارامترهای پیشرفتهٔ برنامهنویسی است که دقت خمکاری و ثبات عملیاتی را ارتقا میبخشد. ویژگیهای کلیدی شامل:
فعالسازی پایگاه دادهٔ اصلاح زاویه
فعالسازی این تنظیم، تمامی اصلاحات زاویهای واردشده در طول تولید (حالت خودکار) را در یک پایگاه داده اختصاصی ذخیره میکند. اصلاحات مربوط به خمهای خاص برای استفادههای آینده حفظ میشوند تا ثبات در پروژههای یکسان یا مشابه تضمین شده و زمان راهاندازی کاهش یابد.
پیشنهادات اصلاح خودکار
در طول فرآیند تولید، واحد کنترلی پایگاه داده را برای یافتن اصلاحات موجود برای خمهای مشابه بررسی میکند:
• تطابق دقیق منجر به ارائه خودکار پیشنهاد اصلاح میشود.
• برای خمهایی که تفاوت زاویهای آنها با موارد ذخیرهشده ≤۱۰ درجه باشد، پیشنهادات اصلاحی از طریق درونیابی ارائه میشوند.
• در صورتی که تفاوت اصلاحات خمهای مجاور بیش از ۵ درجه باشد، هیچ پیشنهادی ارائه نمیشود (تا از اعمال تنظیمات نادرست جلوگیری شود).
برنامه اولیه اصلاح زاویه مینگ
این پارامتر امکان اعمال اصلاحات کوچکی در زاویهٔ اولیه را فراهم میکند که تنها در صفحهٔ اصلاحات در حالت خودکار قابل مشاهده است. بهعنوان مثال، یک اصلاح پایهٔ ۸- درجه میتواند با یک اصلاح اولیهٔ ۶- درجه تنظیم شود و زاویهٔ نمایشدادهشده را به ۲- درجه تغییر دهد، بدون اینکه مقدار کلی اصلاح مؤثر تغییر کند.
برنامهریزی عمومی اصلاح زاویه
اعمال اصلاحات جهانی به تمام خمها در یک برنامه (ذخیرهنشده در پایگاهدادهٔ اصلاح زاویه). این قابلیت میتواند برای اصلاح تکمحوره (اصلاح جهانی α1) یا دو محوره (اصلاح جهانی α1 و α2) فعال شود (پیکربندی پیشفرض).
ذخیرهسازی اصلاح زاویه در حالت دستی
فعالسازی ثبت اصلاحات زاویهای تعیینشده در حالت دستی، که بعدها میتوانند در برنامهریزی حالت خودکار اعمال شده و دقت خمزنی را افزایش دهند.
پارامترهای برنامهریزی اصلاح
• اصلاح زاویه: انتخاب بین کپیکردن مقادیر دلتا، حفظ مقادیر دلتای ثابت یا انجام تنظیمات مستقل برای اصلاحات زاویهای در طول تولید (پیشفرض: کپی کردن اصلاحات).
• اصلاح X: برای محورهای CX1 و CX2، از گزینههای کپی کردن مقادیر اصلاحی، حفظ دلتا یا تنظیمات مستقل انتخاب کنید (همانند گزینههای اصلاح زاویه).
برنامهریزی مستقل Y1/Y2
اجازه میدهد تا محورهای Y1 و Y2 بهصورت مستقل برنامهریزی شوند تا کنترلی فوقالعاده دقیق فراهم شود (پیشفرض: برنامهریزی تکمحوری برای سادهسازی عملیات).
شناسه و توضیحات ماشین
اختصاص یک شناسه منحصربهفرد و نام توصیفی به هر ماشین در یک واحد برای اهداف زیر:
• جلوگیری از خطاهای برنامهریزی هنگام بارگذاری دادهها از پشتیبانها.
• تسهیل عملیات و سازماندهی پروفیلها در میان چندین ماشین تحت کنترل DELEM.
این ویژگیهای برنامهریزی هدفمند، انعطافپذیری DELEM DA-69T را برجسته میکند و بهطور مستقیم دقت و بهرهوری ماشینهای خمزن فشاری را در کارهای پیچیده ساخت فلزی بهبود میبخشد.
مقادیر پیشفرض
مقادیر پیشفرض پارامترهای اولیه تمامی عملکردهای خمزن فشاری را تعریف میکنند و با سادهسازی برنامهریزی و تضمین ثبات عملیاتی، بهینهسازی کارایی ماشین را ممکن میسازند — این ویژگی برای بهینهسازی کارایی ماشین ضروری است. مهمترین تنظیمات پیشفرض عبارتند از:
باز شدن پیشفرض محور Y
مقدار اولیه باز شدن محور Y را در حالت برنامهریزی تنظیم میکند و وارد کردن دستی پارامترها برای برنامههای جدید را کاهش داده و روند راهاندازی را تسریع میکند.
سرعت فشردن پیشفرض
سرعت اولیه استاندارد فشردن را برای تمام برنامههای جدید تعیین میکند تا عملکرد یکنواخت را در طول نوبتهای تولید تضمین نماید.
زمان انتظار پیشفرض برای بازگشت
رفتار واحد کنترلی را در برنامههای خمکاری در مورد بازگشت (پیشفرض: بله، که در زمان پردازش پساز برنامهریزی و برنامهنویسی تنظیم میشود) تعریف میکند و جریان عملیاتی را با زمانبندی ثابت بازگشت سادهسازی مینماید.
کد تغییر مرحله پیشفرض
زمان وقوع تغییرات مرحلهای را در یک برنامه خمکاری مشخص میکند (پیشفرض: UDP، که توضیحات دقیقتر آن در صفحه «دادههای اختیاری» در حالت برنامهریزی موجود است) و پیشرفت ساختارمند و دقیق از طریق مراحل خمکاری را فراهم میسازد.
زمان تأخیر پیشفرض
زمان انتظار محور X را در طول تغییرات مرحلهای بهصورت پیشتنظیم شده تعیین میکند تا نیازهای دستکاری قطعه را برآورده سازد و انعطافپذیری لازم برای افزودن توقفهای ضروری جهت بهبود دقت و مدیریت مواد را فراهم مینماید.
زمان اقامت پیشفرض
زمان اقامت استانداردی را برای برنامههای خمکردن تعیین میکند که با توقف ماشین در مراحل حیاتی فرآیند خمکردن، امکان کنترل دقیق خمکردن را فراهم میسازد.
زاویه پیشخمکردن پیشفرض
زاویه اولیه پیشخمکردن را برای محصولات گرافیکی تعیین میکند و محاسبات دقیق پیشخمکردن و تشکیل دقیق خم را تسهیل میسازد.
بازشدگی لبه تا شده پیشفرض
مقدار اولیه بازشدگی را برای موقعیتیابی زبانه در خمهای لبه تا شده (مقدار اولیه: ۰٫۰۰ میلیمتر) فراهم میکند تا اطمینان حاصل شود که هیچ شکافی بین زبانهها وجود نداشته باشد و لبه تا شده بهطور دقیق تشکیل شود.
ابعاد پیشفرض
تعیین میکند که آیا طرحهای محصولات گرافیکی از ابعاد خارجی یا داخلی (D1) استفاده میکنند یا خیر؛ این امر با تعریف از پیش ترجیحات ابعادی، دقت طرحها را افزایش میدهد.
با درک این مقادیر پیشفرض و سفارشیسازی آنها متناسب با نیازهای تولیدی خاص، کاربران میتوانند راهاندازی ماشین را بهینه کرده و عملیات فشاری ت brake را کارآمدتر و یکنواختتر انجام دهند.
تنظیمات محاسباتی
مدیریت مقدار انحنای قابل تحمل، هستهٔ زبانهٔ «تنظیمات محاسباتی» است که ویژگیای حیاتی برای دستیابی به عملیات خمکردن دقیق محسوب میشود. مقدار انحنای قابل تحمل، موقعیت محور X را اصلاح میکند تا کوتاهشدن ورق پس از خمشدن در نظر گرفته شود؛ و سیستم کنترل DELEM DA-69T گزینههای انعطافپذیری برای محاسبه و اصلاح این مقدار ارائه میدهد.
محاسبهٔ مقدار انحنای قابل تحمل
دو روش اصلی برای محاسبهٔ مقدار انحنای قابل تحمل در دسترس است:
• محاسبه: واحد کنترل از فرمول استاندارد داخلی خود برای محاسبهٔ خودکار مقدار انحنای قابل تحمل استفاده میکند و این امر یک پیشفرض قابل اعتماد برای تمامی عملیات خمکردن فراهم میآورد.
• جدول: از جداول پیشتنظیمشدهٔ مقدار انحنای قابل تحمل موجود در واحد کنترل برای اعمال مقادیر اصلاحی پیشتعریفشده استفاده کنید تا دقت بالاتری برای مواد و پارامترهای خمکردن خاص حاصل شود.
آمادهسازی دادهها و اصلاح مقدار انحنای قابل تحمل
در هنگام آمادهسازی دادههای برنامهریزی، اصلاحات مربوط به مقدار انحنای قابل تحمل را روشن یا خاموش کنید؛ که این کار تأثیرات عملیاتی واضحی دارد:
• اصلاح غیرفعال: در برنامهنویسی عددی هیچ اجازهای برای خمکردن اعمال نمیشود — این حالت برای پروژههایی ایدهآل است که در آن پارامترهای پیشفرض، نیازهای دقت را برآورده میکنند.
• اصلاح فعال: اصلاحات اجازهی خمکردن در برنامهنویسی عددی گنجانده میشوند تا تنظیمات دقیق محورها با مقادیر محاسبهشده همسو باشند. تمام اصلاحات ذخیره میشوند و در حالت تولید قابل بررسی هستند.
توجه: این تنظیم فقط بر روی برنامهنویسی محصول تأثیر میگذارد؛ در حالت طراحی، پردازش پساز آن بهطور خودکار اجازهی خمکردن را در محاسبات برنامهی CNC برای طرح ترتیبی لحاظ میکند.
ویرایش جداول اجازهی خمکردن
برای جداول موجود اجازهی خمکردن، پارامتر «جدول اجازهی خمکردن فعال» را انتخاب کنید تا پنجرهی ویرایش اختصاصی باز شود. امکانات مدیریت جدول شامل موارد زیر است:
• ویرایش فیلدها: از کلید Tab برای انتخاب فیلدها در یک ردیف جدول، وارد کردن مقادیر جدید و سپس فشار دادن ENTER برای ذخیرهی تغییرات استفاده کنید.
• محدودیت جدول: جداول را نمیتوان مستقیماً در حالت تنظیمات ایجاد کرد — تنها جداول پیشبارگذاریشده قابل ویرایش هستند.
• بارگذاری جداول: برای انتخاب جدول بارگذاری و رفتن به مسیر فایل و بارگذاری جدول پیشتعیینشدهٔ ضریب خمخوردن، روی گزینهٔ «بارگذاری جدول» کلیک کنید.
• مرجع: برای اطلاعات جامع دربارهٔ جزئیات جدول، به دفترچهٔ راهنمای اختصاصی جدول ضریب خمخوردن DELEM مراجعه کنید.
پارامترهای محاسباتی اضافی
• ضریب نیروی تراکم (Bottoming Force Factor): نیروی تراکم با ضرب نیروی خمخوردن هوایی (Air Bend Force) در این ضریب محاسبه میشود تا اعمال دقیق نیرو در عملیات خمخوردن تراکمی تضمین گردد.
• تنظیم فاصلهٔ Z: فاصلهٔ اندازهگیریشده از لبهٔ انگشتی (Finger) تا گوشهٔ ورق را تعریف میکند. در ماشینآلات مجهز به محورهای Z خودکار، موقعیتهای انگشتی بهصورت خودکار نسبت به انتهای ورق محاسبه میشوند تا حداکثر دقت و کارایی حاصل شود.
این قابلیتهای محاسباتی امکان سفارشیسازی عمیق محاسبات خمخوردن را فراهم میکنند و بهطور مستقیم دقت سیستم DELEM DA-69T را در پاسخ به نیازهای خاص ساخت فلزات ارتقا میبخشند.
تنظیمات تولید
زبانهٔ تنظیمات تولید مجموعهای از پیکربندیهای پیشرفته را ارائه میدهد که قابلیتهای تولیدی ماشین خمزن را با تمرکز بر دقت، ایمنی و کارایی عملیاتی بهینهسازی میکند. از جمله ویژگیهای کلیدی آن موارد زیر هستند:
حالت شمارش موجودی
مدیریت چرخهٔ تولید را از طریق شمارندهٔ قابل پیکربندی موجودی (شمارش صعودی یا نزولی) انجام میدهد:
• شمارش نزولی: برای تحقق سهمیههای ثابت تولید مناسب است — ماشین بهصورت خودکار پس از رسیدن به مقدار هدف متوقف میشود.
• شمارش صعودی: برای پیگیری پیشرفت تولید، با هر چرخهٔ کاملشدهٔ تولید افزایش مییابد.
حالت تغییر خودکار خم
کنترل بارگذاری خودکار مرحلهای را برای عملیات خمزنی انجام میدهد:
• فعال: مجموعهٔ بعدی پارامترهای خمزنی بهصورت خودکار بارگذاری میشود — تنها فشار دادن دکمهٔ شروع برای ادامهٔ تولید لازم است.
• غیرفعال: انتخاب و فعالسازی دستی مرحلهٔ بعدی الزامی است که کنترل بیشتری برای اپراتور در خمهای پیچیده فراهم میکند.
انحراف موازیبودن
مقدار موازیسازی جهانی را برای محور Y تنظیم میکند تا در طول تولید، موازیسازی ثابتی ایجاد شود — بهویژه در نقطه گیرهبندی برای کیفیت یکنواخت خمکردن حیاتی است.
قفل کردن صفحه نمایش لمسی پس از راهاندازی
صفحه نمایش لمسی را در حین کار ماشین قفل میکند تا از تنظیمات ناخواسته پارامترها جلوگیری شود؛ این امر ایمنی عملیاتی را بهطور قابلتوجهی افزایش داده و خطاهای تولیدی پرهزینه را کاهش میدهد.
اصلاحات فشار و گیرهبندی
• اصلاح فشار: نیروی واردشده توسط شیر فشار را تنظیم میکند تا کنترل دقیق نیرو در حین خمکردن انجام شود.
• اصلاح گیرهبندی: موقعیت تیر (بیم) را تغییر میدهد تا اطمینان حاصل شود که ورق با ثبات و محکم گیرهبندی میشود؛ این امر شرط اساسی برای خمکردن دقیق و یکنواخت است.
تنظیمات تکیهگاه قطعه
• سرعت بازگشت پیشفرض: سرعتی را که تکیهگاه قطعه با آن پس از اتمام خمکردن بازمیگردد، تعیین میکند.
• زاویه اضافی: امکان اعمال تنظیمات زاویهای اضافی را در حین رهاشدن فشار فراهم میکند تا دستکاری و موقعیتدهی دقیق مواد امکانپذیر شود.
اقدامات ایمنی برای محورهای X و Z
حیاتی برای جلوگیری از برخورد ابزار و ماشین:
• جابجایی ایمنی محور X: ایجاد یک منطقه ایمنی اختصاصی برای محور X بهمنظور جلوگیری از برخورد با پانچها، ماتریسها و سایر ابزارها.
• موقعیت موقت محور X برای حرکت محور Z: تعریف یک موقعیت موقت ایمن روی محور X برای انجام بیدرز حرکات محور Z — که در صورت استفاده از اندازههای مختلف ماتریس ضروری است.
• موقعیت موقت محور R برای حرکت محور X: تعیین یک موقعیت موقت روی محور R بهمنظور جلوگیری از تداخل ماتریس در حین حرکات محور X.
نمایش یادداشتها
پیکربندی ماشین برای نمایش خودکار یادداشتهای مراحل خمکاری در حالت خودکار (Auto Mode)، بهگونهای که اپراتوران دسترسی لحظهای به دستورالعملهای حیاتی هر مرحله از خمکاری داشته باشند.
این تنظیمات قوی تولید، عملکرد دستگاه خمزن فشاری را دگرگون میکند و DELEM DA-69T را به ابزاری ارزشمند برای ساخت فلزات با دقت و بازده بالا تبدیل میسازد.
محاسبه زمان تولید
محاسبه زمان تولید، مؤلفهای کلیدی در محاسبه توالی خمکاری است؛ بهطوریکه مجموع زمان تولید یک محصول توسط سرعت موقعیتیابی محورها و زمانهای دستکاری محصول تعیین میشود—هر دوی این عوامل تحت تأثیر ابعاد فیزیکی محصول قرار دارند.
محصولات کوچک (در جهت Z) امکان چرخش سریع بالا-پایین را فراهم میکنند، در حالیکه محصولات بلند (در جهت X) نیازمند زمان اضافی برای بازآرایی مواد هستند. حالت تنظیمات DELEM DA-69T این موضوع را با فعالسازی قابلیت پیکربندی سفارشی زمان چرخش از طریق یک جدول اختصاصی برطرف میکند که زمانهای چرخش را بر اساس چهار بازه طولی دستهبندی میکند؛ این بازهها با استفاده از سه مقدار مرزی قابل تعریف توسط کاربر تعیین میشوند.
با سفارشیسازی زمانهای چرخش برای محدودههای مختلف اندازه محصول، کاربران میتوانند تنظیمات دستگاه را برای هر نوبت تولید بهینهسازی کنند—که این امر منجر به افزایش بهرهوری کلی و اطمینان از دقت زمانبندی توالی خمکاری میشود.
تنظیمات زمان
زبانهٔ «تنظیمات زمان»، نمایش و تنظیم تاریخ و زمان را در واحد کنترل DELEM DA-69T پیکربندی میکند و بهطور کامل با سیستم عامل ویندوز اجرایی در این واحد همگامسازی میشود:
• نمایش زمان: انتخاب بین نمایش تاریخ و زمان، صرفاً زمان یا عدم نمایش هر یک از این دو روی پنل عنوان.
• فرمت زمان: تغییر بین نمایش زمان به صورت ۲۴ ساعته و ۱۲ ساعته.
• فرمت تاریخ: انتخاب از بین فرمتهای نمایش تاریخ dd-mm-yyyy، mm-dd-yyyy یا yyyy-mm-dd.
• تنظیم زمان: بهروزرسانی دستی تاریخ و زمان سیستم — تغییرات بهصورت خودکار در سیستم عامل ویندوز اجراشده روی واحد کنترل اعمال میشوند.
سوالات متداول (FAQ)
آیا میتوانم پروفایلهای تنظیمات سفارشی را در حالت تنظیمات DELEM DA-69T ذخیره کنم؟
بله. حالت تنظیمات DELEM DA-69T امکان ایجاد و ذخیرهسازی پروفایلهای تنظیمات سفارشی را فراهم میکند. این قابلیت امکان جابجایی سریع بین پیکربندیهای مختلف را برای تطبیق با نیازهای تولیدی خاص فراهم میسازد و بهطور قابلتوجهی کارایی عملیاتی را افزایش داده و زمان راهاندازی ماشین را کاهش میدهد.
اگر در حالت تنظیمات DELEM DA-69T با خطایی مواجه شدم، چه کاری باید انجام دهم؟
در صورت رخ دادن خطا، ابتدا از ابزارهای تشخیصدهندهٔ موجود در منوی تنظیمات برای شناسایی و عیبیابی مشکل استفاده کنید. اگر مشکل ادامه یافت، به راهنمای کاربری رسمی DELEM مراجعه کنید یا برای کمک بیشتر با پشتیبانی JUGAO تماس بگیرید.
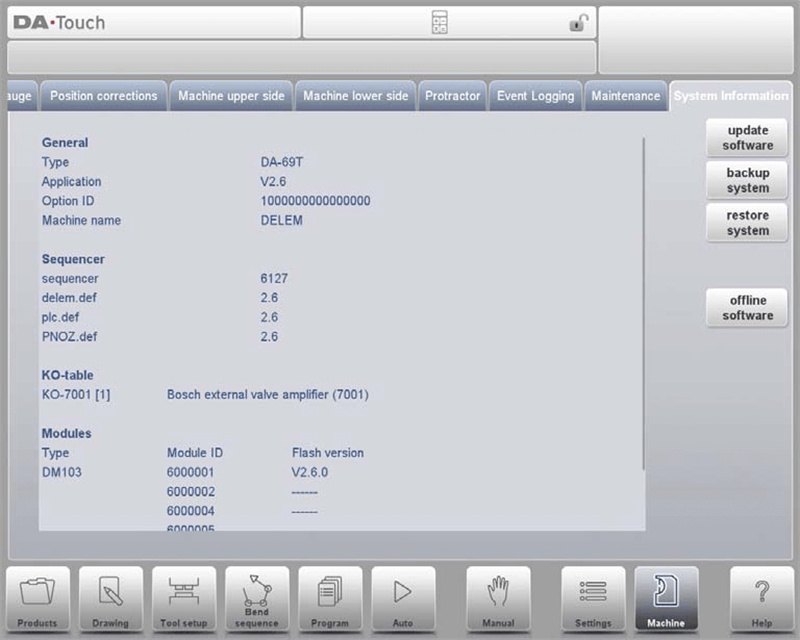
آیا امکان انجام بهروزرسانیهای نرمافزاری در حالت تنظیمات DELEM DA-69T وجود دارد؟
بله. حالت تنظیمات شامل گزینههای اختصاصی بهروزرسانی نرمافزار در بخش تنظیمات سیستم است. کاربران میتوانند برای بررسی وجود بهروزرسانیهای فرم웨ر/نرمافزاری جدید اقدام کرده و آنها را مستقیماً نصب کنند تا اطمینان حاصل شود که واحد کنترلی با جدیدترین نسخه اجرا میشود—با دسترسی به قابلیتهای بهبودیافته، ارتقای عملکرد و بهروزرسانیهای امنیتی.
نتیجهگیری
تسلط بر ویژگیهای کلیدی حالت تنظیمات DELEM DA-69T برای بهحداکثر رساندن کارایی، دقت و قابلیت اطمینان عملیات شکستدهنده فشاری (Press Brake) شما ضروری است. با آشنا شدن با پارامترهای قابل پیکربندی سیستم و تنظیم واحد کنترل مطابق با نیازهای تولید خاص شما، میتوانید عملکرد ماشین را بهطور چشمگیری بهبود بخشید، کیفیت خروجی را افزایش دهید و زمانهای افت غیرضروری ناشی از پیکربندی نادرست یا خطاهای عملیاتی را به حداقل برسانید.
برای استفاده کامل از قابلیتهای DELEM DA-69T، توصیه میشود این تنظیمات را بهصورت استراتژیک اعمال کنید و بازرسیهای منظم تجهیزات را جهت حفظ عملکرد بهینه انجام دهید. در صورت داشتن هرگونه سؤال، نیاز به راهنمایی بیشتر یا پشتیبانی فنی، تیم JUGAO آماده کمک به شماست. برای دریافت پشتیبانی جامع یا بررسی منابع اضافی که میتواند عملیات ساخت فلزی شما را بهطور بیشتری ارتقا دهد، هیچگونه تردیدی نداشته باشید و با ما تماس بگیرید.

